")



【摘 要】本文主要講述了數控加工(gōng)中心換刀係統,換刀過程是由氣動係統(tǒng)產生(shēng)的(de)動力,控(kòng)製(zhì)過程由PLC 來實現,文中具體介(jiè)紹了換刀的具體過程及控製流程(chéng)。
1、 數控加工中心的概念
數控加(jiā)工中心是由機械設(shè)備與數控係統組成的適用於加工複雜零件的高效率自動化(huà)機床,一(yī)種帶有刀庫並能自動更換刀具,對工件能夠在(zài)一定的範圍(wéi)內(nèi)進行多種(zhǒng)加工(gōng)操作的數控機床。它的具有很強的綜合加工能力,工件裝夾後控製係統能按不(bú)同的工(gōng)序要求自動選擇(zé)刀具和更換刀具,自動改變機床主軸轉(zhuǎn)速、切削進給(gěi)量、刀具(jù)的運動(dòng)軌跡等和其(qí)他(tā)輔助功能,依(yī)次完(wán)成工件一個或幾個麵上多工(gōng)序的加(jiā)工內容,尤其是在加工精度要求較高、加工的(de)零件形(xíng)狀比較複雜,品種更(gèng)換(huàn)頻繁時,加工(gōng)中心的(de)優(yōu)勢(shì)更加明顯。加工(gōng)中心能集中完成多種工序,因而大大減少了刀具的裝夾(jiá)和調整時間,使機床的利用率(lǜ)可達80% 以上,遠遠高於普通機床(chuáng)。所以說,加工中心不僅提(tí)高了工件的加工精度、生產率,而且是數控機床中自動化程度最高的綜合性機床。
2 、數控加工(gōng)中心換刀裝置
自動換刀裝置,簡稱ATC,是(shì)加工中心的主要組(zǔ)成部分,主要由兩(liǎng)種結(jié)構(gòu)組成:刀庫和機械手(shǒu)。刀(dāo)庫主要有兩種,一種(zhǒng)是盤式,另一種是鏈式,其功能是儲存有足夠量的刀具,當係統發(fā)出指令時,刀庫就會把所需的刀具迅速、準確地送到特定的位置以供(gòng)係統使用。換刀機械手一般為兩爪式(shì),安裝在主軸和刀庫之間,它的功能是先把主軸(zhóu)上已用過或不用的刀具送回到(dào)刀(dāo)庫,然後把係統所需的刀具由(yóu)刀庫送(sòng)到主軸上,當需要換刀(dāo)時,首先由數控係統發出指令,然後由氣動機械手通過相應的控製軟件,自動選擇刀具進行交換,完成(chéng)主軸的各種等動作。
2.1 數控加工中心氣動換刀係統原理
氣動(氣壓傳(chuán)動)係統是一種能量轉換係統,其工作原理是空壓機將原動機輸(shū)出的機械能轉換為空氣的壓力能,通(tōng)過各種(zhǒng)閥及(jí)管路將壓力能傳送(sòng)到執行元件,也就是氣缸和氣馬達,然後再轉化(huà)為機械能從而推動負載做功(gōng)。氣動換刀係統原理圖如圖1 所示,在(zài)換刀過程中實現定位、鬆刀、拔刀、向錐孔吹氣和插刀等動作。其工作過程為:當需要換刀時,首先由係統(tǒng)發出指(zhǐ)令,使主軸(zhóu)停止(zhǐ)轉動,同時4YA 得電,壓縮空氣經氣動三聯件1、兩(liǎng)位三通換向閥4、單向節(jiē)流閥5 中的(de)節流閥進入缸A的右腔,使A的活塞左移,這個過程可以實現(xiàn)主軸的自動定位(wèi)。當活塞杆壓下(xià)SQ1 時,6YA 通(tōng)電,壓縮空氣(qì)經兩位五通換向閥6、快速排氣閥8 進(jìn)入增壓缸B 的上腔(qiāng),使活塞(sāi)伸出,這個過(guò)程為主軸的送(sòng)刀過程,當活塞杆下(xià)降碰(pèng)到SQ3 時(shí)8YA 通電,壓縮空氣經三(sān)位五通換向閥9、單向節流閥(fá)11 中的單向閥進入缸C 的上腔,活塞及活(huó)塞杆下(xià)移實現拔刀過程。然後由回轉刀庫交換刀具,同時使得1YA 通電,壓縮空氣經兩位兩通(tōng)換向閥2,單向節流閥3 向主軸錐孔吹氣。一段時間以後1YA斷電、2YA通電,停止吹氣,這(zhè)個過(guò)程由定時(shí)器(qì)來實現。當停止吹氣時8YA 斷電(diàn)、7YA 通電,壓縮空氣經三位五通換向(xiàng)閥9、單向節流閥10 中的(de)節(jiē)流閥進入缸C 的下腔,活塞及活塞杆上(shàng)移,實現插刀的動作。
當碰到SQ6 時使6YA 斷(duàn)電、5YA 通電,壓縮空氣經兩位三通換向閥6 進入增(zēng)壓缸B 的下腔,使活塞及活(huó)塞杆退回,主軸通(tōng)過特(tè)定的機械連接機構使(shǐ)刀具夾緊。當碰到SQ4 時使得4YA 斷電、3YA 通電,缸(gāng)A 的活塞複位,回到初始狀態,此時一次換刀結束。
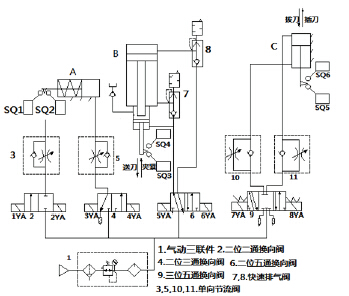
圖(tú)1 氣動換刀係(xì)統原理圖
2.2 氣動換(huàn)刀係統的PLC 控製(zhì)係(xì)統設計
本文選擇的是德國西門子公司(sī)生產的S7–200CPU224,S7–200 係(xì)列PLC 是西門子公司生產(chǎn)的一種小型PLC。以下是控(kòng)製本係統的I/O 地址分(fèn)配表和流程(chéng)圖(tú)。
表1 氣動換刀(dāo)係統的I/0 地址分配表(biǎo)
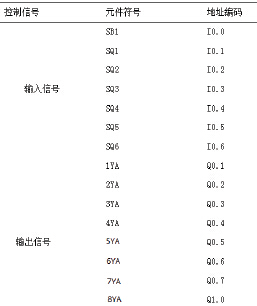
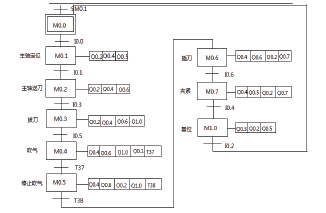
圖2 氣動換(huàn)刀(dāo)係統控製流程圖
3 、總結
本文介紹了(le)換刀係統的特點、應用領域,發展趨勢以及工作原理。對換刀係統的(de)氣動(dòng)原(yuán)理及PLC 控製進行了詳盡的論(lùn)述。
如果您有機床行業、企業相關新聞稿件(jiàn)發表,或進行資(zī)訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com


- 2024年11月 金屬切削機床產(chǎn)量數據
- 2024年11月 分地區金屬切削(xuē)機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月(yuè) 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸(zhóu)承出口情(qíng)況
- 2024年10月 分地(dì)區(qū)金屬(shǔ)切(qiē)削(xuē)機床(chuáng)產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年(nián)8月 新(xīn)能源汽(qì)車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據
- 機械加工過程圖示
- 判斷一台加工中(zhōng)心精度的幾種辦法
- 中走絲線切割機床的發展趨勢
- 國產數控(kòng)係統和數控機(jī)床何去何從?
- 中國的技(jì)術工人都去哪裏了?
- 機械老板做了十多年,為何還是小作坊?
- 機(jī)械行業最新自殺(shā)性營銷,害(hài)人害己!不倒閉才
- 製造業(yè)大逃亡
- 智(zhì)能時代(dài),少談點智(zhì)造,多談點製造(zào)
- 現實麵前,國人沉默。製造業的騰飛,要從機床
- 一文搞懂數(shù)控車床加工刀具補(bǔ)償功(gōng)能
- 車床鑽孔攻螺(luó)紋加工方(fāng)法及工裝設計
- 傳統鑽(zuàn)削(xuē)與螺(luó)旋銑孔加工工藝的區別