台精(jīng)機")



摘 要:隨著科學技術的快速發展,數控機床向(xiàng)高速度、高精度、高效率、柔性化方向發展,具有諸多優點的五(wǔ)坐標加工中心是現代數控機床的發展方向之一。然而(ér)在(zài)滿足五坐標機床主軸角度變換的前提是確定主軸上的刀(dāo)具基本幾何長度。刀具基本幾何長度是(shì)由操作者在對刀儀上通過對刀儀的紅外探測器測量,並由操作者將測量出(chū)的刀具基本幾何長度結果輸(shū)入機床中完成數據(jù)傳遞(dì)。由於傳遞過程中存在人為參與,故在輸入刀具基本幾何長度過程中容易造(zào)成將刀具基本幾何長度值輸入錯(cuò)誤,進而導致工件由於刀具長度值錯(cuò)誤造成超差,甚(shèn)至報廢。
1、 工作(zuò)意義
針(zhēn)對刀具基本幾何長度人為輸入錯誤,建立(lì)有效防錯機製,避免因人為輸入刀具基本幾何長度錯誤造成零件超差,產生(shēng)廢品,減少內部質量損失(shī)。
2 、工作內容
分析輸入錯誤的產生原因,針對原因製定相應(yīng)的防(fáng)錯方法;查找技術資料,充分利用現有資源進行防錯;編製防(fáng)錯程序並對程序進行實驗。
2.1 刀具基本幾何長度值輸入錯誤(wù)的形式
通過長(zhǎng)時間現場調研,發現刀具基本幾何長(zhǎng)度值(zhí)輸入錯誤(wù)形(xíng)式一般有(yǒu)兩種:(1)數值基本數字輸入正確(què),僅僅是小數點輸入(rù)錯誤(即輸入數據應為154.62,而實際輸入數據15462);(2)數值數字輸入錯誤(即輸入數據應為154.62,而實際輸入數據為145.62)。
2.2 針對錯誤形式製定防(fáng)錯方法
針對小(xiǎo)數點輸入錯誤的形式,經過粗略的現場(chǎng)實際調研,刀具基本幾何長度一般不會小於90mm,因(yīn)此該問題可以通過“比較法”進行比較(輸入值應大於(yú)90mm),如果(guǒ)結果為“真”,即可繼續加工;如果結果為“假(jiǎ)”,停止加工,並報錯。
針對數值輸入錯誤,製定如下方案:
(1)采用外置(zhì)對刀儀直接與數控設備(bèi)進行交換
操作者在(zài)外置對刀儀上測量刀具基(jī)本幾何長度值結果直接自(zì)動輸入到數控加工設備中,可以避免人為參與造成數值輸入錯誤。但該方(fāng)法需(xū)要對刀(dāo)儀與加工設備相連(lián)接,且需要中間存儲設備作為媒(méi)介,並對外置對刀儀係統進行改造,中間存儲介質可用DNC 等作為媒介,仍然需要對(duì)DNC 等係統(tǒng)進行(háng)改造,改造費用相對較高。
(2)固定裝夾長度
該方法是(shì)在新件工藝準備及新(xīn)件研(yán)製階段,由技術能手及(jí)骨幹人員與工藝人員共同實驗確定最優刀具裝夾強度,並保(bǎo)證該刀(dāo)具長度(dù)可以最大限度降低刀具振動,提高刀具剛性、保證生產效率,由工藝人員將刀具長(zhǎng)度(dù)固化到加工程序及工步卡中,當操作者再次加工(gōng)該零件時,隻(zhī)有按(àn)照數控工步卡中規定的長(zhǎng)度(dù)裝夾刀具,程序才能正確(què)運行,否則報錯。但該方法對(duì)操(cāo)作者要求較高(gāo),保證刀具裝夾長度準確(què);在(zài)首件研製階段,操作者與工(gōng)藝人員經(jīng)驗較為(wéi)豐富,確定刀具長度(dù)應合理,並保證經濟性;該方法精度較差,操作者每次裝夾長度的範圍比較寬範,無法進(jìn)行精確控製;對(duì)工藝人員要求較高,增加較大工作量;對現場刀柄係統(tǒng)需要規範化(huà)管(guǎn)理。
(3)物理防錯
該方法是采用在夾具固定位(wèi)置(zhì)增加對刀塊,每次更(gèng)換刀具後將(jiāng)刀具運行到該位(wèi)置,測(cè)量刀具(jù)與對刀塊間的間隙,保(bǎo)證刀具(jù)長度輸入正確。但該方法存在碰撞危險,在刀(dāo)長輸入錯誤時(shí),刀具將直(zhí)接與對刀塊進行碰撞(zhuàng),降低機床精度(dù);由於(yú)各個零件結構、形式不同,夾具結構不同,無法做到統一尺寸控製,需(xū)要工藝人員在加工前自行尋(xún)找對刀位置及(jí)控製尺寸,推廣性不強,且零件(jiàn)數量較多,推廣較為困難(nán)。
(4)利用機床內置(zhì)對刀儀與外置對刀儀測量值(zhí)進行比(bǐ)較(jiào)
操作者在外(wài)置對刀儀測量刀(dāo)具基本幾何長度值並將該(gāi)數值輸入到機床中,然後由數(shù)控程序再次驅(qū)動機床內置對刀儀對所夾持刀具進行測量,並進行記錄(lù),比較兩次結果(guǒ),應(yīng)控製在一定範圍內即視為正確,可繼續加工,否則(zé)報錯,停止加工。
通過對上述方案進行比較,且根據DMU210P 機床本身特點,決定(dìng)采用“利用機床內置對刀儀與外置對刀(dāo)儀測量值進行比較”方案進行刀具基本(běn)幾何長度輸入錯誤(wù)防錯。
2.3 基本原理
經過分析,采用“比較法”可以對“小數點輸(shū)入錯誤”及“數值數字輸入錯(cuò)誤”兩種錯誤方式均有效防範,故采用“比較法”進行防錯。
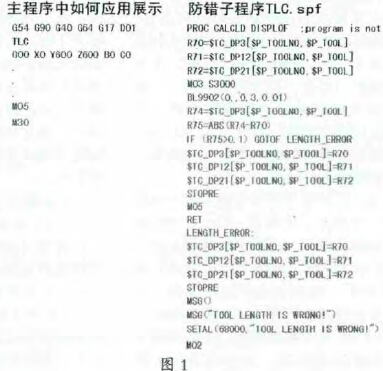
所謂“比較法”即是(shì)通過采用機床內置鐳射(shè)對(duì)刀係統對刀進(jìn)行測量,測量(liàng)出的數值與操作人員(yuán)在(zài)外(wài)置對刀儀測量並(bìng)輸入(rù)機床中的數值進行對比,比較(jiào)二者的差值(zhí)在(zài)允許(xǔ)的範圍(wéi)內即視為數值輸入正確,若超出範(fàn)圍即視為輸入錯誤,並使機床報警提示,程序結束。2.4 程序展示(圖1)
結語
通過(guò)對該防錯程序的開發(fā),可以防止由於人為輸入失誤造成的刀具基本幾何長(zhǎng)度錯誤,形成有效的防錯機製,降(jiàng)低由於(yú)人為錯誤造成(chéng)零件超差、報廢(fèi)幾率,間接提高產品質量。
如果您(nín)有機床行(háng)業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com


- 機械加工過程圖示
- 判斷一台加工中心精度的幾種辦法(fǎ)
- 中走絲線(xiàn)切割(gē)機(jī)床的發展趨勢
- 國產(chǎn)數控係統和數控機床何去何從?
- 中國的技(jì)術工人都去哪裏了?
- 機(jī)械老板做(zuò)了十多年,為何還是(shì)小作坊?
- 機械行業最新自殺性營銷,害人(rén)害(hài)己!不倒閉(bì)才
- 製造業(yè)大逃亡
- 智能時代,少談點智造,多談點製造
- 現實麵前,國人沉默。製造業的騰飛,要從機床
- 一文搞懂(dǒng)數控(kòng)車床(chuáng)加工刀具補償功能
- 車床鑽孔攻螺紋加工方(fāng)法及工裝設計
- 傳統鑽削與螺旋銑(xǐ)孔(kǒng)加工工藝的區別