


【技術淺析】數控螺旋槽銑床設計
2021-1-18 來源:1.中航航空高科技股份有限公司等 作者:趙 霞、趙玉鳳(fèng)
摘 要: 針對(duì)現在從事數控螺旋槽銑床生產的廠商很少,現(xiàn)有的(de)機床剛性差、噪(zào)音大、加工效率低下、故障率高等問題,設計(jì)一(yī)種(zhǒng)數控(kòng)螺旋槽銑床,主要從床身結構、傳動部分、進給係統、數(shù)控係統等(děng)部分闡述,通過相關參數計算選擇合適的切削參數,經過測試,符合生產要求(qiú),設備使用效果良好。
關鍵詞: 數控; 螺旋槽(cáo)銑床; 傳動
一、目的和意義
受近幾(jǐ)年國家經濟大環境及普(pǔ)通機(jī)床行(háng)業發展趨勢下行的影響,我公司的生存(cún)麵(miàn)臨著越來越嚴峻的考驗。機床行業現在為了降低人工成本,提高加工效(xiào)率,都在向數(shù)控化、智能化深化結構調整,並且發展態勢迅猛,從而使得普通機床的銷售(shòu)量下滑; 我(wǒ)公(gōng)司原有產(chǎn)品(pǐn)市場占有率,又受南通地區越來(lái)越多機床製造廠家的大力衝(chōng)擊,機床的價格大幅(fú)降低,導致通機產品普通立臥銑床市場占有率越來越少。
為使我公司盡快實現減虧、止(zhǐ)虧(kuī)並進入良好的發展,必須開發適應現有市場需(xū)求的、有競爭優勢性價比的數控類產品已迫在眉睫。
銷售業務人員通過對市場需求的分析及調研(yán),結合我公司生產設備和人員的情(qíng)況,提出開發生產數控螺旋(xuán)槽(cáo)銑床。該機床是專業加工工業用衝擊鑽(zuàn)頭對稱(chēng)螺旋槽的專用機床,市場用量大,僅浙江一家用戶就需(xū) 200 台該類型機床,年產衝擊鑽頭 8 千萬支。
目前,從(cóng)事數控螺(luó)旋槽銑(xǐ)床生產的廠商很少,僅在浙江溫州地區,機床售價很便(biàn)宜,但存在機床(chuáng)剛性差、噪音大、加工效率低下、故障率高等問題,用戶急需進行升級換代。
我司多年來主要(yào)從事銑削加工行業,技術底蘊深厚,機加設備和人員都有相當生產經驗,充分(fèn)利用現有設備和人員,可實現數控螺旋槽銑床專業化生產,優化(huà)機床專業設計,改善及(jí)提高機床性能,進一(yī)步達到用戶使用要(yào)求,並逐步實(shí)現(xiàn)自我產品數控轉型升級,保持(chí)南通機床品牌(pái)優(yōu)勢,保證企業良性循環、科技進步(bù),以適應(yīng)愈加激烈的市場競爭。
二、主要研究、試驗內容和技術(shù)關鍵(jiàn)
數控螺旋槽銑床的刀架與工件主軸間有形成螺(luó)旋槽所必需(xū)的運動聯係。數控螺旋(xuán)槽銑床適(shì)於用盤(pán)形(xíng)銑刀加工標準(zhǔn)螺距和增大螺距的絲杠和多頭(tóu)蝸杆,數控螺旋(xuán)槽銑床的布局與普通(tōng)車床類似,工件支承作旋轉運動,刀架安放在溜板上,刀架作橫(héng)向(xiàng)進給運動,同時刀(dāo)架與溜板(bǎn)一起作縱向進給運動。數控螺旋槽銑床適(shì)於用(yòng)盤形銑刀加工短外螺旋槽,用於成批大量生產。數(shù)控螺旋(xuán)槽銑床要配備專(zhuān)門型式的刀具。
( 一) 主要(yào)基礎部分
床身結構: 床身材料采用 HT200 整體鑄件,它的剛性、穩定性比焊接框架結構更具有優越(yuè)性。床身底部裝有可調節(jiē)螺栓及墊塊,方便調節床身水平。同時將氣動(dòng)三元件、潤滑泵、下料(liào)窗口、排屑窗口均整體鑄(zhù)在床(chuáng)身上,減少震動源。增加了潤滑機構,提高運動穩定性。
( 二) 傳動部分(fèn)
電機(jī)與動力(lì)頭同時裝在升降滑(huá)板上,采用(yòng)多楔帶傳動(dòng),①采用多楔帶傳動比普(pǔ)通 V 帶的傳動功率的高 30%,同時不多占空(kōng)間。②在傳遞功率相同的情(qíng)況下,采用多楔帶傳動所占空間(jiān)比普通 V 帶(dài)小 25%,結構更緊湊。③采用多楔帶傳動,也可用於基準直(zhí)徑小的帶輪的傳動,帶速可達 40m/s,振動小,發熱少,運轉平穩。④采用多楔帶傳動,材料具有(yǒu)耐熱、耐油、耐磨,使用伸長小、壽命長等特點。
( 三) 進給係統
旋轉(zhuǎn)機構主要由氣動卡盤夾緊鑽杆進行旋轉,刀具旋轉運動采用 BT40 動力頭,最高轉速(sù)可達到 3000r/min,根據不同的導程要求,設(shè)置(zhì)合適的旋轉速(sù)度和進給速度完成加工,工作過程中運動平穩,刀具裝卸采用拉(lā)杆夾(jiá)緊。
( 四(sì)) 數控(kòng)係統
係統(tǒng)配置: 目前最好的國產係統——廣州數控,三軸全(quán)部配置伺服電機,提高機床運行的穩定性,防止加工尺寸出現誤差,同時該係統(tǒng)廠(chǎng)家售後服務也是全(quán)國一流的。
( 五) 配置防護罩
定位機構位置增加防護罩,防止鐵屑飛濺,同時可起到隔(gé)音效果。
( 六) 加工路徑
刀具原來的加工軌跡如圖 1 所示,工件快速退刀轉角度(dù),刀具退刀,工件進(jìn)刀,改進後(hòu)的加工軌跡如圖 2 所(suǒ)示,減少了工件退回再進刀的工作路徑,縮短了加工時(shí)間,提高加工(gōng)效率。
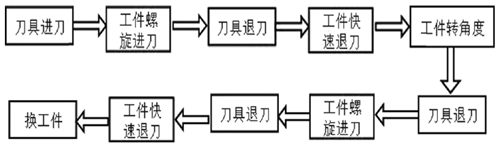
圖 1 原來的加工軌跡
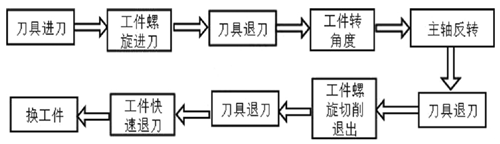
圖 2 改進後的加工(gōng)軌跡
三、主要技術指標
( 一) 主運動
( 1) 刀具旋轉運動: BT40 切削動力頭;
( 2) 電機功(gōng)率(lǜ): 3KW 三相異(yì)步電(diàn)動機;
( 3) 三麵刃銑(xǐ)刀(dāo): 齒數 4∽6—直徑(jìng) Φ80mm。
( 二) 主軸升降運動
( 1) 升(shēng)降電機: 6N·M 伺服電機( 帶抱閘) ;
( 2) 升降(jiàng)絲杆直徑: Φ25mm;
( 3) 升降絲杆螺距: 5mm;
( 4) 軸承: 角接觸球軸承(chéng) 7204CP4;
( 5) 行程: 100mm。
( 三(sān)) 工件旋轉運動
( 1) 彈簧夾頭(tóu): 工件直徑可以在 Φ5—Φ20 之間;
( 2) 旋轉電(diàn)機(jī): 6N·M 伺(sì)服電機;
( 3) 工件夾緊方式: 氣壓夾緊,壓力控(kòng)製在 5MP 之內。
( 四) 工件切削(xuē)進(jìn)給運動
( 1) 彈簧夾頭: 工件直徑(jìng)可以在 Φ5—Φ20 之間;
( 2) 進給電機: 6N·M 伺服電機;
( 3) 縱向進給(gěi)絲杆直徑: Φ30mm;
( 4) 縱向進給絲杆螺距: 5mm;
( 5) 滾動直線(xiàn)導軌副: JSA-LG30K;
( 6) 滾(gǔn)動直線導軌副快移速度: 12m/min;
( 7) 軸承: 角接觸球軸承 7005CP4。
四、擬采用的標準
( 1) GB 5226.1-2008 機械電氣安全機(jī)械電氣(qì)設備 第(dì) 1部分: 通用技術條件;
( 2) GB/T 21948.1-2008 數控升降台銑床檢驗條件精度檢驗第(dì) 1 部分: 臥式銑床。
五、工藝設計
( 1) 根據產品試製圖(tú)紙,對產(chǎn)品零件進行工藝性分析(xī),盡可能使零件用料和毛(máo)坯件的加工製造經濟合理,對零件的加工、裝配(pèi)等工藝的可行性進行分析,選擇合理的加工(gōng)製造方(fāng)法,達到(dào)產(chǎn)品設計的技術要求(qiú)和目標成本要求;
( 2) 根據公司現有的加工條件及設備,確定產品的試(shì)製工藝方案。按(àn)照公司現有(yǒu)設備的加工能力和精度,大件的精加工安排在大件車間,采用(yòng)通用可調(diào)工裝對工件進行裝夾;
( 3) 編製主(zhǔ)關大件床身和其他零件的試製加工工藝、工藝過程(chéng)卡片以及必備的工藝裝備。
六、產品圖樣、設計文件驗證情況
數控螺旋槽銑床裝配圖如圖 3 所示,經過樣機(jī)試製(zhì),證明圖樣及設計文件基本正確,能指導生產,在試製過程(chéng)中對部分零部(bù)件的結構(gòu)和要求及時(shí)地進行了(le)改進,樣機試製(zhì)後對全套圖樣進行了整改。經(jīng)試製及用戶考(kǎo)核,沒有(yǒu)發現原則性的問題。
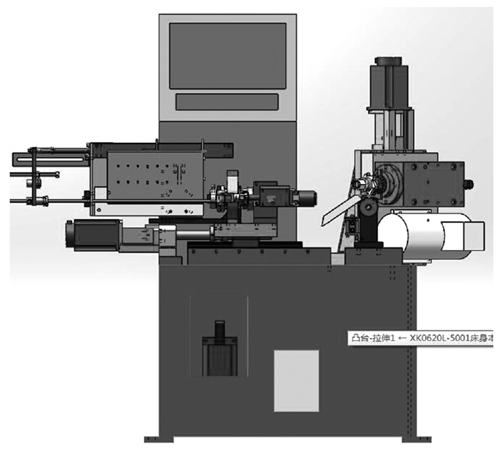
圖 3 數控(kòng)螺旋(xuán)槽銑床(chuáng)裝配圖
七、總結
整機裝配質量和幾何精度均符合 GB5226.1-2008 機械電氣(qì)安全機械電氣設備第1部分: 通用(yòng)技術條件和GB/T21948.1-2008 數控升降台銑床檢驗條件精度檢驗(yàn)第 1 部分:臥式銑(xǐ)床(chuáng)的要求。根據不同的切削參(cān)數選(xuǎn)擇,加工時間和噪聲分貝分別如下(xià)表所示。
切削參數選擇(zé)表
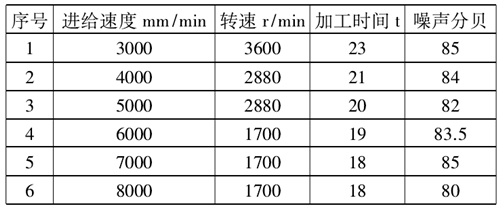
經過多次試驗,現將(jiāng)切削參數規定為: 轉速 1700r/min,進給速度8000m/min,在客(kè)戶現場用(yòng)最新的刀具連(lián)續切削直至工件加工麵光潔度出現稍微沾刀現象,才將設(shè)備停下來,計時(shí) 4 小時一共加工了 730 個工(gōng)件,在運行過程中(zhōng)機床未出現任何故障,噪聲分貝達到協議要求,零件表麵光潔度和尺寸穩定性也均(jun1)達到客(kè)戶要求。綜上所述,設計出的銑床開發設計符合客戶要求認定開發成功,設備使用效果良好。
投稿箱:
如果您有機床行業、企(qǐ)業相關新聞稿件發表,或進行資訊(xùn)合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企(qǐ)業相關新聞稿件發表,或進行資訊(xùn)合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月(yuè) 分地區金屬切削機(jī)床(chuáng)產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(chē)(轎車)產量數據
- 2024年11月 新能源(yuán)汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月(yuè) 新(xīn)能源汽車產量數據
- 2024年10月 軸承出口(kǒu)情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機(jī)床產量數據
- 2024年9月(yuè) 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本(běn)型乘用車(轎車)產量數據
博文選(xuǎn)萃
| 更多
- 機械加工過程圖示
- 判(pàn)斷一(yī)台(tái)加工(gōng)中心精(jīng)度的幾種辦法
- 中走(zǒu)絲線(xiàn)切割機床的發展趨勢
- 國(guó)產數控係(xì)統和數控機床何(hé)去何從?
- 中國的技術工人都(dōu)去哪(nǎ)裏了?
- 機械老板做了十多年,為何還是小作坊?
- 機械行業最新自殺性營(yíng)銷,害人害己(jǐ)!不倒閉才
- 製(zhì)造業大逃亡
- 智能時(shí)代,少談點智造(zào),多談點製造(zào)
- 現實麵前,國人沉默。製造業的騰飛,要從機床
- 一文搞懂(dǒng)數控(kòng)車床加工刀具補償功能
- 車床鑽孔攻螺紋加工方法(fǎ)及工裝設計(jì)
- 傳統鑽削與螺(luó)旋銑孔加工工(gōng)藝的區別