


俄羅斯2A637型(xíng)數控鏜銑床主(zhǔ)軸鬆拉刀機構改造
2020-11-26 來源:寧(níng)夏天地奔牛實業集團有限公司(sī) 作(zuò)者:張帆
摘要:針對2A637型數控鏜統床(chuáng)經常出現鬆刀、掉刀以及鬆拉刀機構可維修性差的(de)問題,為了提高設備安全性和可靠性(xìng),降低(dī)故障率,提高(gāo)使用性能,提出了一種利用碟簧拉緊、液壓鬆開的主軸鬆(sōng)拉刀機構設計改造方法。
關鍵詞:數(shù)控鏜銑床;鬆拉刀機構(gòu);改造
0 引言
公司1992年從俄羅斯伊萬諾瓦機(jī)床廠,引進了1台型號為2A637的(de)數控鏜銑床,用於鏜孔和銑削平麵(miàn)。隨著使用年限的增加,鎖緊電機故障越來越頻發,設備鬆拉刀機構經常處於帶病工作狀態,故(gù)障停機率高,工作(zuò)可(kě)靠性差,近期出現了多次掉刀、撞刀現象,先後導致了多個工件的直接報廢,給員工的(de)生命財產和公司(sī)的生產(chǎn)經營(yíng)帶來嚴重威(wēi)脅。考慮到設備主體結構(gòu)合理(lǐ),傳動性能和精度保持較好,工作承載力較大等優點,經研究決定(dìng),對不適宜的鬆拉刀(dāo)機構提出改造意見,編製了設計改(gǎi)造方案(àn),經充(chōng)分論證可行後實施了改造。
1、改造原因
由於設備生產製造年代久(jiǔ)遠(yuǎn),原有的專用(yòng)非標電機現(xiàn)已淘汰,無法采購。雖然曾多次聯(lián)係國內電機修理(lǐ)廠家尋求修理,最終因為電機本身結構複雜,電機修理可參(cān)考的資料非常有限等原因,許多修理廠家從技(jì)術層麵對修複的可行座進行(háng)了否定。為此,在已有改造經驗基礎上,嚐試對俄羅斯(sī)2A637型數控鏜銑床主(zhǔ)軸鬆拉刀機(jī)構進行了設計改造(zào)。
2、改造可行性研究
2.1改造前基本情況概述
2.1.1鬆拉刀機構組(zǔ)成
改造前數控鏜銑床主軸鬆拉刀機構,主要_鎖緊電機和鎖緊(jǐn)螺杆兩部分組成,鎖緊(jǐn)電機為銅滑環式三相異步電機,與(yǔ)行星齒輪減速器固連;鎖緊螺杆由傳動螺杆和彈簧兩(liǎng)部分組成。
2.1.2工作原理
刀具鎖緊(jǐn)和鬆開是(shì)通過電(diàn)機正反轉來實現(xiàn)。具體過程為:電機帶動行(háng)星齒輪減速器正反轉運動,齒輪減速(sù)器驅動螺杆正反向旋轉,旋轉至鎖緊和鬆開位置後,在行星齒輪(lún)減速器和鎖(suǒ)緊(jǐn)螺杆上彈簧的共同作用下,行(háng)星齒輪減(jiǎn)速器內的鋼珠位置發生變化,使得鎖緊電機內的圓(yuán)柱銷彈出和縮回,觸(chù)動(dòng)微動開關,對刀具鎖緊到位和鬆開到位信號進行反饋來實(shí)現控製。
2.2改(gǎi)造可(kě)行性分析
2A637型數控(kòng)鏜銑床為(wéi)公司二十多年前從俄羅斯購進的設備,當時由於受技術等條(tiáo)件的限製(zhì),設備主軸鬆拉刀機構采(cǎi)用電機驅動減速器,減速器帶動螺杆旋轉(zhuǎn)的方式來實(shí)現鬆刀和拉刀,這種結構設計本身比(bǐ)較繁瑣,可靠性差,現在機床設計中基本已不再沿用。考慮到現行機床設計中主軸鬆、拉刀多采用液壓鬆開、碟簧拉(lā)緊的設計思路(lù),且之前有過類似的改造經驗,改造後的設(shè)備經驗證運行良好。基於此,我們在充分考慮主軸鏜杆現有結構,核算主軸鬆、拉刀所需力的基礎上,提出了利用碟簧拉刀、液(yè)壓油缸鬆刀的設計方法,應用於2A637型數控鏜銑(xǐ)床主軸鬆拉刀機構的設計(jì)改造。
3、主軸鬆拉刀機構設計
3.1設計簡介
本設計采用拉杆式刀具鎖緊、鬆開裝置,其主要由液(yè)壓油 缸、拉杆、蝶形(xíng)彈簧組等構成,拉(lā)刀機構采用蝶(dié)形彈簧實施拉緊, 利用液壓油缸克(kè)服碟簧(huáng)拉力實現鬆刀,鬆拉刀工作安全可靠。
3.2鬆(sōng)拉刀工作原理
3.2.1鬆刀過(guò)程
鬆刀過程中,雙作用(yòng)油缸在葉片泵輸出的高壓油驅動下,產生60kN的鬆刀力,用以(yǐ)克服35 kN碟簧拉力,來實現鬆(sōng)刀。具體過程:接到(dào)控製信(xìn)號指令,二位四通電磁換向閥電磁鐵(tiě)得電,換向閥切換至右(yòu)位(wèi)工作(zuò),鬆刀油路接通;同時,電機啟動,帶動油泵開始工作。油泵輸出(chū)的油液,經精過濾器、單向閥、二位四通電磁(cí)換(huàn)向(xiàng)閥(fá)右位,進(jìn)入鬆刀油缸無杆(gǎn)腔,活塞杆在壓力油產生的推力下向左移動(液壓油缸產生的推(tuī)力隨負載碟簧的增(zēng)大而增大),當活塞(sāi)杆上產(chǎn)生(shēng)的推力足以克服負載(zǎi)碟簧的阻(zǔ)力時,油缸活塞(sāi)接觸並(bìng)推動拉杆,使拉杆、拉爪向主軸前端移動並壓縮蝶形彈簧組,蝶形彈(dàn)簧(huáng)組在拉杆的前移過程中產生很大的彈性變形,從而打開拉爪,拉抓(zhuā)將拉丁鬆開,以實現鬆刀的目的。與此同時,有杆腔的油液經換向閥回油箱,當感應開關收到反饋信號後,至此(cǐ),一個鬆刀動作結束(shù)。新設計的(de)鬆刀油缸液壓控製原理如圖1所示。
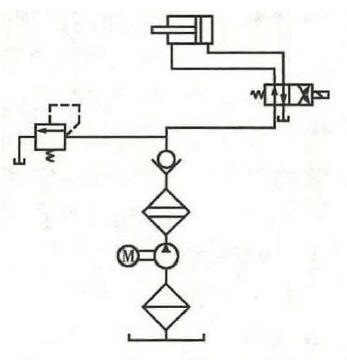
圖1鬆刀油缸液(yè)壓原理
3.2.2拉刀過程(chéng)
重新上刀後點(diǎn)擊拉緊(jǐn)按鈕,發出拉緊指令後,無需重新啟動液壓(yā)泵,鬆刀油缸在蝶形彈簧(huáng)組複位力(lì)作用下(xià)自(zì)動縮回與拉杆脫(tuō)開。與(yǔ)此同時,蝶形彈簧組(zǔ)帶(dài)動拉爪、拉(lā)杆(gǎn)向主軸後端(duān)移動,直至蝶(dié)形彈簧組恢複到未受液壓缸(gāng)推動前的位置及狀態,依靠蝶形彈簧(huáng)組自身的彈力拉住拉(lā)爪,當接近開關收到反饋信號後,完成拉緊動作。
3.3技術特(tè)點
刀具的刀(dāo)柄完全依靠蝶(dié)形彈簧組產生的拉緊力(lì)進行拉緊(jǐn),避免工作時因突然(rán)停電造(zào)成刀具脫落。液壓油缸活塞(sāi)杆前後設有兩個極限(xiàn)位置,裝有接近開關,用於(yú)刀具鬆開和拉緊到位後發出反饋 信號。當蝶形彈簧組將刀(dāo)具拉緊時,油缸伸(shēn)出活塞杆端部與拉杆間有(2 ̄4)mm間(jiān)隙,可(kě)有效避(bì)免主軸高速旋(xuán)轉時,造成端麵摩擦粘連。
4、結論
采用碟簧拉刀,液壓鬆刀的設計方法,重新設計了(le)主(zhǔ)軸鬆拉刀裝置,有效(xiào)解決了俄羅斯2A637型數控鏜銑床主(zhǔ)軸掉到問(wèn)題,增強了設備的安全可靠性和可維修性(xìng),降低了(le)設備故(gù)障率,提高了設備(bèi)技術狀態,延長了設備使(shǐ)用壽命,確保了設備最大限度的發揮其(qí)使用效能。
投稿箱:
如果您有機床行業、企業相關新聞稿(gǎo)件發表,或進行(háng)資訊合作,歡迎聯係(xì)本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿(gǎo)件發表,或進行(háng)資訊合作,歡迎聯係(xì)本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相(xiàng)關信息
金馬")
業界視點
| 更多

行業(yè)數據
| 更多
- 2024年11月 金屬切(qiē)削機床(chuáng)產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承(chéng)出口情(qíng)況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽(qì)車產量(liàng)數據
- 2024年11月 新能源汽車銷量(liàng)情況
- 2024年10月 新(xīn)能源(yuán)汽車產量數據
- 2024年10月 軸承出口情(qíng)況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況(kuàng)
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用(yòng)車(轎車)產量數據
博文選萃
| 更多