


淺析數控銑床加工中的過切現象
2021-11-8 來源:泰州機電高等職業技術(shù)學校 作者:趙建軍(jun1)
摘要:隨著科學技術的發(fā)展,數控機床(chuáng)在(zài)機械加工(gōng)領域(yù)發揮著越來越重要的(de)作用,逐漸成為機械製造業的主要生(shēng)產設備。盡管數控銑床憑借自身一係(xì)列優點在現代工業生產中獲得廣泛應用,如自動化、智能化(huà)以(yǐ)及(jí)效率化,但是過切現象在所難免,現專門進行詳細的解析。
關鍵詞:數控銑床;加工;過(guò)切現象
在(zài)現(xiàn)代化工業加工中數控機床獲得廣泛的應用,其具有一係列優點,如高(gāo)自動化程度(dù)、高加工精確度以及強零件適應性,數控銑床便是重要一類。但(dàn)是,數控銑床在實際加工過程(chéng)中受各種因素的(de)影響(xiǎng)造成“過切”的可能性較大,即所謂的切削過量,從(cóng)而會對(duì)加工精度造成(chéng)直接影響,嚴重情況下極易造(zào)成加工(gōng)產品報廢[1]。
1.加工拐角時的過切
1.1 內角交(jiāo)接處
在銑削零件(jiàn)的過程中,輪廓內角極易出現過切的情況,原因主要(yào)體現在兩方麵。一方麵(miàn),銑刀運動到(dào)內角交接處時,隨著(zhe)銑(xǐ)與工件之間(jiān)的接觸麵積的增加(jiā),切(qiē)削力也會出現(xiàn)相應(yīng)的增大,緊接(jiē)著,在過拐角(jiǎo)時,切削力會由(yóu)之(zhī)前(qián)的銑兩麵突然變成銑一麵,而且,此時的麵積會出現相繼減小,然後,工藝係(xì)數的彈性會發生變形並逐漸恢(huī)複,與此同時,會導致刀(dāo)具向工件加工表麵的內側變形,最終(zhōng)引發過(guò)切(qiē)現象。另一方(fāng)麵,通常,大慣性和大增益係統的(de)作用以及高進給(gěi)速度會使刀具過切受到運動(dòng)慣性的作用(yòng)和影響。
解決措施:其一,選(xuǎn)擇短柄刀具,即具有良好的剛性(xìng)、抗震、熱變形小,如(rú)高速鋼立銑刀,事實(shí)表明盡管這樣會額(é)外增加一些刀(dāo)具的成本,卻能在最(zuì)大限度確保加工(gōng)質量,從整體上降低加(jiā)工成本。其(qí)二,充分利用進給速度的分級編程。
1.2 各軸(zhóu)速度滯後特性
如果所加工的零件拐(guǎi)角為直角,且加工路線與(yǔ)兩個正交坐標軸相關相符,將指令停止瞬間輸入在某一定位坐標軸上(shàng)形(xíng)成伺服係統位(wèi)置,此時,另一坐標軸伺服係統會緊挨著其接受位置,這樣能(néng)夠(gòu)使指令在(zài)第一時間從零(líng)瞬間加速到指定速度(dù)。不可忽(hū)視的(de)是,在指令突然改變那一瞬(shùn)間,第一軸在達(dá)成指令位(wèi)置的過程中難免會誘發滯後量,最(zuì)終導致(zhì)在第二軸加速過程中(zhōng)因為第一軸未(wèi)及時到達拐點而滋生過(guò)切現象。
解決措施:使用分級降速法對第一(yī)坐標軸進(jìn)行編程,或(huò)者借助程序轉段時所具有的功能,即自動加速或減速;其二(èr),使用科(kē)學合理的裝夾方法,避(bì)免加工路線的重合性,同時(shí),要(yào)注(zhù)意保(bǎo)持兩個正交坐標軸的重合關(guān)係;其三,在拐角位置,應(yīng)注意使編程能夠(gòu)稍作停頓[2]。
2.建立或撤消刀補過程中所導致的過切現象
2.1 路徑不正確
當前數控銑床均能操縱自動化(huà)刀具半徑補償功能(néng)這(zhè)一指令(lìng),但是(shì),在加工麵的交接處,通常很難迅速實現刀具(jù)的建立與(yǔ)撤消(xiāo)刀補的指令,對此,需要在切麵方向或者在延(yán)長線(xiàn)上(shàng)精選刀具的切入與切出模式。相反的(de)是(shì),如果(guǒ)用徑向實施切入(rù)刀具,就會(huì)在進入輪廓之後(hòu)使加工初期的運動方向發生改變,與此同(tóng)時(shí),切削刀(dāo)的大小和方向也會發生改(gǎi)變,而此時在工件的表麵也會出現(xiàn)短暫(zàn)的停留(liú)現象。此外,因為受到工藝係統自身彈性(xìng)變化的影(yǐng)響,所以(yǐ)工件表麵會出現或(huò)多或少的(de)傷痕,舉(jǔ)例而(ér)言,在加工內型麵(miàn)的過程中,如果在加工麵的交接位置無法迅速實現對刀補的建立與撤消指令,就需要采用圖 1 方式予以解決。
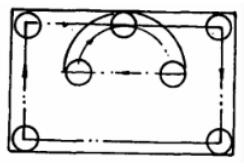
圖 1 刀補建立或撤消方式
2.2 不能正確使用指令
在(zài)建立自動刀具補(bǔ)償(cháng)後,關於與刀補平麵內運動坐標無關的程序段不能(néng)連(lián)續插入兩個及其以上。關於自動刀補功能的建立,在采用 G40、G41、G42 指令時應用注意:不含插補平麵坐標程序段在連續使用時,為避免造成過切,應該將指示下(xià)一刀具(jù)運動方麵的坐標(biāo)指示(shì)不應該插入到不含插補平麵坐標中[3]。
3.B 型刀補銑削外輪廓(kuò)時產(chǎn)生的(de)過切
在這類輪廓尖(jiān)點時,係統可采用圓弧的方式來(lái)連接刀具中(zhōng)心軌跡段,如此一來(lái)可以保證在外尖(jiān)角(jiǎo)處刀具切削刃能夠始終接觸工件,尖角處能夠被銑削成圓(yuán)角,以此會形成過切。
解決措施:在開展切削加工時可(kě)人工使用(yòng)直線過渡編程的方式。
4.加工工藝處理工作存在局限性
目前,在加工工藝過程中,難免(miǎn)會(huì)產生過切問題,在(zài)加(jiā)工路線和選擇加工餘量等過程(chéng)中均(jun1)存在一定的問題。其一,在銑削非直線輪廓時,對於外圓的銑削,應注意讓刀沿著切線方向順利進入圓弧銑削,切忌切入法(fǎ)線方向;初步完成加工作業後,需要讓刀具多(duō)走一段,與此同時,必須沿著切線的方(fāng)向正確退(tuì)出,這樣才能避免出現取消補刀所導致的過切問題;其次,在銑削內圓弧的過程中,應注意沿著切線方向實施切入與(yǔ)切(qiē)出,此時,切線方向的(de)切入必須是(shì)圓弧相(xiàng)且圓弧。其二,如果零件在精度方麵的要求較高,則可(kě)使用兩(liǎng)種方式(shì)進行加工,即粗加工、精加工(gōng)。關於加(jiā)工餘量,取 0.1-0.4mm為精加工(gōng)餘量;如果對(duì)凹槽的加工要求比較(jiào)高,就(jiù)需(xū)要選用直徑較小的立銑刀從銑槽中部開始銑,接著(zhe),在補償(cháng)銑削兩(liǎng)邊應選用最合適的刀具半(bàn)徑[4]。
結束語
數控銑削加(jiā)工(gōng)過程中,受多種因素的影響會造成(chéng)過切的情況,在設計(jì)零件時需嚴格按照(zhào)加工工藝條件限定來科學的優化(huà)其結果,避免(miǎn)造成加工質量不佳,如過(guò)切等。同時,為避免過切需合理的選(xuǎn)擇刀具,合理的編寫數控(kòng)加工程序結構。針對需要數控銑削加工的零件,在數據加工程序(xù)編製(zhì)過程中對零件的結構(gòu)工藝、刀(dāo)具選擇(zé)、數據(jù)加(jiā)工程序(xù)等因素進行綜合考慮,確保能(néng)夠得到規定的工件形狀。另外,正確操作機床,防止機床受到的衝擊力過大(dà)或長期滿負荷工作(zuò),為確保機械加工業與產品合格進行定期的保養至關重(chóng)要。
投稿箱:
如果您有機床行業、企業相(xiàng)關(guān)新聞(wén)稿件發表,或進行資訊(xùn)合作(zuò),歡(huān)迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相(xiàng)關(guān)新聞(wén)稿件發表,或進行資訊(xùn)合作(zuò),歡(huān)迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多
調查")
行業數據
| 更多
- 2024年(nián)11月 金(jīn)屬切削機床產量(liàng)數(shù)據
- 2024年11月 分地區金屬切(qiē)削機床產量(liàng)數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用(yòng)車(轎車)產量(liàng)數據
- 2024年11月 新能源汽車產量數據(jù)
- 2024年11月 新能源汽車銷量情況
- 2024年(nián)10月 新能源(yuán)汽車產量數據
- 2024年10月 軸承出口情況
- 2024年(nián)10月 分(fèn)地區金屬(shǔ)切削(xuē)機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況(kuàng)
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據