")



摘 要(yào):FANUC PMC 是內置於數控機(jī)床 CNC、用來(lái)執行數控(kòng)機床(chuáng)順序控製的可編程控製器(qì),是數(shù)控係統的重要組成部分,更是數控機床故障(zhàng)診斷的關鍵所(suǒ)在。闡(chǎn)述了 PMC 的主要功能,並通(tōng)過(guò)幾個實例說明了數(shù)控 PMC 在機床故障診斷與維修中的方法與技巧。
關鍵詞:數(shù)控機床;FANUC PMC;CNC;故障診斷
FANUC 數控係統以其高質量、低成本、高性能的特點,得到了廣大用戶(hù)的認可,這與 FANUC係統內嵌強大、易用的 PMC 功能(néng)有著密不可分的關係。CNC 包括數控(kòng)係統的硬件和軟件,與 CNC係統相連(lián)的外圍設備(bèi)有顯示器、MDI 麵板等;PMC是內置於數控機床 CNC 中的編程(chéng)控製器;MT 包括機床機械部分及其液壓、冷卻、潤滑等輔助裝置,機床操作麵板,繼電器(qì)線路,機床強電線路等;X是由機床(chuáng)至 PMC 的輸入信號 (MT→PMC);Y 是由PMC 至機床的輸出信號 (PMC→MT);F 是由 NC至 PMC 的輸入信號 (CNC→PMC);G 是由 PMC 至NC 的輸出信號 (PMC→CNC)[1],見圖 1;不難看出 PMC 在整個數控機床控製中的意義。
1、 PMC 的主要功能
PMC作(zuò)為(wéi)數控係統 CNC 和機床外圍(wéi)硬件 MT 之間的轉換電路,是數控係(xì)統的信息交流中心,完成數控機床的邏輯動作控製(zhì),主要功能[2-3]如下(xià):
1)對機床控製麵板的(de)各個(gè)按鍵、旋鈕輸入信號進行編譯處理,以控製(zhì)數控係統的運行狀態。
2) 完成(chéng)輔助功能 (M,S,T) 指令譯碼,對輔助功能的接(jiē)口信號進行編譯處理,將它轉換成相應控製指令,通過它與其他狀態的邏輯運算控製機床(chuáng)運(yùn)行。如刀(dāo)具交換、冷卻啟停及工作(zuò)台(tái)交換等
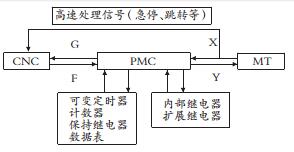
圖 1 PMC 信號地址
3) 機床外部輸入、輸(shū)出信(xìn)號的控製,將機(jī)床側的(de)各類開關信(xìn)號送入 PMC,經邏輯運算(suàn)後,將(jiāng)運算(suàn)結果送入輸出口,控製機床(chuáng)側的動作,如液壓係統的啟停、刀(dāo)庫、機械手等。
4)控(kòng)製(zhì)主軸和伺服進給驅動裝置的使能信號,以(yǐ)滿足伺服驅動的條件,控製機床的運行。這些輸入輸出信號中(zhōng),任何一個信號都有可能引起機(jī)床故障。因此掌握 PMC 類(lèi)故(gù)障的診斷與排除方法就非常(cháng)重要。
2 、利用 PMC 進行故障診斷與排除
2.1 直接運用 PMC 梯形圖進行診斷
如河南機電職業學院的 1 台 FANUC 0i mateTD 數控車(chē)床,在使用過程中發現,更換 3 號刀時,刀架一直旋轉,即使轉到 3 號刀位,刀架也不會停止,直到最(zuì)後出現換刀超時報警;換其他刀位動作正常。
故障分析:通過分(fèn)析數控車床(chuáng)換刀原理[4-5],知(zhī)道換刀步驟如下:係統發出換刀指令(lìng),PMC 判斷當前刀位號,發出刀架(jià)電機正轉信號,由霍爾元件判斷刀架電(diàn)機是否轉至所需刀位(wèi),轉至所需刀位時,係統通過 PMC 發出刀架電機反轉信(xìn)號,反轉延時時間到達後停止,換刀過程結束。故障現(xiàn)象(xiàng)中,其他刀位可以正常換刀,說明刀架電機及換刀時間設
置都(dōu)沒有問題[6]。
故障排除:查找電氣原理圖發現 3 號刀的輸入信號地址為 X8.2。於(yú)是(shì)通過操作麵板依次按(àn) “SYS-TEM” “PMC” “PMCLAD”功能(néng)鍵,調出車床的PMC 控製梯形圖。輸入(rù) X8.2,然後按 “SEARCH”鍵搜(sōu)索車床換刀的 PMC 控製梯形圖 (見圖 2)。當(dāng)換(huàn) 3 號刀位時,發現刀架轉至 3 號刀時 PMC 控製梯形圖中(zhōng)的 X8.2 沒有發生變(biàn)化,說明 PMC 沒有收到 3 號刀的到位信息。經檢測(cè)發現 3 號刀位的信(xìn)號線被折斷,焊接後,換刀正常,故障排除。
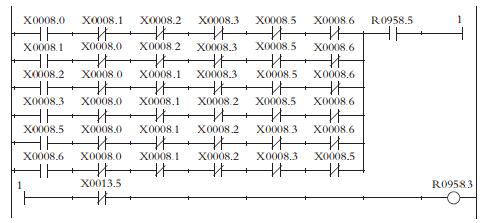
圖2 部分換刀 PMC 控製梯形圖
2.2 直接運用 PMC 自診斷(duàn)功能進行診斷
PMC 具備很(hěn)強(qiáng)的故障自診斷功能,可以利用機床側各檢測裝置反饋回來(lái)的信號和(hé)係(xì)統部分的狀態信號,經過程序的邏(luó)輯運算後(hòu)進行自(zì)診斷。發(fā)現(xiàn)異常時,將(jiāng)該(gāi)種異常的地址置為 1,並在報(bào)警顯示屏幕顯示相關信息,幫助查找和排除故(gù)障(zhàng)。如河南機電職業學院的 1 台亞龍(lóng) YL-569 型 0imate TD 數控車床,在使用過程中發現急停,不能複(fù)位。
故障分析:觀察機床操作麵板(bǎn) LED 顯(xiǎn)示器,沒有超程及其他報警信(xìn)息。
故障排除(chú):查找電氣原理圖,得知急停按(àn)鈕的輸入控製信號地址為 X8.4。於(yú)是通過操作麵板依次按 “SYSTEM”“PMC”“PMCDGN”功能鍵 , 然 後 按“STATUS”鍵進入信
號狀態顯示畫麵,查找 X8.4 的狀(zhuàng)態; 發現其狀態為(wéi) “0”,證明 PMC 沒有信號輸入輸出。查找電氣(qì)控製原理圖 (見圖 3),發現,在 24 V 直流電源和 KA10 繼電(diàn)器常開觸點(diǎn) 16 和 17 之間(jiān)應該有(yǒu)斷路的地方,通(tōng)過萬用表測量,發現 XT2:14 的 24 V 線頭脫落,接好之後,故障排除。
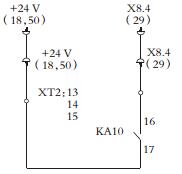
圖 3 急停鈕 X8.4 輸入控製電路
2.3 運用 PMC 的 TRACE 功能進行診斷
如河南機電職業學院的 1 台亞龍 YL-569 型 0imate TD 數控車床(chuáng),在進行換刀實訓時發現 2 號刀位(wèi)剛開機時可以正常換刀,過一段時(shí)間就(jiù)不能(néng)正常換刀,關機停一段時間再開機,又恢複正常,再過一段時間(jiān)又出現上述故障(zhàng)。
如河南(nán)機電職業學院的 1 台亞龍 YL-569 型 0imate TD 數控車床,在進行換刀實訓時發現 2 號刀位剛開(kāi)機(jī)時(shí)可(kě)以正常換刀,過一(yī)段時間就不(bú)能正常換刀,關機停一段(duàn)時間再開機,又恢複正(zhèng)常(cháng),再過一段時間又出現上述故障。
故障分析:對上述情(qíng)況分(fèn)析,認為刀(dāo)架電機沒有問題,可能是 2 號刀對應信號線接觸(chù)不良。故障排除(chú):根據機床電氣控(kòng)製原理(lǐ)圖,找到 2號刀對應輸入地址為(wéi) X8.1。檢測對應線路及信號線,沒發(fā)現問題。於是使用(yòng) PMC 的 TRACE (追蹤)功能,跟(gēn)蹤畫麵發現 X8.1 的狀態(tài)有(yǒu)時為 1,有時為0,說(shuō)明 X8.1 有時有信號,有時沒有信號。對照電氣原理圖仔細檢查,發現與(yǔ) 2 號刀對(duì)應的(de)中間繼電器觸點有問題,更換中(zhōng)間繼電(diàn)器後(hòu)故障排除(chú)。
3 、結束語(yǔ)
綜上所述,PMC 類(lèi)故(gù)障排除的關鍵是(shì)數控機(jī)床的維(wéi)修人員必須熟悉數控機床基本結(jié)構、控製原理及 PMC 控製程序;在進行故障分析時,一定要了解機床的相關操作信息及故障維修記錄,更要清楚 PMC 的輸入輸出信號地址(zhǐ)及相關參(cān)數的設置(zhì)等[7];同(tóng)時也要做好每次的故障維修記錄和總(zǒng)結,即可以積(jī)累經驗,也(yě)為以後解決同類故障提供(gòng)參考。
如果您有(yǒu)機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
金馬")

- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金(jīn)屬切削(xuē)機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本(běn)型乘用車(轎車(chē))產(chǎn)量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車(chē)銷量情況
- 2024年10月 新能(néng)源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況(kuàng)
- 2024年8月 新能源汽車產量(liàng)數(shù)據
- 2028年8月 基本型乘用車(轎(jiào)車(chē))產量數據
- 機械加工過程圖示
- 判斷(duàn)一(yī)台加工中(zhōng)心精度的幾種(zhǒng)辦法
- 中走絲線切(qiē)割機床的發展趨勢
- 國產(chǎn)數控(kòng)係統和數控機床何去何從(cóng)?
- 中國的技術工人(rén)都去哪裏了(le)?
- 機械(xiè)老板做了十(shí)多年,為(wéi)何還是(shì)小作坊?
- 機械行業最新自殺性營(yíng)銷,害人害己!不倒閉才
- 製造業大逃亡
- 智能時(shí)代,少談點智造,多談點製造(zào)
- 現實麵前,國人沉默。製造業的(de)騰飛,要從機床
- 一文搞懂數控車床(chuáng)加工刀具補償功能
- 車床鑽孔攻螺紋加工(gōng)方法及工裝設計
- 傳統鑽削(xuē)與螺旋銑(xǐ)孔加工工藝的區(qū)別