台精機")



【摘要】數(shù)控機床是(shì)主導性的(de)機床產品,其外防護設計是機床製造行業的一項重大課(kè)題。所以研究加工中心防護的設計,以提高加工中心外防(fáng)護質量,從而進一步提高其在國內外(wài)市場的競爭力與附加值,使產品(pǐn)立於不敗之地。加工中心就是典(diǎn)型的數控機床。所以本文針對HMC63e加(jiā)工中心描述臥式(shì)加工中心要(yào)求,對防護裝置設計,設(shè)計與加工和裝配的問題進行研究。並提出應對措施。
機(jī)床是屬於高速運轉(zhuǎn)的(de)機械。機床的主軸旋轉速度低則每分鍾數百轉,高(gāo)則每分鍾上萬轉至幾十萬轉。高速旋轉(zhuǎn)的工件和/或刀具存在飛(fēi)出危險。可造成人身傷害甚至(zhì)死亡。工件或刀具的裝夾不牢固,造成工(gōng)件或刀具(jù)飛出(chū);防護裝置或裝配不符合要求,對(duì)飛出的工件或刀具防(fáng)護不住。都會引發事故,因此機床的外防護就顯得尤為重要。本文以HMC63e加工中心為研究對象,從安全角度重點研究工作區與非工作區的防護設計(jì)。
1、HMC63e加工中(zhōng)心描述
機(jī)床設計的(de)總體布局為縱、橫床身呈(chéng)倒T字型(xíng)結構,立柱橫向左右移(yí)動(X軸行程1000mm),主軸箱上下移動(Y軸行程(chéng)900mm),工作(zuò)台在(zài)床身(shēn)上縱向前後移動(Z軸行程(chéng)900mm)。床身采用整體式鑄造床身,剛性好; 機床工作台為牙盤轉(1°X360),回轉由交流伺服電機驅動,經(jīng)皮帶減速與蝸杆連接(jiē),保證分度精度;液壓自動夾緊、鬆開,運動準確(què)
可靠。工作台回轉采用推力向心軸承(chéng)支承(chéng),運動平穩、定位精度高,承載能力大;雙交換工作台站,采用浮(fú)起式直接回轉結構,交換(huàn)時(shí)間為12s。當一個工作台工作時,另一(yī)個工作台進行(háng)零件裝卸,可減少輔助時(shí)間,提高效率;機床設有全封閉防護間,正麵(miàn)和側麵均有(yǒu)拉門,操作方(fāng)便、安全。X、Y、Z均有防鏽金屬防護拉板,防止冷(lěng)卻(què)液、切屑飛濺,有效防止鐵屑及冷卻液的飛濺對導軌的侵蝕,保護導軌及絲杠,提高使(shǐ)用壽命;排屑采(cǎi)用中間衝刷排屑,排屑快速,減少(shǎo)機床熱變形(xíng),有利提高精度。
2、工作區與非工作區之間的防護設計
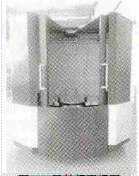
圖 回轉門現場圖
防護的重要作(zuò)用之一就是需要隔離上料(liào)區(qū)和工作區,又要進行上料區和工(gōng)作區的托板交換。在此稱之為回轉(zhuǎn)門防(fáng)護。
回(huí)轉(zhuǎn)門通過(guò)回轉軸旋轉(zhuǎn),並通(tōng)過底下抬起裝置抬起落下,從而隔(gé)離了工作台的空間,這樣就使得工作區與上下料區分開。回轉門兩側加密封膠條(tiáo)更(gèng)好的阻擋了工作區的水屑。回(huí)轉門中間還設有可供工作者觀察的透明玻璃。
3、工作區防護設計
工作區是工件加工的地方。也就是主軸加工的(de)地方。也是防護設計的重點。機(jī)床在工件加工時候有噴淋水,刀(dāo)具的內高(gāo)壓冷卻(què)水和刀具的外部冷卻(què)水。所以這裏的防(fáng)護(hù)首先要能夠擋水,而且不能(néng)漏(lòu)水。再就是阻擋(dǎng)加(jiā)工中心高速(sù)加工工件時候產生飛濺的鐵屑。並且將鐵屑引到排(pái)屑器,然後由螺旋排屑器(qì)排出。
設計理念:首先,工作區的水屑都是通過(guò)螺(luó)旋排屑器排到(dào)水箱裏麵(miàn)。其次,工作(zuò)區需(xū)要人工觀察,檢測等(děng),所以需要開(kāi)側拉門(mén)。考慮到HMC63e的吊裝問題(tí)等,所以側拉門的寬度首先要(yào)大於(yú)工作台的最大寬(kuān)度,而且操作者進入工作(zuò)區也要自如。最終確定本機床的開門寬度。滿足了以上要求。當然工作區的防護應該是密閉的。所以初步構思如下:在主軸換刀處加換刀門,門設計在工作區防護外麵,所以密閉(bì)不是(shì)那麽(me)好,下麵設計了接水板,接水板上設計有回流口使滲(shèn)出來和換刀時掉下來的水通過接水口回流(liú)到排屑槽裏麵。見下圖
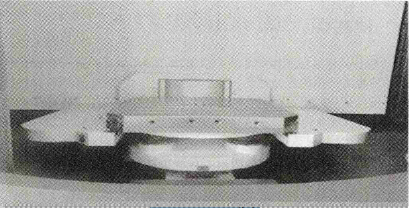
圖 HMC63e 工作台
防護罩隨著工作台前後移(yí)動可收縮。而(ér)且做成山形狀。使水屑均快速流入排屑(xiè)槽裏。XY防護罩阻(zǔ)擋加工(gōng)區和立柱後麵的非加工區。側拉(lā)門設計在機床的右側。連接回轉門和XY防護罩左右(yòu)兩側防護設計成上直下傾斜的防護罩,使切屑(xiè)液和鐵屑快速流入排屑槽裏麵。另外值得一提的是,在設計初考慮到了防護與機床床身的連接問題,所以對床身外邊留有加工麵和螺釘孔,使得防護(hù)在(zài)設(shè)計與裝配中家少了不少問題。
4、換刀區域設計
HMC63e加工中心帶有自動換刀裝置。在機床需要換刀的時(shí)候,換刀裝置要把刀具送到主軸(zhóu)上(shàng);不換(huàn)刀的時候,換刀裝置和主軸分開,即和(hé)工作區(qū)域分開。另外,由於HMC63e換刀速度(dù)在幾(jǐ)秒中,所以在此處設計了自動換刀門,用氣缸帶動換刀門往複運動,因為門的運動速度雖然比較快,但是輕便,所以選擇了比較經濟實惠而且輕便的THK線性滑軌。另外考慮到機床工作區前後比較大,所以換刀防(fáng)護門(mén)選擇了前後移動。機械手要從主軸上抓刀撥出,然後旋(xuán)轉換刀,所以換刀開門尺寸(cùn)要大於機械手的拔刀尺寸和回轉半徑(jìng)。(注:此處說的刀都應該按刀庫中最大最長刀具來(lái)計算)隻有很(hěn)好的(de)了解了機床防護(hù)的製作過程及加工設(shè)備,才可以更好的(de)設計出合理的機床防護(hù)。
5、加工中心防護(hù)大部分是(shì)采用板料來製作的
其加(jiā)工流程一般是:
![]()
備料主要應依據零件的尺寸、幾何形狀、材料、板料厚度(dù)、批量、加工精度和切口質量要(yào)求等,選擇合適的裁料方法。一般有剪(jiǎn)裁、衝裁、割裁等幾種方法。而剪裁常(cháng)用設備有龍門剪床、滾剪機和振動剪板機等。衝裁設備即(jí)衝壓加工設備(bèi),簡稱衝床。割裁一般指用氣體燃料如氧、乙炔氣體火焰切割板料的工藝。常用的設備有激光切割(gē)機,折彎機。接下來就是板焊件的焊接,最後還有表麵處理如油(yóu)漆,噴塗等。
結語(yǔ)
在機床的設計、製造和運行過程中,安全防護措施應該作為一(yī)項(xiàng)重要的指標,數控機床防護罩的(de)設計應遵循安全防護裝置的設計原則,以保證作業環境和人身安全。
如果您有機床(chuáng)行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com

調查")
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產(chǎn)量數據
- 2024年11月 軸承出(chū)口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能(néng)源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據(jù)
- 2024年10月 軸承出(chū)口情況
- 2024年10月 分地(dì)區金屬切削機(jī)床(chuáng)產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量(liàng)情況
- 2024年8月 新能源汽車產量數據
- 2028年8月(yuè) 基本(běn)型乘用車(轎車)產量數據