


15- 5PH 不鏽鋼深孔加(jiā)工(gōng)試(shì)驗研究
2018-4-20 來源:轉載 作者:吳凡,王忠建,張文露,曾劍輝,董鬆
摘要(yào): 針(zhēn)對民用大飛機的製造需求(qiú),開展(zhǎn)了 15-5PH 不鏽(xiù)鋼深孔加工的實(shí)驗研究。運用極差分析方法,闡明了主軸轉速、進給速度(dù)及(jí)孔深對出口處孔徑偏差(chà)的影響程度和影響規律。並采用(yòng)多元回歸分(fèn)析,建立了出口處孔徑的指數預測模型。實驗及分析結果(guǒ)顯示,孔深是影響通孔(kǒng)出口處孔徑(jìng)偏差的主要因素。同時,通過對(duì)比預測值和實驗值,驗證了孔徑預測模(mó)型構建的合理性和有效性。
關鍵(jiàn)詞: 15-5PH 不鏽(xiù)鋼; 深孔加工; 孔徑(jìng)偏差(chà); 極差(chà)分析; 指數預測模型
0、前言
15-5PH 不(bú)鏽鋼具有強度高、橫向韌性好、工藝性能(néng)及耐腐蝕性優越等特點,使(shǐ)其在民用大飛機機身主梁、驅動裝置及(jí)起落架等關鍵(jiàn)耐蝕承力結構件(jiàn)的研製中備(bèi)受青睞,替(tì)代了傳統的 30Cr Mn Si A 等(děng)高強度合金鋼。但該材料加(jiā)工過程中存在加工硬化嚴重(chóng)、切削溫度高、切屑不易(yì)折(shé)斷等問題,特別是在加工深孔時,刀具的排(pái)屑、冷卻潤滑(huá)和導向問(wèn)題難以解決。另外,由於 15-5PH 不鏽鋼應用領域的特殊性,關於該(gāi)材料加工工藝性能的相關文獻較少。王槐德等(děng)對 15-5PH 不鏽鋼薄壁筒形零件車削工藝開展了研究,有效地控製了薄壁筒形零件加工變形。侯朋提出通過工藝改進、選用硬質合金鑽頭等方(fāng)法,提高了深孔加工效率。上述研究主要從加工變形(xíng)和加工效率的角度出(chū)發開展了實驗研究,但如何改善深孔(kǒng)加工質量、降低孔徑偏(piān)差一(yī)直是航空製造領域關注的焦點。因(yīn)此文(wén)中將通過 15-5PH 不鏽鋼深孔加工實驗,深入分析切削參數對(duì)通孔出口(kǒu)處孔徑偏差的影響,並開展出口孔徑預測模型的研究。
1、深孔鑽削實驗條(tiáo)件及方法
15-5PH 不鏽鋼即 0Cr15Ni5Cu3Nb 鋼(gāng)是在 17-4PH鋼基礎(chǔ)上發展的馬氏(shì)體沉澱硬化不(bú)鏽鋼,具有高(gāo)的強度、良好(hǎo)的橫向韌性以及優良的使用性能和工藝性能。該次實驗采用的 15-5PH 不鏽鋼由中航工業洪都集團提供(gòng),主要化學成分如表 1 所示。主要性能指標見表 2。
表1 15-5PH 不鏽鋼主要化學成分及含量( 質量百(bǎi)分數)
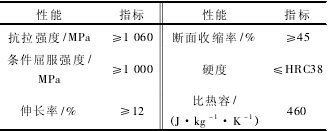
表2 15-5PH 不鏽鋼(gāng)主要性能
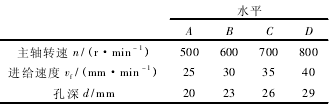
表3 實驗因(yīn)素及水平
實驗在四川長征立式加工中心(xīn) KVC 1050N 上開展。采用國產直徑為 5 mm 的含鈷高速鋼鑽頭,冷卻方式為外置油冷。文中采用正交實驗(yàn)設計(jì)方法,研究15-5PH 不鏽鋼(gāng)材料(liào)鑽削(xuē)加工過程中,主軸轉速、進給速度、孔深(shēn) 3 個因素對孔徑偏差(chà)的影響規律。通過對各因素設置不同的 4 個水平,並按照 L16( 43) 正交實驗表安排(pái) 16 組實驗。各實驗因素(sù)及其水平如表3 所示
2 、實驗結果與分(fèn)析按照
L16( 43) 正交實驗表進行了 16 組平麵銑削實驗。使用遊(yóu)標(biāo)卡尺測量每組實驗後的(de)出口(kǒu)處孔徑。
2. 1 極差分析
極差分析是權衡各因素影響(xiǎng)程度(dù)的一(yī)種有效(xiào)的方法。通過求出每個因素的各(gè)水平平均值的極(jí)差,來判斷對(duì)指標(biāo)的影響(xiǎng)程度,極差值越大,影響越顯著。對15-5PH 不鏽鋼深(shēn)孔鑽削實驗的測量結果及極差分(fèn)析如表 4 所示。
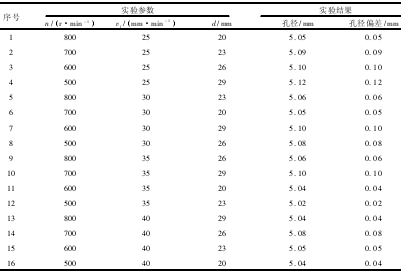
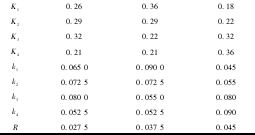
表4 L16( 34) 正交實驗及極差分析表
由表4可知,孔深的極差值最大,達到了(le)0.045,進給速(sù)度次之,而主軸轉速的極差值(zhí)相對較小。由此表明,對於 15-5PH 不鏽鋼鑽削加工後孔徑偏差,最主要的影響因素是孔深,其次為進給速度,主軸轉速的影(yǐng)響相對較小。
2. 2 切削參數對表麵粗糙度的影響規律
表 4 反(fǎn)映了鑽(zuàn)削加(jiā)工中切削參數及孔深對孔徑偏差的影響規律,以下分段敘述。
2. 2. 1 孔(kǒng)深對 15-5PH 不鏽鋼孔徑偏差的影響規律
從圖1可(kě)以看出15-5PH 不鏽鋼孔徑偏差隨著孔深的增大(dà)而呈現(xiàn)快速遞增趨勢。麻花鑽直徑和長度受所(suǒ)加工孔的限(xiàn)製,呈細長狀,剛性(xìng)較差。為形成切削(xuē)刃和容納切屑,必須做出兩條較(jiào)深的螺旋槽,致使鑽頭的剛性進一步削弱。當孔深增大時(shí),鑽頭夾持後的懸伸量增大,鑽頭的剛性再次被減弱(ruò)。在鑽削力的作用下,鑽 頭(tóu) 出 現 彎 曲,使 得 加 工 後(hòu) 的 孔 出 現 “引偏”,出口孔徑增大,如圖 2 所示。
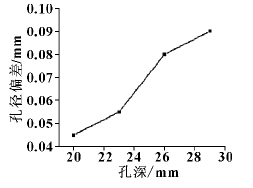
圖 1 孔(kǒng)深對 15-5PH 不鏽鋼孔徑偏差的影響
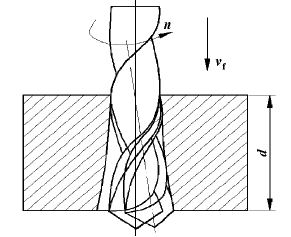
圖2 鑽頭引偏(piān)示意圖
2.2.2 進給速度對 15-5PH 不鏽鋼孔徑偏差的影響規律
如圖(tú)3所示,隨(suí)著進給速度的增大,孔徑偏差整體上呈現下降趨勢。當進(jìn)給速度從 25 mm/min 增大到 35mm/min 時(shí),孔徑偏差降低幅度大。而當進給速度從 35 mm/min 增大到 40 mm/min,孔徑(jìng)偏差降低幅度較小。因為當進給速度小幅增大時,鑽頭與工(gōng)件(jiàn)每次鑽進的接觸(chù)時間(jiān)減少,鑽削過(guò)程斷屑及散熱條件改善。同時,切削力並未明顯增大,鑽削過程更加平穩,所以孔出口質量改善。但隨著進給(gěi)速度的(de)不斷(duàn)增(zēng)大,切削力顯(xiǎn)著增大並出現鑽頭引偏現象,致使對孔徑偏(piān)差的改善效果減弱。
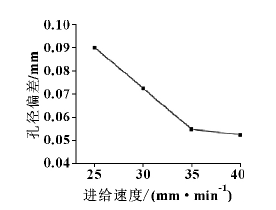
圖3 進給速度對 15-5PH 不鏽鋼孔徑偏差的影響規律
2.2.3 主軸轉速對 15-5PH 不鏽鋼孔徑偏(piān)差的影響規(guī)律
在15-5PH 不鏽(xiù)鋼的鑽削過程中,主軸轉速(sù)對孔(kǒng)徑偏差的(de)影響規律與上述(shù)兩因素略有不同(tóng),兩者的關係曲線如圖 4 所示。在 500 ~ 700 r/min 之間,孔(kǒng)徑偏差隨主軸轉速的增大略有上(shàng)升(shēng),而在
700 ~ 800 r/min之間,孔徑偏差隨轉速的增大而(ér)減小。該現象的出現主要是由於(yú)當(dāng)轉速達到臨界值 700 r/min 後,切削力隨著轉速增大而減(jiǎn)小,使得鑽頭變形(xíng)減小,從而提高了孔的加(jiā)工質量,孔(kǒng)徑偏差值有所降低。
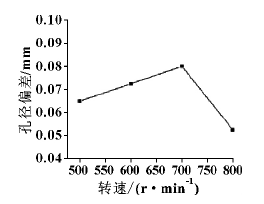
圖4 主軸轉速對 15-5PH 不鏽鋼孔徑偏差(chà)的影響規律
2.3 基於多元線性回歸的指(zhǐ)數預測(cè)模(mó)型(xíng)
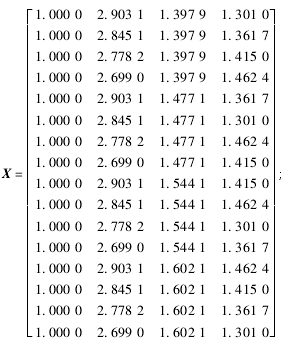
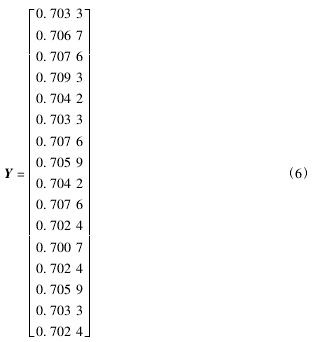
基於正交實驗結果,采用多元線性回歸分析(xī)方法,建立 15-5PH 不鏽鋼鑽削後孔徑的指數預測模型。各切削參數對(duì)表麵粗糙的影(yǐng)響呈(chéng)現複雜(zá)的指數關係,其通用模型為:D = cna1vfa2da3(1)式中(zhōng):
D 為已加工孔的直徑,c 表(biǎo)示(shì)由於材料性能、刀具幾(jǐ)何形狀以及機床本身等對已加工孔徑的影響係數; a1、a2、a3、a4為待(dài)定(dìng)係數,其大小代表各因素對已加工孔徑的(de)影響程度。
對式 (1) 兩邊取對數得(dé):

根據表 4 及公式 (3) 可(kě)得(dé):
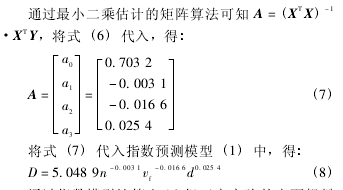
通過指數模型計算(suàn)出 16 組正交實驗的表麵粗(cū)糙度預測值,圖 5 為實驗值和預測值的對比分析曲線。從(cóng)中可以看出(chū)實驗值和預測值的擬合效果較好,體現了該模型的準 確(què)性和有效性,預測誤差(chà)屬可接受範圍。
圖5 實驗值與(yǔ)預測值對比曲線
4 、結論
對民用大飛機機身常用的 15-5PH 不鏽鋼材(cái)料進行了深孔鑽(zuàn)削實驗研究,對其出(chū)口孔徑偏差的主要影(yǐng)響因素(sù)及規(guī)律進行了分析,並建立了(le)出口孔徑的指數預測模型,主要得出以下三(sān)點結論:(1) 孔深是影響通孔出口孔徑偏差的主要因素,其次為進給(gěi)速度,主軸(zhóu)轉速對孔徑偏差的影響(xiǎng)較小;(2)孔徑偏差隨孔深的增大呈現(xiàn)遞增趨勢,隨進(jìn)給速(sù)度的增大(dà)呈下降趨勢。而主軸轉速對孔徑偏差的影響規律與上述兩因(yīn)素略(luè) 有 不同: 在 500 ~ 700r / min之間,孔徑偏差隨主軸轉速的增大略有上升,而在700 ~ 800 r/min 之間,孔徑偏差隨轉速的增大而減(jiǎn)小;( 3) 通過對預測值和(hé)實驗值的對比分析驗證了所構建的出口孔徑指數(shù)預測模(mó)型(xíng)的(de)準確性和有效性。
來源:江西(xī)洪都航空工業集團有限責任公司,南京理工大學機械工程學院
投稿箱:
如果您有機床行(háng)業、企業相關新聞稿件發表,或進行資訊合作(zuò),歡迎聯係本(běn)網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行(háng)業、企業相關新聞稿件發表,或進行資訊合作(zuò),歡迎聯係本(běn)網編輯部, 郵箱:skjcsc@vip.sina.com
更(gèng)多相關信息

業界視點
| 更多

行業數(shù)據
| 更多
博文選萃
| 更多(duō)
- 機械加工過程圖(tú)示
- 判斷一台加工中心精(jīng)度的幾種辦法
- 中走絲(sī)線切割機床的發展(zhǎn)趨勢
- 國(guó)產數控係統和數(shù)控機床何去何從?
- 中(zhōng)國的技術工人都去哪裏(lǐ)了(le)?
- 機械老板做了十(shí)多年,為何還是(shì)小作坊?
- 機械(xiè)行業最新自(zì)殺性營銷,害人害己!不倒閉才
- 製造業大(dà)逃亡
- 智能時(shí)代,少談點智造,多談(tán)點(diǎn)製造
- 現實麵前,國人沉默。製造(zào)業的騰(téng)飛,要從(cóng)機(jī)床
- 一文(wén)搞懂數控車床加工刀(dāo)具補償功能
- 車(chē)床鑽孔攻螺紋加工方法及工裝設計
- 傳統鑽削與螺旋銑孔加工(gōng)工藝的區別(bié)