")



伺服控製係統在(zài)脊柱牽引治療中的應(yīng)用
2017-6-1 來源:山東(dōng)省藥學(xué)科學院 作者:成誌新,王京華,陳劍英,劉傳永,韓愛民,
摘要: 針對現(xiàn)有頸、腰椎牽引機構牽引精度低(dī)、治療(liáo)效果有限的問題(tí),我們設計了一款智能人體脊柱精準牽引治療係統,並建(jiàn)立了(le)相應的伺服控製係統(tǒng)。係統基於“脊柱(zhù)減壓”的概念設計,選ATmega16 單片機作為核心處理器,伺服電機作為動力源,利(lì)用傳感器測控技術和 ID 控製算法,將平滑隨(suí)動的牽引力精(jīng)準施加於患者病變椎段,用較小的牽引力把受損椎間隙拉大(dà),產生椎間負(fù)壓,達(dá)到治療頸、腰椎間盤突出等症的目的。實驗結果表明,該係統(tǒng)牽引力跟蹤精度高、治療效果突出,具(jù)有(yǒu)較好的臨床使用價(jià)值(zhí)。
關鍵詞: 伺服控製係統; 脊柱減(jiǎn)壓; 隨動; 椎間負壓
1.引 言
隨著(zhe)人們生活、工作方(fāng)式的改變,頸、腰椎間盤突出症已成(chéng)為常見病症。近年來文獻資料表明,將牽引治療單獨或綜合應用於椎間盤突出(chū)症治療,多數患者症(zhèng)狀有較明顯的好轉或減輕[1],成為非手術治療椎間盤突出症的首選方法。市場上現有的牽引設(shè)備主要有快速牽引和慢速牽引兩種。快速牽引(yǐn)治療的原理在於瞬間牽引使椎(zhuī)間隙增加,椎(zhuī)間盤(pán)內壓下降(jiàng),使突出物還納減輕(qīng)對神經壓迫[2],但該類設備牽引力較大且瞬間釋(shì)放,其治療的適應症範圍具有較大的局限性; 慢速牽引設備多(duō)采用小牽引力、多(duō)種固(gù)定模(mó)式、長時間持續作用(yòng)的治療方式[3],治療過程中脊柱處於持(chí)續受力狀態,脊椎兩側肌肉產生收縮抵抗,抵消了牽(qiān)引力,在療(liáo)效方麵尚不盡人意。近年來,國(guó)際上基於牽引治療,提出“脊柱減壓”治療的概念[4],即牽引力以特定(dìng)角度施加於脊柱病變部位並在治療過(guò)程中實時調整,使脊椎兩側肌肉(ròu)得到放鬆(sōng),允許椎間盤分離,椎間隙內產生負壓,使椎間盤突出物吸(xī)收回(huí)納的治療方法[5]。我們采用“脊柱減壓”治療的概念,設(shè)計一款新型(xíng)慢速牽引係統(tǒng),選用伺服電(diàn)機為動力源,把傳感器測控技術和計算機控(kòng)製(zhì)技術運用到脊柱減壓治療係統中,實現牽引力的精確控製。
2.係(xì)統總體設計
係統主要包(bāo)括四大功能模塊: 人機(jī)交互及通信模塊、核心控製模塊、伺服動力模(mó)塊、數據采集模塊。該係統的總體結構見圖 。
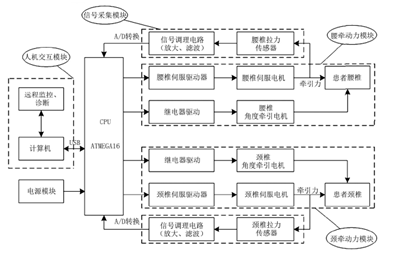
圖 1 係統結構框圖
2.1 人機交互及通信模塊
係統采用 PC 機作為上位機實現人機交互功能。上位機根據(jù)輸入(rù)的(de)治療數據運算並生成牽引力曲線、牽引角度等參數,通過 USB 通信將相應數據傳送給微處理器,並將微處理(lǐ)器反饋回來(lái)的數據以(yǐ)曲線等形式顯示出來,以客觀顯示與預設數值的擬合程度。另外,上位機還負責(zé)網絡數據通(tōng)信,將治療(liáo)數(shù)據存儲於遠程數據庫中,能夠實現大容量(liàng)數據存儲及訪問。
2.2 微處理器核心控製模塊
係統選用 ATmega16 單片機作為核心處理器(qì)。核心處理器將上(shàng)位機傳送來的治療參數進行處理並發送指令,驅動執行機構動作(zuò),並通過讀取(qǔ)傳感(gǎn)器監測到的數據(jù),實時對執行機構進(jìn)行調整,確保(bǎo)實際牽引力、牽(qiān)引角度等與預設數值保持一致,並將牽引力、牽(qiān)引角度反饋到上位機界(jiè)麵進行顯示。
2.3 伺服動(dòng)力控製模塊
伺服動力控製(zhì)模塊是係統實現治療功能的關鍵執行部件(jiàn),主(zhǔ)要包括(kuò)伺服驅動器(qì)、伺服電機、角度調節電機。伺服驅動器接受微處理器發出的運動指令(lìng),驅(qū)動交(jiāo)流伺服電機輸出力矩,為係統提供精(jīng)準平穩的牽引力; 角度調節(jiē)電機改變牽引力的施(shī)加角度,確保係統(tǒng)以特定角度精準作用於病變部位(wèi),避免脊柱整體受力(lì)。
2.4 數據采集模塊
數據(jù)采集模塊主要有力量傳感器、角度傳感器、信(xìn)號調理(lǐ)電路以及 ATmega16 單片機(jī)自 帶的 A/D轉換電路組成,實現多通道數據的采集和預處理。該模塊通過力量傳感器、角度傳感器等實時采集設備運轉過(guò)程中的牽引力、牽(qiān)引角(jiǎo)度(dù)等參數,並(bìng)反饋給(gěi)微處(chù)理器,以便係統及時調整設(shè)備動作。
3.伺服控製(zhì)係統的(de)設計
實現牽引力的精確控製、數據采集的精確度及反饋的實時性是交流伺服控製係統的主要目標(biāo)。為了減少(shǎo)治療過程中各種幹擾信號及不確定因素的影響,提高伺服控製係統的工作精度,需要選用(yòng)穩定性好、抗幹擾能力(lì)強的伺服電機以及采樣精度高、靈敏度(dù)好的傳感器,並且通過 PID 控製提高整個(gè)係統的性能。
3. 1 伺服控製係統
伺服控製(zhì)係統采用閉環反饋設計,主要由單片機、伺服驅動器、伺服電機、牽引力傳感器等組成,見圖 2。在各環節的協(xié)同作用下(xià),實現牽(qiān)引力的精準控製。
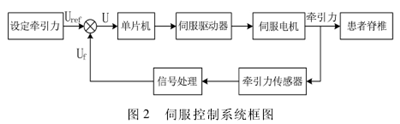
根(gēn)據患者(zhě)信息,上位機自動生成牽引治療曲線,設定牽引力所對應的電壓值即(jí)為係統的輸入信號Uref; 治療過程中(zhōng),牽引力傳感器實時測量牽引力的大(dà)小,經濾波、放大後得到(dào)的電壓值即為係統的反饋信(xìn)號 Uf; 反饋信號(hào) Uf與設定(dìng)電壓 Uref經減法運算(suàn)之後形成偏差,即誤差(chà)信號 U = Uref- Uf。單片機對誤差信號(hào) U 處理後,輸出控(kòng)製信號,實時調整伺服(fú)電機的輸出轉矩,將動態隨(suí)動的(de)牽(qiān)引力施加於患者病變椎段,從而形成伺服控製係統的閉環反饋設計。係統運行過程中(zhōng),要求反饋實時準確地跟蹤設定(dìng)量,所以係統需要滿足調節時間小、響應速度快的特點。PID 控製算法簡單高效(xiào)、參數可調,可以(yǐ)在實際運行中根據情況(kuàng)調節比(bǐ)例、積分、微分 3 個參數來達到較好(hǎo)的控製效果[6],所以我們將 PID 控製運用伺服控製係統中,以提(tí)高(gāo)係(xì)統控製(zhì)效果。
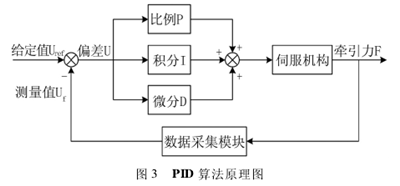
伺服控製係統 PID 算法原理圖(tú)見圖 3,係統將測得的電壓信號與給(gěi)定信號進行(háng)對比,根據偏差信號 U 的大小(xiǎo),計算出 PID 算法中所需的 PID 參數,最終(zhōng)得到準確的被控量牽引力 F。
3.2 伺服動力(lì)機構的(de)選擇
治療過程中牽引力實時跟隨設定牽引力變化,並且根據肌(jī)肉抵抗力的變化迅速做出調整(zhěng),避免產生椎旁肌肉收縮或痙攣,整個閉環伺服控製(zhì)係統的控製目標是將動態隨動牽引力(lì)精準施加(jiā)於患者病變(biàn)椎段(duàn)。伺服驅動器可以使伺服電(diàn)動機工作在速度模式、位置模式或者轉矩模式。轉矩模式下,通過不斷(duàn)改變(biàn)伺服電機(jī)的輸出(chū)轉矩可以實現脊(jǐ)椎牽引力的實時動態控製,另外伺服驅動器采用(yòng)強健性(xìng)控製技術,使得伺服電機的低速特性更佳[7],更能有效運用於脊柱減壓治療係統。
經過分析(xī)和計算,係統選用台達交流伺服電機,通過設置伺(sì)服驅動器,使電機處於轉矩模(mó)式。伺服驅動器接收單(dān)片機傳(chuán)輸的牽引力信號,通過(guò)改變伺服電機的輸出轉矩,將動態隨動的牽(qiān)引力(lì)精準施加於患者病變椎段。
3.2.1 腰椎牽引機(jī)構
腰椎牽引機構的(de)示意圖見圖 4,由安裝在底座上的伺服電機 1 對滾珠絲杠 2提供扭矩,通過螺母 3 帶動連(lián)接盤 4 牽引拉力(lì)傳感器 6,生成的拉力促(cù)使牽引底板 7 帶動綁(bǎng)帶盤 5,從而達到腰(yāo)椎牽引的目的。
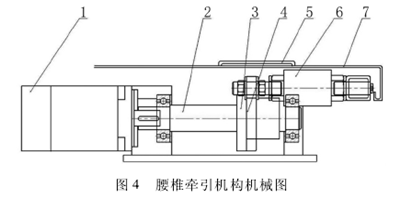
通過以上計算可知 T0 > T,選用該(gāi)型號的伺服電機作為(wéi)腰椎牽引(yǐn)機構,轉矩可以達到控製要求。
3.2.2 頸椎牽引機構
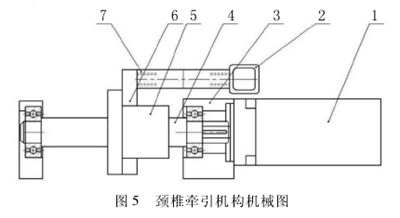
頸椎牽引機構的示意(yì)圖見圖(tú) 5,由安(ān)裝在底座 3 上的伺服電機 1 把扭矩傳遞給滾珠絲杠 4、通過螺母 5 轉換成拉力,並經連接盤6 把牽引力傳給拉力傳(chuán)感器 7,從而拉動(dòng)頭板 2 進行頸椎(zhuī)牽引(yǐn)治療。
頭板最大拉力 F = 25k g≈250 N,選用 2004 滾
通過以上計算可知 T0 > T,選用該型號的伺服電動機作為頸椎牽引機(jī)構,轉矩可以達到控製要求(qiú)。係統的脊椎牽引(yǐn)機構與頸椎牽引機構均為伺服電機直接(jiē)帶動(dòng)絲杠,進而牽動胸板與頭板以線(xiàn)性拉力的形式作用於患者脊椎,這種作用方式直接、反應快(kuài),可以迅速地調整牽引力。
3.3 ADC 采樣
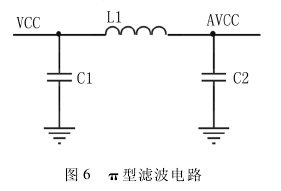
數據采集(jí)的精確度影響牽引力的跟蹤精度,從而(ér)對整個伺服控製(zhì)係統的精度和穩定性造成很大的影響。ATmega16 單片機的內部 ADC 采樣精度可以達到 10 位,最大精度下可實現每秒 15 k SPS 的采樣速率,可以滿足伺服控製係統的要求。ADC 的工作電源由 AVCC 提供(gòng),AVCC 的穩定性(xìng)影響 ADC 的轉換精度,係統電源 VCC 通過 π 形濾(lǜ)波器接入 AT-mega16 的 AVCC 引腳,這(zhè)樣(yàng)就能很好地抑(yì)製(zhì)係統電源中的噪聲,提高 AVCC 的穩定性。圖 6 為 π 型濾波(bō)連線圖。
4 係統測試結果分析
係統根據(jù)患者體重、身高、病痛部位等生成獨特的牽引曲線,牽引曲線中(zhōng)的最小牽引力為最大牽引力的一半(bàn)。治療過程中要求(qiú)牽引力實時跟隨牽引曲線變化,我們通過臨床(chuáng)實驗對(duì)係統性能進(jìn)行測試。
4.1 臨床實驗結果
我們選用 35 例腰椎間盤突出症患者接受脊柱減(jiǎn)壓係統的治療,經過 5 ~ 6 周的 20 次治療之後,有31 位患者(zhě)疼痛症狀得到不同程度的緩解,有效率可以(yǐ)達到 89% 。治(zhì)療過程中患者對治療的耐受(shòu)性較高,並且未發現不良反應。完(wán)成治療後(hòu),對其(qí)中的25 位有效(xiào)治療(liáo)患者進行大約半年的隨訪,超過 85%的患者腰椎狀況維持或好於治療結束(shù)時的狀態,個別患者有複發趨勢(shì)。從臨床(chuáng)數據可以看出,脊柱減壓伺(sì)服控(kòng)製係統對於腰椎間盤突出(chū)等症具有較好的療效。
4.2 牽引曲線
以體重 50 KG 的(de)患者為例,係統生成的腰椎牽引曲線,最(zuì)大牽引力為 200 N,最小牽引力為(wéi) 100 N,患者的腰椎曲線治(zhì)療界麵(miàn)見圖 7,上層曲線是根據患者信息生成的標準牽引曲(qǔ)線,下層(céng)曲線是治療過程中生成的(de)實際牽引曲(qǔ)線,從圖中可以看出,實際牽
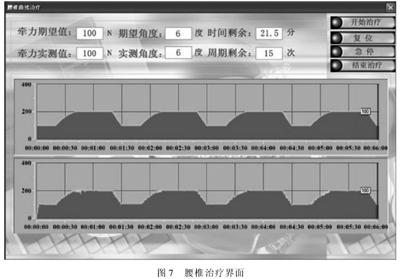
引力曲(qǔ)線(xiàn)與設定牽引力曲線擬合程度較(jiào)好。圖 7 中時間 00: 00: 45 處顯示的(de)是治療過程中患者在床體上稍微(wēi)移動造成(chéng)的幹擾,經(jīng)過伺(sì)服控製係統的及時調整,係統輸出的牽引力動態地跟蹤設(shè)定值,牽引曲線很(hěn)快恢(huī)複原定軌跡。結果表明(míng),係統動態(tài)可控性好,能夠較快的抵製幹擾信號。
5.總結
本研究針對目前(qián)腰椎間盤疾病患者(zhě)較多,而現有(yǒu)頸、腰椎(zhuī)牽引機構牽引精度低的問題,設計了一種基於“脊柱減壓”的新型頸、腰(yāo)椎牽引治療係統,分析了係統的四大功能模塊(kuài),並重點研究了相應的伺服控製係統,從伺服動力機構、數據采集、PID 控製算(suàn)法等方麵提高了伺服控製係統對牽引力的跟蹤控製精度,並(bìng)通過實驗(yàn)對控製效果進行了說明。實驗結(jié)果表明,係統抑製患者幹擾的(de)能力和(hé)對牽引力的跟蹤精度較(jiào)高,治療效果明顯,從而驗證了整個(gè)脊柱減壓伺服控(kòng)製係統的精度和可行性。
投稿箱:
如果您有機床(chuáng)行業、企業相(xiàng)關新聞稿件(jiàn)發表,或(huò)進行資訊合作,歡迎(yíng)聯係本網編輯部(bù), 郵箱:skjcsc@vip.sina.com
如果您有機床(chuáng)行業、企業相(xiàng)關新聞稿件(jiàn)發表,或(huò)進行資訊合作,歡迎(yíng)聯係本網編輯部(bù), 郵箱:skjcsc@vip.sina.com
更多相關信息
州金馬")
業界(jiè)視點
| 更多(duō)

行業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分(fèn)地區金屬切削機床產量數據
- 2024年11月 軸(zhóu)承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源(yuán)汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新(xīn)能源汽(qì)車銷量情(qíng)況
- 2024年(nián)8月 新能源汽車產量數據
- 2028年8月(yuè) 基本型乘用車(轎車)產量數據(jù)
博(bó)文選萃
| 更(gèng)多
- 機械加工(gōng)過程圖示
- 判(pàn)斷一台加工中心精(jīng)度的幾種辦法
- 中走絲線切割機床的發展趨勢
- 國產(chǎn)數(shù)控係統和數控機床何去(qù)何從?
- 中國的(de)技術工人都去哪裏了?
- 機械老板做了十多年,為何還是小作坊?
- 機(jī)械行業最新自(zì)殺性營銷,害人害己!不倒閉才
- 製造業大逃亡(wáng)
- 智能時代,少談(tán)點智造(zào),多談點製造
- 現實麵前,國人沉默。製(zhì)造業的騰飛,要從機(jī)床
- 一文搞懂(dǒng)數控車床加工刀具補償(cháng)功能
- 車床鑽孔攻螺紋加工方法及工(gōng)裝設計
- 傳統鑽削與螺旋(xuán)銑孔(kǒng)加工工藝的區別