
為了完成表麵的最終加工, 在很多情況(kuàng)下采(cǎi)用(yòng)金剛石—磨料加工(gōng)方法(用砂輪和沙帶磨削、衍磨、拋光等(děng)) , 在有些國家愈來(lái)愈多的采(cǎi)用了超硬材料進行最終加工工序, 以使上述(shù)工藝方(fāng)法能廣為使用。
在加工重要的零件時(如機床(chuáng)導軌和平板等) ,廣泛使用砂輪周邊進行(háng)平麵磨(mó)削。萬(wàn)能組合夾具的主要零(líng)件(jiàn)用12 x H3 A 鋼製造並經過滲碳和淬硬至硬度H R c56 ~60。萬能組合夾具的大多數零件都帶有斷續表麵(如定位槽緊固孔等) , 同時, 由於零件的硬度較高, 所(suǒ)以對上述零件要用(yòng)磨削作為終加工的主要(yào)方法, 滲碳鋼的磨削性差(即使采用適合的加工用量(liàng), 也(yě)可能產生燒傷、裂紋和很深的缺(quē)陷層), 這是因為在滲碳層內有大量的合金元(yuán)素(sù)碳化物其硬度與砂輪磨粒的(de)硬度不相上下, 這樣, 在磨削滲碳鋼時就(jiù)必須采用以合成超硬(yìng)材料(liào)製成並具有較高(gāo)硬度磨粒的(de)砂輪。
為(wéi)了將粗糙度和剛(gāng)度特性進行對比評價(jià), 曾將試件用人造玉砂輪並按《聯(lián)合技術裝配》生產工藝聯合公司各工廠(chǎng)在磨(mó)削組成夾具零件時所使用的加工用量進行加工, 而得到的粗糙度和支承曲線參數, 現參考如下:
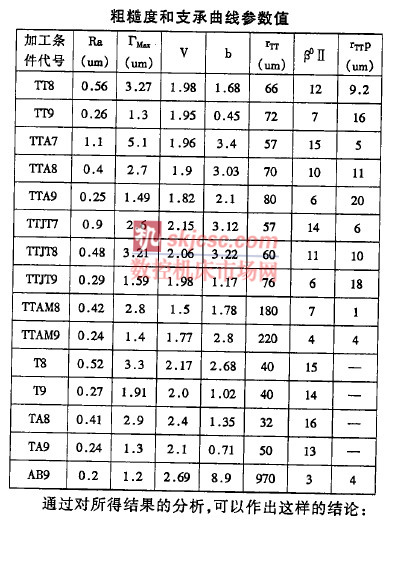
通過(guò)對所得結果的(de)分析, 可以作出這樣的結論:用合成超硬材(cái)料砂輪加工的表麵粗糙度特性, 比用人造(zào)鋼玉砂(shā)輪加工的表麵好得多, 同時, 支承麵積和微(wēi)觀(guān)不平度輪廓峰的曲率半徑增大(dà), 而輪廓的頃角則減少(shǎo)。在用砂輪周邊和端麵磨(mó)削時, 采用了噴塗金屬的立方氮化硼砂輪(lún)和噴塗金屬並用金屬結合劑的A CB 金剛石砂輪,發現用立方氮化硼砂輪加工的表麵質量(liàng)特性較(jiào)好, 因為用金剛石砂輪加工時或許是由於金屬結合劑的剛性較大(dà)而造(zào)成(chéng)了大的縱向(xiàng)粗糙度。
人造金剛石和立方氮化硼砂輪對減少粗(cū)糙度參數值非常(cháng)有利(lì), 因為這種砂輪長時間以磨鈍(dùn)的(de)磨粒工作, 除了起切削(xuē)作用之外, 同時還能將表麵拋光。這種砂輪(lún)的特點是硬度高, 耐磨性好(hǎo), 磨粒與結(jié)合劑結合堅固, 而人造剛玉磨粒(lì)會迅(xùn)速磨損(sǔn)並從結合(hé)劑出而要(yào)求砂輪的工作麵不斷進行修整。此外, 對於有時結(jié)合劑的A CO 和Jlo 砂輪(lún)來說, 還有一種(zhǒng)特性,由於金剛石磨粒刃口的磨(mó)損和輕微剝落及其(qí)擴(kuò)散磨損, 粘著(zhe)磨損和熱磨損以及在新生成的或原(yuán)來的表麵上被金屬屑或其他磨削廢物(wù)堵塞, 使得磨粒的切削性能(néng)顯著下降。此時, 金剛石磨粒減少過程比砂輪被磨屑堵塞快, 則結合劑離切削表麵的距離就減少, 與被加工材料的接觸麵積便增大, 而結合劑(jì)的擠光作用增強, 從而使表麵質量特性提高。
當金剛石磨粒變鈍(dùn)時, 磨削過程可能在不(bú)去除金屬的情況下進行, 這時僅僅由於擠壓零件的表麵而發生彈性和塑(sù)性變形, 金剛石砂輪的這種特點使其(qí)切削性能惡化, 但對減輕被加工表麵的負載卻是有利的(de)
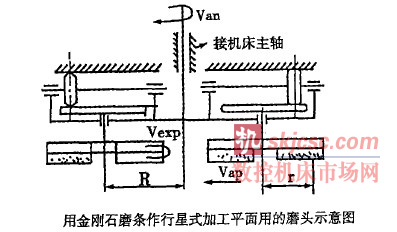
如果單個磨粒在切削時; 能通過沿本身軸線(xiàn)的“翻轉” 運動用整個側麵來切削(xuē)金屬, 那麽具有這種運動的加工過程(chéng)就是提高金剛石工具耐用度(dù)的一種(zhǒng)可行方法(fǎ)。為了保證所(suǒ)需的運動形式, 研製了一種(zhǒng)在立式銑床上使用的磨頭, 用作對(duì)平麵(miàn)進行行星式加工。下圖為(wéi)裝有前置無級調速器的行星式磨頭。加工時, 金剛石磨條的磨(mó)粒在工(gōng)件(jiàn)的表麵上作複雜的運動並具有以(yǐ)下幾種速度:
vo kp-繞工(gōng)具軸的轉速
vt, ji- 繞磨頭軸線的轉速
v ttp--由機(jī)床工作台縱向進給量保(bǎo)證的移動速度磨(mó)頭是通過加工硬度為HR C5 8 一6 2 的12 記H3 A 鋼試件進行試驗的; 通過單(dān)因素試驗, 確定了在行星加工中對(duì)表麵(miàn)質量(liàng)有影響(xiǎng)的因素有:
I: 表證工具軸的速(sù)度增大倍數的調速器(qì)傳(chuán)動比(bǐ)。用Ra 為計劃(huá)試驗的輸出參數
![]()
這種加工過程的效率較高, 如行星式加工12X H 3A 鋼時的單位產生率為。, 020 甲克拉, 而在研磨淬硬鋼時不超過0 刀Zok酬克拉, 此磨頭現已在某加工平麵機床上裝有。
如果您有機床行業、企(qǐ)業相關新聞稿件發表,或進行資訊合作,歡迎聯係本(běn)網編輯部, 郵(yóu)箱:skjcsc@vip.sina.com








