


摘(zhāi)要:以萬能回轉銑床(chuáng)平台作為特定的加工係統物理模型,借助於介尺度範(fàn)疇能量理論和(hé)介尺(chǐ)度範疇特征建(jiàn)立(lì)介尺度範疇能(néng)量方程式(shì),提(tí)出了不穩定(dìng)是由多因素決定的,而且各因素的影響是變化且相互轉化的,通過因素轉化機製可以改變某一(yī)靈敏值,從而達到優化和控製介尺度範疇能量N的目的。
關鍵詞:介尺度範疇;介尺度範疇特征;穩定性診斷模(mó)型
引言
萬能回轉銑床平台作為(wéi)特定的加工係統,可以完成萬能銑床應有的全部功能,組成(chéng)可分為(wéi)萬能回轉銑床、夾具工裝、被加工部件、刀具、潤滑冷卻等,如圖1所(suǒ)示為萬能回轉銑床平台加工(gōng)係統。

圖1 萬能回轉銑床平台加工係統
係統就單一組成部件而言其穩定性不容質疑(yí),但是上述(shù)部件組合構成具體的加工平台(tái),特別是針對不同被加工部件加(jiā)工時,係統是變動的,穩定性不確定且是動(dòng)態變化的、隨機(jī)的,不確定因素(sù)變得更敏感更廣泛,危害涉(shè)及多範圍領域:被加工工件質量、銑床本身(shēn)、夾具工裝、刀具以及係統所處空間範圍內的人員(yuán)和設備,而且這種危(wēi)害是可以放大的。萬能
回轉(zhuǎn)銑床平台係統作為整(zhěng)體需考慮(lǜ)自身的穩定性和(hé)可控性,以可(kě)靠和安全生產為(wéi)根本目的,以不穩定診(zhěn)斷及判(pàn)定為出發點。基於上述(shù)認識筆(bǐ)者(zhě)認為必須建立穩定(dìng)性診斷模型,從理論上指導係統的穩定性、可靠性和安全性運行。
1 、係統原理
係(xì)統穩定性診斷(duàn)模型研究領域(yù)應屬於介尺度範疇或混沌邊緣度範疇(chóu)。介尺度範疇特征是新係統即將取代(dài)舊係(xì)統但是新係統還沒有出現,舊係統即(jí)將崩潰或質(zhì)變但是新係統還沒(méi)有建立,舊係統(tǒng)和(hé)新係統特征均有,但是(shì)主導方既不是舊係統也不是新係統(tǒng)[1],各類臨界態此消彼長,但是係統穩(wěn)定性(xìng)表征是受多(duō)因素影響的。以圖1所示萬能回轉銑床平台加工係統為例分析這一動(dòng)態進(jìn)程可知,萬(wàn)能回轉銑床(chuáng)本身決定了加工進刀量(liàng)、轉速等因素(sù),外來應力F 主要由它決定;夾具工裝決(jué)定了加工過程中的剛度,震動、噪音W 的決定力量來自於夾(jiá)具工裝部件(jiàn);被加工部件材質、形狀,刀(dāo)具的形狀、轉速、進刀量決定了加工過程中的摩擦力(lì)f,由摩擦力f決定了(le)工件(jiàn)加工(gōng)溫度T,由摩擦力f、工件加工溫度T 以被加工工件結構特征M 決定了係統內耗E;加工工件結構變形量M 是係統不(bú)穩定性特征值之一,影響因素多樣可變不恒定是基本特征。萬能回轉銑床平台加工過程中決定的係統(tǒng)不確定值即介(jiè)尺度範疇特征X,該值僅在介尺度範疇(chóu)起作(zuò)用,且該(gāi)值主要表示不穩定瞬態能量釋放走向。
作(zuò)為以穩定性診斷模型建立基礎為介尺度(dù)範疇(chóu)下的能量理論,介尺度範疇下(xià)能(néng)量的(de)轉化及流向已與原係統能量流向發生質的變化,新的係統(tǒng)決定了(le)能量的聚集和釋放(fàng)效應均為新(xīn)過程,新過程的能量的聚集和釋放效應是以係統(tǒng)尺度的變(biàn)化為基礎,隨著過(guò)程的進一步變化達到一種狀態,有小的幹(gàn)擾也會對原係統產生不穩定或災變(biàn),能量的走向是不穩定的(de)根本原因。基於(yú)以上分析可以知(zhī)道不穩定(dìng)是由多因素決定的,而且因素(sù)的影響是變化的、因素是相互轉化的,係統的動態變化是(shì)由係統內部各組成部分間(jiān)的相互作用產生(shēng)的,而不是由(yóu)任(rèn)何外界(jiè)因素控製或主導所(suǒ)致,這是一個減熵有序化的過程;介尺度範疇(chóu)能(néng)量N 與介尺度範疇特(tè)征X 及外來應力F、震動、噪音W、係統內耗E、被加工工件結構變形量M、時間T 之間存在以下函數:
N =Y(X,F,W ,E,M,T)
由X,F,W,E,M,T 相互作用,使得係統向自組(zǔ)織臨界(jiè)狀態發展;當係統達到這種狀態時,即使是很小的幹擾事件也可能引起係(xì)統一係列不穩定。
時間T 延長,單位時(shí)間(jiān)內係統內耗E 就會大幅降低,介尺度範疇(chóu)特征X,外來應力F、震動、噪音(yīn)W 、被加工(gōng)工(gōng)件結構變形量M 等也會同步降(jiàng)低,由上述因素決定(dìng)的介尺度範疇能量N 也會(huì)大幅降低,由N 決定的不穩定即災變就不會發生。根據實踐測試被加工工件結構變形量M 和時(shí)間T值靈敏度最高。
不穩定是多因素決定的,而且因素的影響是變化的、因素(sù)是相互(hù)轉化的,由(yóu)介(jiè)尺度範疇能量(liàng)N公式,我們可以通過改(gǎi)變介(jiè)尺度範疇特征X 值來(lái)降低外來應力F、震動、噪音W 、被加工工件結構變形量M 對介尺度範疇能量(liàng)N 的影(yǐng)響權數;同理通(tōng)過改變外來應力F 來降低介尺度範疇特征X、震動、噪音W 、被(bèi)加工(gōng)工件結構(gòu)變形量M 對介尺度範疇能量N 的影響權(quán)數(shù);同理(lǐ)通過改變被加工工件結構變形量M,來降低介尺度範疇特征X、震動、噪音W 、外來應(yīng)力F 對介尺度範疇能量(liàng)N 的影響權數;簡(jiǎn)而言之,震(zhèn)動(dòng)、噪音W 大時,通過降低震動、噪(zào)音即可(kě)以避免災變發生。
2 、係統應用
1)工件安裝為懸臂梁時,懸臂大(dà)於50mm。這反映在工件質量上,大於50mm 質量沒有保障,加工精度2絲的誤差(chà)不能保(bǎo)證,圖2為加工質量圖。
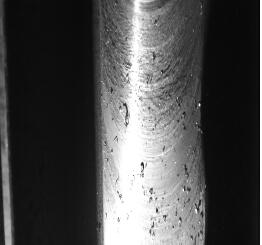
圖2 加工質量(liàng)圖
加工刀具上直徑為12mm的鍵銑刀跳動大不能使用;整個加工(gōng)過程震動噪音很大(dà);直徑為6mm的加長銑刀,加工過程中折斷2支,圖3為銑(xǐ)刀折斷圖(tú);直徑為(wéi)50mm端麵(miàn)銑刀過度磨損,見圖(tú)4端麵銑(xǐ)刀過度磨損圖。
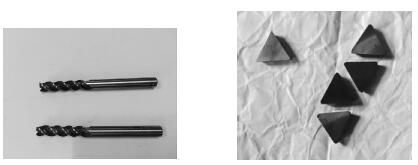
圖3 銑刀折斷圖 圖4 端麵銑刀過度磨損圖
修正調整後,當工件安裝為(wéi)懸臂梁(liáng),懸臂不大於(yú)30mm時,加工精度在2絲誤差之內;在剛度較好的條件下,直徑為6mm 的加長銑刀(dāo)工作壽命100h;直徑為50mm端麵(miàn)銑刀工作壽命為40h。工件安裝為懸臂梁時懸臂大於50mm,決定了加工工件結(jié)構變(biàn)形量M 數值較大,這樣係統極易滿足介尺度範疇,介(jiè)尺度範疇特征X 數值靈敏度(dù)較高,所以加工(gōng)過程不穩定顯現特別明(míng)顯:質(zhì)量沒有保障、銑刀折斷、端麵銑刀過度磨損圖、鍵銑刀跳動大不能使用、加工過程震動噪音大。
2)銑床平口鉗剛度對加工過程的影響評價。
如圖5所示為剛度差別較大的兩個銑床加工用銑床平口鉗,剛性較好的銑床平口鉗與較差(chà)的銑床平口(kǒu)鉗相比,工作效(xiào)率高3倍,銑刀(dāo)壽命普遍延長,加工(gōng)工件質量一致性較好。
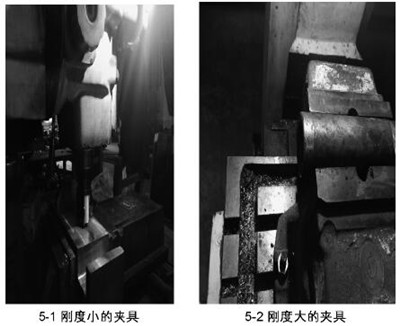
圖5 不同剛度銑(xǐ)床平(píng)口(kǒu)鉗加工質量工效比較
3、 結語
基於萬能回(huí)轉銑床平台(tái)加工工件過程中穩定性診斷(duàn)模型的建立,為安全生產、優化工裝設備、有效提高生產效率和產品質量提供了理論基礎,質量和高效(xiào)生產不矛盾,工裝設備是高效生產的有效手段,介尺度範疇(chóu)能量N 與介尺度範疇特征X 及外來應力F、震動、噪音W 、係統內耗E、被加工工(gōng)件結構變形量M、時間T 之間(jiān)存(cún)在函數:N=Y(X,F,W ,E,M,T)。不穩定是多因素決定(dìng)的(de),而且因素的影響是變化的、因素是相互轉化的,通(tōng)過(guò)因素轉化機製(zhì)可以改變某一靈敏值而(ér)達到優化和控製介尺度範疇能量N 的(de)目的,從而避免災變發生,實現(xiàn)安全高效生產。
如果您有機床(chuáng)行業、企業(yè)相關(guān)新聞稿件發(fā)表,或進行資訊合作,歡(huān)迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com

調查")
- 2024年11月 金屬切削機床產量數據
- 2024年11月(yuè) 分地區(qū)金屬切削機床產量數據(jù)
- 2024年11月 軸承出口(kǒu)情況
- 2024年11月 基本型乘(chéng)用車(轎車)產量數據
- 2024年11月 新能源汽車(chē)產量數據
- 2024年11月 新能(néng)源汽車銷(xiāo)量情況
- 2024年10月 新能源汽車產量(liàng)數據
- 2024年10月 軸承出口情況
- 2024年(nián)10月 分地區金屬切削機床產量數據(jù)
- 2024年10月 金屬切削(xuē)機床產量數(shù)據
- 2024年9月 新能源汽車銷量情況(kuàng)
- 2024年(nián)8月 新能源汽車產量數據
- 2028年8月 基本型乘(chéng)用車(轎車)產量數據
- 機械加工過程圖示
- 判斷一台加(jiā)工中心(xīn)精度的幾種辦(bàn)法(fǎ)
- 中(zhōng)走絲線切割機床的(de)發展趨勢
- 國產數控係統和數控機床何去何從(cóng)?
- 中國(guó)的技術工人都去(qù)哪裏了?
- 機械老板做了十多年,為何還是小作(zuò)坊?
- 機械(xiè)行(háng)業最新自殺性營銷,害人害己!不倒閉才
- 製造業大逃亡
- 智能時(shí)代,少談點智造,多談點製造
- 現實麵前,國人沉默。製造業的騰飛,要從機(jī)床
- 一文搞懂(dǒng)數(shù)控車床加工刀具補償功能
- 車(chē)床(chuáng)鑽孔攻螺紋加工方法及(jí)工(gōng)裝(zhuāng)設計
- 傳統鑽削與螺旋銑孔加工工藝的區別