


摘要: 為避免生產實訓中由於對刀(dāo)誤操作引起的人身安全事(shì)故(gù)及各類經濟損失的發生,依據數控(kòng)銑床結構,設計了相應的對刀提示裝置。根據(jù)裝置的應用(yòng)環境,設計了夾持機構,保證了安(ān)裝定位的(de)精確性。利用MCS51 係列單片(piàn)機的高度集成性和穩定性,為該裝置設計了電氣硬(yìng)件結構。運用C 程序語言設計了裝置控製(zhì)程序,並載入單片機內(nèi)測試運行。該裝置的應用(yòng),減少了因(yīn)數控銑床對刀操作引(yǐn)起的斷(duàn)刀(dāo)、撞刀事件,生產實訓中的安全隱患也得到了及時有(yǒu)效的消除。
關鍵詞: 數控銑床; 對刀提示裝置; 單片機
裝備製造技術是衡(héng)量一個國家綜合國力的重要標(biāo)誌,而數控機床則是裝備製造技術的基礎。隨著(zhe)我國改革發展(zhǎn)力(lì)度的(de)不斷加深,數控機床的引進、研製工作也取得了很大進展(zhǎn),大批量數控設備的應用改變了傳統加工模式,大量勞(láo)動生產力獲得(dé)了解放,生產效率較以往有了質的飛躍。
數控銑床是數控設備中極其重要的典型代表。由於它(tā)在加工製造領域,尤其是模具製造行業的廣泛應用,與之相關的技(jì)能人才(cái)培養工作成為了各大企業、學校麵臨的緊要任務。而數(shù)控銑床(chuáng)對刀操作技能是每位操(cāo)作者都必須掌握的基礎技能,但因其引發的各類(lèi)事故及經濟損(sǔn)失也不計其數。研製數控銑床對刀提示裝置主要的目的就是為了降低對刀誤操作率,保證每位操(cāo)作人員的人身安全(quán),降低因(yīn)對刀(dāo)操作失(shī)誤帶來的各類經濟損失,如機床撞刀、零件報廢等。
1 、裝(zhuāng)置提示原理
超聲波在空氣中的傳播速度為344 m/s,其振動頻率高於人類的聽覺20 000 Hz 0-29(次方)。當其傳播過程中接觸到障(zhàng)礙物即會以相同的速度反(fǎn)射回發射處。將(jiāng)聲波接收時間t1與聲波發射時(shí)間t2之差(chà)乘以波(bō)速的一半即可得(dé)被測距離L。該裝置就是利用超聲(shēng)波(bō)的這一原理測得對刀過程中刀具相(xiàng)距工件(jiàn)的(de)距離。具體計算公式如(rú)下:
通(tōng)過程序設(shè)定,當(dāng)刀具由機床(chuáng)手動方式(shì)進給至距離工件7 ~ 8 cm 時,黃色提示燈亮,此時當采取手輪方式(shì)( 倍率100) 移動刀具。當刀具繼續移動至距離(lí)工件3 ~ 4 cm 時,紅色(sè)燈亮,此時手輪倍率應調至10倍。當刀具移動至距離(lí)工件小於(yú)3 cm 時,兩燈均滅,此時手(shǒu)輪(lún)倍率開關可調整至1 倍或不調整( 根據精度需求決定) 。
2 、夾持機構設計
該裝(zhuāng)置的夾持機(jī)構由(yóu)連杆、壓緊旋鈕、萬向節、磁體組成。連杆2 與磁體1 固定連接,連杆3 相對連杆2 做上下移動(dòng)和轉動,並由旋鈕4 壓緊。連杆5 相對連杆3 做橫向(xiàng)移動,以調節裝置與刀具的間隔距離。連(lián)杆6 與連杆5 采用球(qiú)頭(tóu)萬向連接,以保證(zhèng)裝置定位的準確性。夾持機構示意圖如圖1 所示。

圖1 夾(jiá)持機構示意圖
3、 提示裝置硬件設計
3. 1 超聲波發射電路設計
由單片(piàn)機產生的超聲(shēng)波信號驅動能力較弱,需經過一個(gè)信號放大電路才能驅動發射裝置 ]。采用74HC04 非門電路將信號(hào)放大。具體電路如圖2 所示。
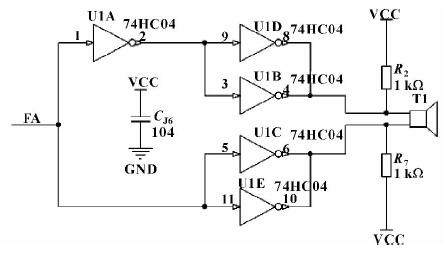
圖2 發射(shè)電路
3 . 2 超聲波接收電路設計
超聲波接收電路采用集(jí)成電路設計,其(qí)芯片選用CX20106A,利用該集成電路接收信(xìn)號的增益效果更為明(míng)顯,且抗幹擾(rǎo)能(néng)力也較高。具體電路如圖3所示。
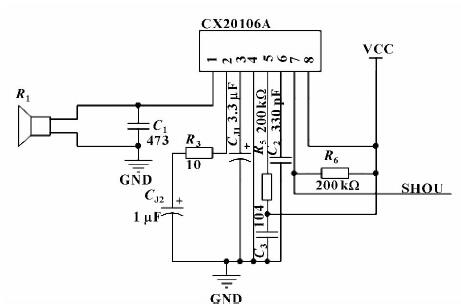
圖(tú)3 接收電路
3. 3 主控(kòng)製(zhì)係統設計
該裝置主控係統擬采(cǎi)用STC11F04E 單片(piàn)機 。它將有效控製以下核心模塊(kuài): ( 1) 時鍾計數模塊;( 2) 超(chāo)聲發送接收模塊(kuài); ( 3) 距離提示模塊。具體設計如(rú)圖4 所示。
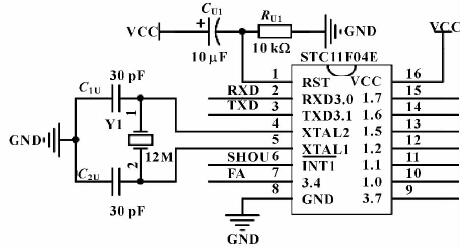
圖4 控製(zhì)係統
4 、提示裝置軟件設計
對刀提示裝(zhuāng)置采用單片機STC11F04E 設計,主要(yào)完成以下功(gōng)能: ( 1) 上電(diàn)複位; ( 2) 超聲波發送和接(jiē)收; ( 3) 測量距離計算; ( 4) 比較判定反(fǎn)饋; ( 5) 提示裝置工作[9 - 10]。提示係(xì)統程序流程圖見圖5。
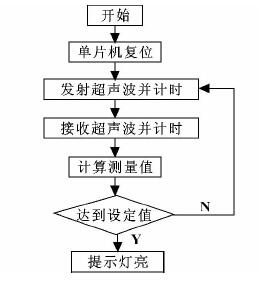
圖5 提(tí)示係統程序流程圖
5 、裝置應(yīng)用情況討論
根據上(shàng)述設計方案,項(xiàng)目組著手試製對刀提示(shì)裝置樣機,樣(yàng)機電氣部分如圖6 所示。
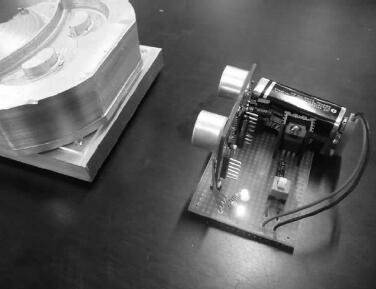
圖6 樣(yàng)機電氣實物(wù)圖
將試製完成的對刀提示裝置應(yīng)用於校內生產實訓後,因對刀誤操作引(yǐn)發的撞(zhuàng)刀事故明顯降低,具體見表1。
表1 對刀(dāo)誤操(cāo)作事故統計表
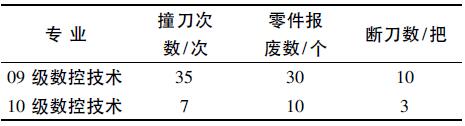
由表1 可知,使(shǐ)用提示裝置後撞刀次數減少了80%。
6 、結論
利用超(chāo)聲波測距原理研製的數控銑床對刀提(tí)示裝置精(jīng)度可達0. 1 mm,最小測距可達1 cm,完全滿足工作要(yào)求。該裝置的應用(yòng)可有效降低加工事故的發生,在保障操作人員安全的同時,也降低了刀具、零件的損耗,減少了相關經濟損(sǔn)失。
如果您有機(jī)床(chuáng)行業(yè)、企業相關新聞稿件發表,或進行資訊合(hé)作(zuò),歡迎聯係本網編輯部, 郵(yóu)箱:skjcsc@vip.sina.com

調查")
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分(fèn)地區金屬切削機床產量數據
- 2024年11月 軸承出(chū)口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新(xīn)能源汽車產量(liàng)數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量(liàng)數據
- 2024年10月 軸承出口情況
- 2024年10月(yuè) 分地區金屬切削(xuē)機(jī)床產量數據(jù)
- 2024年10月 金(jīn)屬切(qiē)削機床產量數據
- 2024年9月 新能(néng)源汽車銷量情況
- 2024年8月 新能源汽車產量數(shù)據
- 2028年(nián)8月 基本型乘(chéng)用(yòng)車(轎車(chē))產量數據
- 機(jī)械(xiè)加工過程圖示
- 判斷一台加工中心精度(dù)的幾種辦(bàn)法
- 中走(zǒu)絲線切割機床的發展趨(qū)勢
- 國產(chǎn)數控係統和數控機床何去何從(cóng)?
- 中(zhōng)國的技術工人都去(qù)哪裏了?
- 機械老板做了十多年(nián),為何還是(shì)小作(zuò)坊?
- 機械行(háng)業最新自殺性營銷,害人害己!不倒閉才
- 製造業大逃亡(wáng)
- 智能時代,少(shǎo)談點智造,多談(tán)點製(zhì)造
- 現實麵前,國人沉默。製造業的騰(téng)飛,要從機床
- 一文搞懂數控車床加工刀具補償(cháng)功能
- 車床鑽孔攻螺紋加工方法及工裝設計
- 傳統鑽削(xuē)與螺旋銑孔加工工藝的區別