



【摘要】在機械加工中我們(men)經常會遇到一些比(bǐ)較(jiào)複雜的三維曲(qǔ)麵的加工,如何利用合適的設備,合(hé)理的工藝,正確的刀具路徑加(jiā)工是我(wǒ)們一直需(xū)要考慮的(de)事情。有一批複雜的零件,需要運用五軸加工中心能很容易(yì)加工出來,由於操作車間隻有三軸立式加(jiā)工中心(xīn),結(jié)果我(wǒ)利用簡單的工裝,分步加工,合理設計加工工藝,最終用三軸加工中(zhōng)心加工出了這批零件,取得(dé)了最大的經(jīng)濟效益!
0 前言
加工中心是現代機械製造係統中(zhōng)的重(chóng)要組成設備(bèi), 它(tā)的通用、靈活、高效率、高精(jīng)度、同質量等優點(diǎn),決(jué)定了該設(shè)備的應用日益廣泛。但如何(hé)提高加工效率,降低廢品率成為眾多企業共(gòng)同(tóng)探討的問題。在機械加工中我們經(jīng)常(cháng)會碰(pèng)到一些異形複雜(zá)的零件,有些需要(yào)四軸或(huò)者五軸加工中心來加工。但是現在(zài)的五軸加工中心價值不菲,動則上百萬,不是每(měi)個企(qǐ)業都能承受。那麽有些零件我們可以通(tōng)過加工工藝的設計,零件的裝夾方法(fǎ)等方麵著手,利用三軸加工中心生產,降(jiàng)低了企業的生產成本。
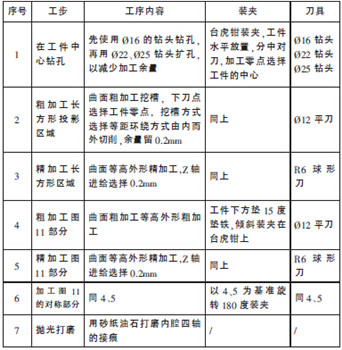
表(biǎo)1 加工工藝卡
1 、問題提出(chū)
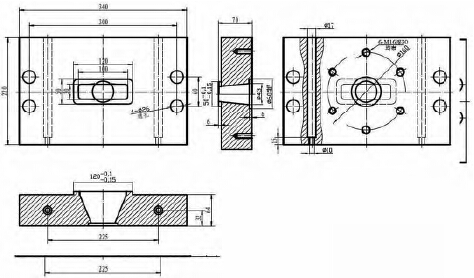
圖1
圖1 所示零件是某模具上注料(liào)的圓轉方的過渡板,此零件的難點就(jiù)在於中間內腔部分是圓(yuán)轉變方形的(de)曲(qǔ)麵結構,長方形的長度大於圓的直徑(jìng),而長方形的寬度小於圓的(de)直徑,從長方形長邊方向看過(guò)去是個倒八的結構,但是從短邊方向看過(guò)去卻是正八的結構。由於長方形的寬(kuān)度小(xiǎo)於圓形的(de)直徑, 若采用三軸立式加工中心進行加工的話,不管從哪邊下刀加工刀具和零件都會(huì)造成幹涉。此(cǐ)類零件加工時需要主軸或者工(gōng)件能夠旋轉或擺動角度才能進行(háng)加工。通常情況下,最好是使(shǐ)用五軸立式加工中心進行加工生產。由於沒有(yǒu)五軸的加工中心(xīn),受到加工條件的限製。在現有的加工條件下,如何合理地針對產品特性進行加工工藝設計,並采用現有的設備對產品進行(háng)有(yǒu)效(xiào)的加工? 在軟件(jiàn)上對產品複雜曲麵———圓轉(zhuǎn)方曲麵(miàn)的分(fèn)析和研究,得(dé)到結論(lùn):可以利用(yòng)夾具對產品進行一定角度的擺放裝夾,在三軸立式加工中心上(shàng)是可以進行加(jiā)工的。現(xiàn)就此產品運用三軸立式加工中心所設計的加工工藝及工序進行剖析。由於本產品(pǐn)除了圓轉方曲麵相對複雜外(wài),其他需要加工部位較為簡單,所以(yǐ)本文主要就圓轉方曲麵部位的加工進行闡述。
2 、問題分析、處理
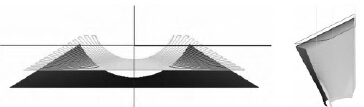
我先運用Mastercam 軟件繪製出了零件中間內腔(qiāng)的曲麵部分,如圖2 所示,若采用三軸立式加工中心上進行加工該組曲(qǔ)麵,不(bú)管從哪邊加工刀具和(hé)工件都會幹(gàn)涉(shè)。由於(yú)長方形這一麵的開口範圍大於圓形那麵,所(suǒ)以決定從長方形這麵下刀加(jiā)工,分(fèn)三步把曲麵部分(fèn)加工出來。

圖2
第一(yī)步,先在零(líng)件的中心鑽一個通孔。此零件的外形是規則的長方體,所以選用台虎鉗進行裝夾比(bǐ)較(jiào)方便。由於零件中間是全部貫通的,為了更大程度地節約加工時間(jiān),提高加工效率,在工藝上先用覫16的鑽頭從(cóng)中心將零件鑽穿,然後分別(bié)用覫22 和覫25 的鑽頭擴孔(kǒng),先除去一(yī)部(bù)分餘量,這樣也方便後麵的(de)銑刀垂直(zhí)下刀保護刀(dāo)具(jù)以及提高加工效率。
第二步,將長方形的垂直投影區域加工出來。使用粗加工挖槽方式加工曲麵,刀(dāo)具(jù)選取覫12 的平底銑刀,進刀選項中選擇指定(dìng)點下刀(dāo),而(ér)下刀點則選擇工件的零點, 挖槽方式選擇等距環切(qiē)並選擇由內而外環切, 這(zhè)樣銑刀可以從剛才鑽孔位置下刀從而保護刀具。
選(xuǎn)取如圖3 所示的左右兩邊的橙色(sè)曲麵部分粗加工,餘量留0.2mm,曲麵粗加工完成後,再用(yòng)R6 的球刀精銑(xǐ)圖4 中(zhōng)兩邊橙色的曲麵, 在Mastercam 中(zhōng)選取曲麵精加工-等高外形加工。

圖(tú)3
第三步,零件左右兩(liǎng)側加工完畢後,開始(shǐ)加工圖3 上下綠色部(bù)分的曲麵。由於這兩部分的曲麵有向外的拔模角,如果工(gōng)件水平放置的話刀具和工件幹(gàn)涉無法加工,我想將零件旋轉一定的角度,這樣刀具就可以加工到零件的底(dǐ)部而且也避(bì)免了刀(dāo)具幹涉(shè)。經過電腦計算和分析,我將工件旋轉(zhuǎn)10 度裝夾,剛好可以將這部分(fèn)的曲麵加工完。為(wéi)了節約成本,我沒有(yǒu)做複雜的夾具,而是用銑床加工了兩塊10度的墊鐵,墊在工件下方並用虎鉗裝(zhuāng)夾工件,這樣可以保證工件傾斜10 度的裝夾。
工件傾斜10 度裝夾好後,因為加工表麵不是平麵,工件短邊一側的(de)加工坐標(biāo)零點和Z 軸的零點很難找到, 如(rú)果直接(jiē)對開口的尖角,誤差會很大,為了減少工件的加工(gōng)誤差,這時對刀就需要(yào)借助一些輔(fǔ)助措施。我用(yòng)了一把6mm 的直(zhí)柄銑刀輔助(zhù)對刀,如圖4 所示,在長方(fāng)形台階處放一把6mm 銑刀, 對刀時隻需(xū)要對(duì)銑(xǐ)刀頂(dǐng)端, 然後正向偏移1.09mm 的位置就是Z 軸的零點,對銑刀外圓的左側向右偏移(yí)31.1mm就(jiù)是X 軸的(de)零點,Y 軸直接利用工(gōng)件對稱分中就可以了, 以(yǐ)上這些對刀所需的數據都(dōu)可以通過電腦軟(ruǎn)件計算分析得出(chū)。
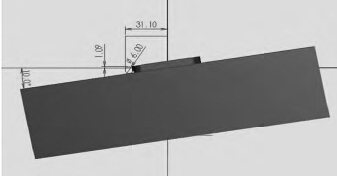
圖4
工件(jiàn)裝夾對好刀後,先(xiān)用覫12mm 的平刀粗(cū)加工,因為現在所加工的曲麵是個陡斜麵(miàn),高低差比(bǐ)較大,使用等高外形粗加工方式比較合適,抬刀較少,刀具路徑如(rú)圖5,精銑時用R6 的球刀,刀具路徑如(rú)圖6。另一邊的曲麵是對稱的,加工隻需將工件旋轉180 度裝夾,按照以上的步驟對刀,並(bìng)使用相同(tóng)的程序加工(gōng)。這樣此零件的所(suǒ)有切削均已完成。
由於此零件通過是(shì)裝夾三次(cì)才完成加工的,裝夾和對刀多少會存在一些定位誤差,所以在工件內腔的四個角一定(dìng)會(huì)有(yǒu)接痕,需(xū)要用砂紙或者油石打磨修光。
圖(tú)5 圖6
3 、結束(shù)語
實踐(jiàn)證明,此模具型腔曲麵圓轉方,雖然在五軸上有著明顯的優(yōu)勢,但在立式三軸(zhóu)加工中心上隻要充分地分(fèn)析好產品特性,並運用恰當的加工工藝方法也同樣可(kě)以達到其最終所要求的加(jiā)工效(xiào)果,同(tóng)樣可以取(qǔ)得良好的經(jīng)濟效益.可見大膽創新是提高生產效率,增長利潤的有效途徑,模具加工的每道工序及其加工工(gōng)藝(yì)都是非常關鍵(jiàn)的,每道(dào)工序也隻有通過多次比較,反複論證(zhèng),才能找到最好的方案,才能最大發揮機床的性能,滿足加工的需要。
如果您有機床行業(yè)、企業相關新聞稿件發表(biǎo),或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com


- 2024年11月 金屬(shǔ)切削機(jī)床產量數據
- 2024年11月(yuè) 分地區金(jīn)屬切削機床產量數據
- 2024年11月 軸承(chéng)出口情況
- 2024年11月 基本型乘用車(轎車)產量(liàng)數(shù)據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車(chē)產量數據
- 2024年10月 軸承(chéng)出(chū)口情(qíng)況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源(yuán)汽車銷量情況
- 2024年8月 新能源汽車產(chǎn)量數據(jù)
- 2028年8月 基本型乘用車(轎車(chē))產量(liàng)數據