")



摘要:西門子840Dsl和828D係(xì)統配置了具有信號跟蹤的Trace功能界麵。Trace功能可以監控和跟蹤包括PLC、NC及驅動等多種變量,且能靈活方便地顯示(shì)為圖表形式,在診斷方麵具有不可替代的(de)作用。這裏(lǐ)介紹了Trace功能的使用方法及其意義,擴展了西門子數控設備的故障診斷方法。
在840Dsl和828D數控係統中(zhōng),Operate軟件(jiàn)中的N C/P L Ctrace 功能可用於跟蹤(zōng)指定時間內的變量狀態,並(bìng)且將跟蹤的結果以圖表的形式顯示在屏(píng)幕上。數控係統、驅動器和PLC的處理速度很快,最大的也在毫秒級。因此,通過肉眼觀(guān)察診斷畫麵變量快速、突然的變化幾乎是不可能的。Trace功能(néng)彌補了這方麵的不足,在一些特殊的診斷應用中具
有(yǒu)突出的效果。
1. 脈衝信號幹(gàn)擾的診斷
在實際(jì)的(de)機床調試(shì)中,往(wǎng)往會遇到這(zhè)種情況:編(biān)製一段PLC程序,在邏輯上沒有問題,通過電腦上的軟件模擬也沒有問題,即使在機床的實際運行(háng)中,大(dà)多數(shù)時間也都是正常的,然而卻偶爾發(fā)生邏輯結果出錯的情況,導致故障發生。
這種偶發的故障由(yóu)於在邏輯上找(zhǎo)不到問題,因此較難排除,Trace功能則能有效地解決這個問題。
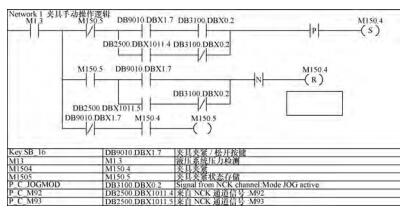
圖 1
圖1所示(shì)是一段簡單的單按鍵控(kòng)製雙穩態邏輯的PLC程(chéng)序。通過邏輯(jí)分析可以看出,通過按鍵DB9010.DBX1.7的(de)操作或通過M92/M93代碼的執行,可以實現(xiàn)夾具動作的切換,而M1.3(即液壓係統壓(yā)力到達)作為夾具動作的(de)條(tiáo)件(jiàn),M150.4和M150.5用來存儲中間狀態。從邏輯上看是沒有問題的,然而(ér)在實(shí)際應用中出現了(le)如(rú)下現象:
M92/M93 自動執行時動作正常(cháng);手動執(zhí)行時,動作切換後馬上又自行切換回原狀態,且慢按按鈕更容易出現(xiàn)故障。
通過Trace功能查看信號變化:
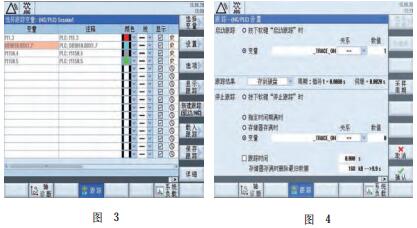
(1)進入Trace界麵,選擇跟蹤變量(見圖(tú)2)。顯(xiǎn)示如(rú)圖3所示畫(huà)麵。

輸入需要跟蹤的變量,並選擇需要顯示的顏色:
M1.3 --------------------------紅色
DB9010.DBX1.7------------ 藍色
M150.4-----------------------灰色(sè)
M150.5-----------------------綠色
(2)設置(zhì)跟蹤條件。跟(gēn)蹤的方式有兩種:限時跟蹤和通過變量值控製跟蹤(zōng)。限時跟蹤是以係統(tǒng)采樣周期(qī)為基礎(chǔ)時鍾的,最精確(què)的采樣時間隻有10s,如果(guǒ)想延(yán)長跟蹤時間,隻能通過隔幾個掃描周(zhōu)期采樣一次的方式,但是延時能力有限;根據變量值控製跟蹤的方式可以通(tōng)過變量(liàng)值變化來控製,以本例(lì)來說,設置了一個全局變(biàn)量“_TRACE_ON”的
變化作為(wéi)控(kòng)製信號,當_TRACE_ON=1時,跟蹤啟動,_TRACE_ON=0時結束,_TRACE_ON的數值(zhí)可在“參數”→“用戶變量”→“全(quán)局用戶變量”中(zhōng)直(zhí)接操作(zuò)賦值。設置畫麵如圖4所示。
(3)啟動跟蹤(zōng)並顯(xiǎn)示(shì)結果(guǒ)。在“參數”→“用戶(hù)變量”界麵中將R0修改為1,同時通過按鍵反複動(dòng)作夾具,當(dāng)出現故障問題時,將R0置0,同時觀察跟蹤曲線如圖5所示。
從圖5可以看出,機床實際運行時,來自係統壓力的信號有脈衝式的波動,當按住(zhù)按鍵的時間較長時,一旦遇到壓力信號的波(bō)動,就(jiù)會引(yǐn)發狀(zhuàng)態的又一次切(qiē)換,即(jí)符合上述故障(zhàng)現象(xiàng),在重新校準了壓力(lì)繼電器(qì)後(hòu),故障排除。
2. 軸運行狀態的診(zhěn)斷
本公司生產的一種雙通道曲軸主軸頸加(jiā)工車床SUC8117j,在進行激(jī)光測量螺距時發現,二通道的X軸螺距(jù)誤差相(xiàng)對較(jiào)大,補償值較大,而一通道的(de)X軸則很好。該車床采用對稱的結構,兩側的X軸不應有較大差距,為了(le)提高機床的(de)精度,幫助操作人員縮小可能存在的問題範圍(wéi),采用了Trace 功能(néng)監控的方法檢查機床運行狀態。
首先機床運行軸進給程(chéng)序:
AA:
G1 G90 X0 F1000
G4F2
X-50
G4F2
X-100
G4F2
X-150
…
GOTOB AA
程(chéng)序可使 X 軸反複間歇運行,同時應用Trace功能監控驅動轉矩實際值參數r0080,對比兩個軸的轉矩如圖6所示。
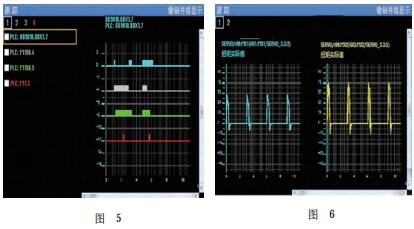
可以看到在名義負載相同的情況下,兩個X軸的轉矩值相差(chà)較大(dà),說明實際負載有一定的差值(zhí),經檢查發現拉罩中支架發生了形變,更換(huàn)拉罩解決了問題。
3. 結語
應用Trace功(gōng)能可以方便地監控除了上述兩個例子外的其他多種變量:方式組、通道、軸、PLC報警及全局用戶變量(liàng)等;圖表的形式可以縮放(fàng)比例、調整(zhěng)顯(xiǎn)示布局(jú),十(shí)分方便(biàn)直觀。但很多(duō)製造商和用戶對Trace功能還很不熟悉,因此推廣使用Trace功能進行機床特殊信號的監控、診斷具有一定的實際意義。
如果您有機床行業、企業相關新聞(wén)稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵(yóu)箱:skjcsc@vip.sina.com

調查")
- 2024年11月(yuè) 金屬切削機床產量數(shù)據
- 2024年11月 分(fèn)地區金屬切削機(jī)床產(chǎn)量數據(jù)
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量(liàng)數據
- 2024年(nián)11月 新能源汽車(chē)產量(liàng)數(shù)據
- 2024年11月 新能源汽車銷量情況
- 2024年(nián)10月 新能源(yuán)汽車產量(liàng)數據
- 2024年10月 軸承出口情況
- 2024年10月 分(fèn)地區(qū)金屬切削機床產量數據
- 2024年10月 金屬切削機床產量(liàng)數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據(jù)
- 2028年8月 基本型乘(chéng)用車(轎車)產(chǎn)量數據
- 機械加工過程圖示
- 判斷一台加工中心精度的幾種辦法
- 中走絲線切割機床的發展(zhǎn)趨勢
- 國(guó)產數控係統和數控機(jī)床何去何從?
- 中國的(de)技術工人(rén)都去哪裏了?
- 機械老板做了十多年,為何還(hái)是小作坊?
- 機械(xiè)行(háng)業最新自殺性營銷,害人(rén)害己!不倒閉才
- 製(zhì)造業大逃亡
- 智能時代,少(shǎo)談點智造,多談點製造
- 現(xiàn)實麵前,國人沉默。製造業的(de)騰飛,要(yào)從機床
- 一文搞懂數控車床加工刀具補償功能
- 車床鑽(zuàn)孔(kǒng)攻螺紋加工方(fāng)法及工裝(zhuāng)設計
- 傳統鑽削與螺旋銑孔(kǒng)加工(gōng)工藝的區別