
常見的墊圈、摩擦片、樣板和薄板等這樣的薄片零件, 它的剛性差, 散熱困難, 熱處理(lǐ)後彎曲,裝夾(jiá)時引(yǐn)起夾緊變形, 磨(mó)削時易翹曲(qǔ)。然而, 通常采用磁力吸盤在(zài)平麵磨床上磨削加工, 磨削完成後, 去掉磁性吸引力, 薄片工件恢複原狀。如圖1 所示。難於保證加工(gōng)精度。如采用如下幾種裝夾方式, 保(bǎo)證薄片工件在(zài)自由狀態下進行定位與夾緊, 利用雙端麵進行磨削加工, 可取(qǔ)得良好效果(guǒ), 滿足零件加工精(jīng)度要求。
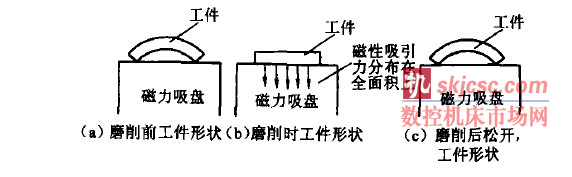
圖1
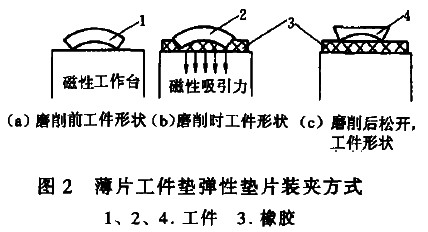
1. 墊彈性墊片裝夾方式
在(zài)平麵磨床上磨削上述薄片工件時, 采用彈性夾緊機(jī)構, 使薄片(piàn)工件在自由狀態下實(shí)現定位與夾(jiá)緊。在工件(jiàn)與磁(cí)性工作台之間墊一層0. 5mm厚的橡膠,當(dāng)工件受(shòu)磁(cí)性吸引力作用(yòng)時, 橡膠被壓縮, 彈性變形小, 從而可磨削出工件的平(píng)直平麵。反複磨(a)削幾次, 可(kě)滿足加工精度(dù)要求。如圖2 所示。
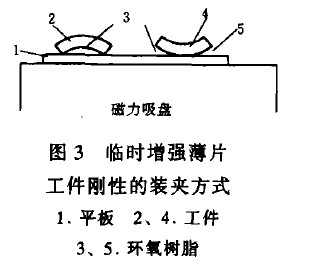
2.用臨時性加強薄片工件剛性的裝夾方式
采用環氧樹脂結合劑, 將薄片工件在自由狀(zhuàng)態下粘到一塊平板上。平板連同(tóng)薄片(piàn)一起放到磁力吸盤上。磨平薄(báo)片一端平麵後, 再(zài)將薄片工件從平板上取下來, 以磨平的一麵放到磁力吸盤上, 再(zài)磨削薄片工件的另一(yī)端平麵(miàn)。由於環氧樹脂在未硬化之前有流(liú)動性, 它可以填平薄片工件與(yǔ)平板之間的間隙。當環氧樹脂硬化後, 工件與平板粘結在一起,成為一個整體, 從而大大增強了工件的剛性。在磁力吸(xī)引下, 薄片工件不會產生夾緊(jǐn)變形, 為磨(mó)削出平直平麵創造了條件。也可用(yòng)厚(hòu)油脂代替環氧樹脂填充薄片工件與磁力吸盤之間的間隙(xì), 增(zēng)強工件的剛性, 同樣可以收到良好的效果。如(rú)圖3 所示。
3. 機械裝夾方式
利用平麵磨床(chuáng)附件中的平口鉗將薄(báo)片工件借(jiè)磁性工作台(tái)把小型平口鉗吸住。由於平(píng)口(kǒu)鉗有一定高度, 因此, 鉗口受(shòu)磁力小。采用吃刀(dāo)量逐漸減少的辦法磨(mó)平薄片工件的一個平麵後取下, 這時把已磨好的平麵放到磁(cí)性工作台(tái)上, 再進行磨削薄(báo)片工件(jiàn)的另(lìng)一個平麵, 反複磨削幾(jǐ)次, 兩平麵的平麵度達到要(yào)求。
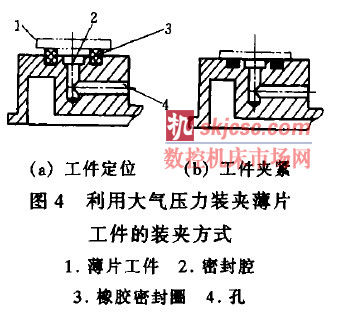
4 . 真空(kōng)裝夾(jiá)方(fāng)式
利用大氣的壓力(lì)裝夾薄片工件來進行磨削加工。其工作原理為(如圖4 所示) : 夾(jiá)具(jù)體上設(shè)有橡膠密封(fēng)圈(quān)3, 把(bǎ)薄(báo)片工件(jiàn)1 放在橡(xiàng)膠密封(fēng)圈3上, 從(cóng)而使工件與夾具體之間形成密(mì)封腔2。用真空泵將(jiāng)室內空氣從(cóng)孔4 抽出, 這時工件被夾緊(jǐn)。由於夾緊力小, 可采用(yòng)圓周磨削方法進行磨削加工。當磨削好(hǎo)薄片工(gōng)件一端平麵後, 磨削薄片工件另(lìng)一端平麵時, 可采用上述方式進行(háng), 同樣可得到滿意的結果。
如果您有機床行業、企(qǐ)業相關新聞稿件發表,或進行資訊合作,歡迎聯係本(běn)網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com






州金(jīn)馬")

