


基於UG的車銑複合加工中心模板配置(zhì)研究與開(kāi)發
2016-10-17 來源:山西機電職(zhí)業技術學 作者:馬海傑(jié)1,李(lǐ)粉霞2,楊興隆3
摘要:以雙通道雙主軸(zhóu)九軸五聯動車銑複合加工中心為例,針對其在應用UG NX軟件進行CAM自動編程(chéng)過程中,加工方法(fǎ)創建時(shí)的重複操作問題(tí),重點對該機床(chuáng)加工模板的配置(zhì)進行了(le)研究和開發。該研究成果(guǒ)對同類(lèi)機床的自動編程模板設置提供了思路,並為該機床的後(hòu)續CAM配置(zhì)和係統變量設置奠定了基礎。
關鍵詞:車銑複合加工中心;數(shù)控編程;加工模板;後處理
引言
隨著現代(dài)製造技(jì)術發展的日新月異,普(pǔ)通數控機床的加工已(yǐ)經(jīng)遠(yuǎn)遠不能滿足現代高精度(dù)產品發展的(de)需要,數控加工技術正向著製(zhì)造精密化、工藝複合化、控製多軸化(huà)的趨勢發展,對數控機床的(de)發展提出日益(yì)嚴格的要求,多軸車銑複合(hé)加工中心的出現大大提高了數控加(jiā)工的效率和製造自動化的(de)水平,但傳統(tǒng)的數字化製造工(gōng)藝和編程技術已(yǐ)經(jīng)很難適應車銑複合化加工的(de)要(yào)求(qiú)。本文以雙通道雙主軸車銑合加工中心為例,通過對UGNX軟件的後置程序的二次開發,實(shí)現自動編程加工後(hòu)處理設置加工模板的一體化。這樣(yàng)不僅節省數控程序編(biān)製時間,減少(shǎo)數控程序的錯誤(wù),而且在提高數控程序的編製效率和程序質量的同時,提高產(chǎn)品的生產效率和產品質量(liàng)[1]。
1.加工模板配置過程研究
1.1關鍵概念介紹
車銑複(fù)合機床不僅能夠實現基本車削加工(gōng),同時也可以(yǐ)在一次裝夾中實現多坐標銑削加工的複(fù)合(hé)機床,但車銑複合加工並(bìng)不是(shì)車削和銑(xǐ)削(xuē)的簡單複合(hé),而是有機的組合應用,特(tè)別是配備多主軸(zhóu)、多刀塔的車銑複合加工機床,顯著地提高了生產效率和自動化水平。但如何提高車銑複合(hé)加工的應用水平,特別是多坐標軸、多主軸(zhóu)、多刀塔(tǎ)的(de)複雜車銑加工的數控程(chéng)序編製,對保(bǎo)證生產效率至(zhì)關重要[2]。UG NX是(shì)CAD/CAM軟(ruǎn)件的典型(xíng)代表,在數控自動編程過程中發揮著引領作用,特(tè)別是對於複雜曲麵類零件、多軸加工(gōng)工件以及車(chē)銑(xǐ)複合件的自動編程顯得尤其重要。通道稱為控製單元,分為單(dān)通道(dào)和雙通道、多通道(dào)。目前(qián)最常見的是雙(shuāng)通道:指同一時間內數控係統可以同時在不同的通道運行NC程序,又(yòu)比如雙頭數控車床,可(kě)以同時運行不同(tóng)的程序進行加工(gōng)、補償。相當於兩台數控車床用一台數控係統控製,這個係統就是雙(shuāng)通道係統(tǒng)。單(dān)通道(dào)隻能運行一個數控加工程序[3|。
1.2問題的引出
在車(chē)銑複合加工過程中,特別對於雙通道(dào)雙主軸(zhóu)車銑複合的加工,每實(shí)現一次加工,都需要分(fèn)別在車、銑自(zì)動加工(gōng)模塊下對每一個造(zào)型重複建立坐標(biāo)係、程序名等設置,給自動編程加(jiā)工帶來了(le)許多繁瑣的工作。如下頁圖1所示,幾何視圖有兩個主坐標係main—spindle和couter—spinle,是為了確定(dìng)該組下的(de)程序是加(jiā)工主主軸和副主軸(zhóu)上的零件;每一個主坐標(biāo)係下又分別有三個子(zǐ)坐標係pos b、jenaral、萬方turning-workpiece。其中,分支POS—B屬於(yú)旋轉子坐標係,該分組下的程(chéng)序(xù)是定向銑程序;分支GER—NAL屬於非旋轉一般(bān)坐標係,該分組下的程序是端麵銑或變軸銑程序;分(fèn)支TURNNING—WORK—PIECE屬於車加工坐標係。
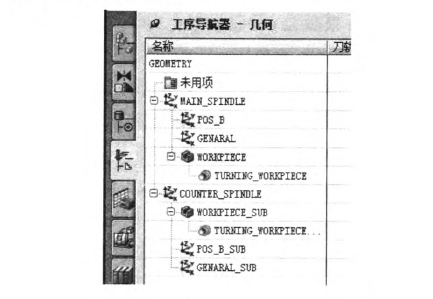
圖1 車銑複合(hé)中心坐標構(gòu)建圖
圖2程序(xù)視圖下有四個(gè)程序組spindle、turret、sub—spindle、sub—turret,這四個(gè)程序組分別(bié)代表(biǎo)一通道、二通道、一通道子程序、二(èr)通道子程序。
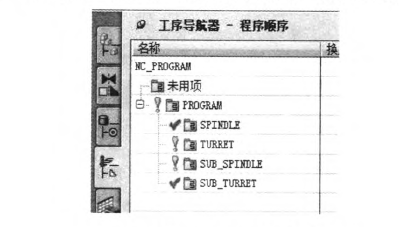
圖(tú)2 車銑複(fù)合(hé)中心程序(xù)創建圖
由圖1,圖(tú)2可知,我們在每一個造型結(jié)束進人加工後都(dōu)需要重複建立(lì)這麽多坐標(biāo)係(xì)和程序(xù)組才能充分發揮車銑中心的雙主軸雙通道功能。我(wǒ)們對UG處理設置,將所有常(cháng)見的車(chē)、銑(xǐ)加工集成於一個工序類型中如(rú)圖3所示(shì),點擊其中一種(zhǒng)操作類型,進(jìn)入相應(yīng)的後(hòu)續設置,這樣就會使加工設置變得既簡單又方便,基於以上需(xū)求,在對淮海工業集團雙通道雙主軸九(jiǔ)軸五(wǔ)聯動的車銑複合機床進行CAM後處理配置過程中(zhōng)我們進行了這一方麵的探索研究(jiū)。
1.3模板的創建步驟
在此(cǐ)我們以NX8.5為例,創建過程分別新(xīn)建一個模板文(wén)件、對模板文件內容進行一體化設置、進(jìn)行模(mó)板(bǎn)的公英製設置、對坐標係和程序組進行重新設置。

1)建立一個cxfhjg(車銑複合加工)的模板文(wén)件。進入目錄(lù)D:\Program Files\Siemens\NX8.5\MACH\resource\configuration,複製其中一個dat文件,更(gèng)名為cxfhjg。並用記事本(běn)打開後,用(yòng)當前模(mó)板文件(jiàn)名將原模板文件名覆蓋,僅修改第一行內(nèi)容即可。如圖(tú)4所示。
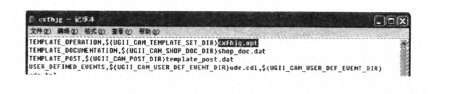
圖4 定義模板文件
2)進行模(mó)板內容設置。進(jìn)入目錄MACH\re—source\template—set文件夾,複製一個opt文件,更名為cxfhjg。新建文件內容為:
${UGII CAM TEMPLATE PART ENG—LISH—DIR}cxfhj g.prt
${UGII CAM TEMPLATE PART ENG—LISH DIR)mill planar.prt
${UGII CAM TEMPLATE PART ENG—LISH DIR}mill contour.prt
${UGII CAM TEMPLATE PART ENG—LISH DIR}mill multi—axis.prt
$f UGII CAM TEMPLATE PART ENG—LISH DIR)mill multi blade.prt
${UGII CAM TEMPLATE PART ENG—LISH DIR}drill.prt
${UGII CAM TEMPLATE PART ENG—LISH—DIR}ho}e—making.prt
${UGII CAM TEMPLATE PART ENG—I。ISH—DIR)turning.prt
${UGII CAM TEMPLATE PART ENG—LISH DIR}wire edm.Drt
${UGII CAM TEMPLATE PART ENG—LISH—DIR)probing.prt
${UGII CAM TEMPLATE PART ENG—I。ISH DIR)solid t001.prt
${UGII CAM TEMPLATE PART ENG—LISH—DIR)machining—knowledge.prt
##
${UGII CAM TEMPLATE PART MET—RIC—DIR}cxfhjg.prt
${UGII CAM TEMPLATE PART MET—RIC—DIR}mill—planar.prt
${UGII CAM TEMPLATE PART MET—RIC—DIR}mill—contour.prt
${UGII CAM TEMPLATE PART MET—RIC DIR}mill multi—axis.Drt
${UGII CAM TEMPLATE PART MET—RIC DIR}mill multi blade.Drt
${UGII CAM TEMPLATE PART MET—RIC DIR)drill.prt
$f UGII CAM TEMPLATE PART MET—RIC—DIR)hole—making.prt
${UGII CAM TEMPLATE PART MET—RIC—DIR}turning.prt
${UGII CAM TEMPLATE PART MET—RIC—DIR}wire—edm.prt
${UGII CAM TEMPLATE PART MET—RIC—DIR}probing.prt
${UGII CAM TEMPLATE PART MET—RIC DIR)s01id t001.Drt
${UGII CAM TEMPLATE PART MET—RIC—DIR}machining—knowledge.prt
## The following is for pre release testingonly
##${UGII CAM TEMPLATE PARTENGLISH DIR}cam test new.Drt
##${UGII—CAM—TEMPLATE—PART—METRIC—DIR)cam—te吼一(yī)new.prt
以上內容是將UG中幾乎所有的加工方式全部進行了加載,也就是進行了車、銑、鑽(zuàn)、多(duō)軸加工等的一體(tǐ)化模板內容集合。
3)進(jìn)行模板公、英製設置。分別進入目錄re—source\template—part\english和resource\tem—plate—part\metric文件夾中,分別複製其中一個prt文件,更(gèng)名為cxfhjg。注意如果無法複製,將文件(jiàn)屬性中的隻讀和存檔去掉即(jí)可。
4)重建坐標係和程序組。啟動UG8.5,打開新建文件,刪(shān)除所有坐標(biāo)係(xì)和程序組,重新建立圖1、2的各(gè)種坐標係、程序組,並在程序視圖下建立各種(zhǒng)常(cháng)用(yòng)的車、銑加工(分別選(xuǎn)用不同的刀(dāo)具),注意(yì)不要重複,可以沒有任何刀軌後保存文件。重新啟動,新建(jiàn)一(yī)個造型,進入加工環境,可以看到我們為該機床量身打造的加工環(huán)境畫麵,如圖所示。點(diǎn)擊“確定”就可(kě)以進行後(hòu)續加工方法的劫數設置‘5|。

各程序(xù)組之間的隸屬關係進行介紹,重點通過對其加工(gōng)模板的車、銑複合一體化設置,提高編程效率,減少出錯(cuò)機率,對類似機(jī)床的模板(bǎn)設置提供思路,並(bìng)為該機床的後(hòu)續CAM配置和係統變量設置奠定了基礎。
投稿箱:
如果您有機床行(háng)業、企業相關新聞稿件發表,或進(jìn)行資訊合作,歡迎(yíng)聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行(háng)業、企業相關新聞稿件發表,或進(jìn)行資訊合作,歡迎(yíng)聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更(gèng)多

行業數據
| 更多(duō)
- 2024年11月 金屬切削機床產(chǎn)量數據
- 2024年11月 分(fèn)地區金(jīn)屬(shǔ)切削機床產量數據(jù)
- 2024年11月 軸承出口情況
- 2024年(nián)11月(yuè) 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量(liàng)數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地(dì)區金屬(shǔ)切削機床產量數(shù)據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新(xīn)能源汽車銷量情況
- 2024年8月 新能源汽車產量(liàng)數據
- 2028年8月 基本型乘用車(轎車)產量數據
博文選萃
| 更多
- 機械加工(gōng)過程圖示
- 判斷一台加工中心精(jīng)度(dù)的幾種辦法
- 中走絲線切割機床的發展(zhǎn)趨勢
- 國(guó)產(chǎn)數控係統和數控機(jī)床何去何從(cóng)?
- 中國的技術工人都(dōu)去哪裏了?
- 機械老板做了十多(duō)年,為(wéi)何還是小作坊?
- 機械行(háng)業最新自殺性營(yíng)銷,害人害己!不(bú)倒閉才
- 製造業大逃亡
- 智能時代,少談點智(zhì)造,多談點製造
- 現實麵前,國人沉默。製造業的騰飛,要從機床
- 一文搞懂數控車床加工刀具(jù)補償功能
- 車床(chuáng)鑽孔攻螺紋加工方法(fǎ)及工裝設計
- 傳統鑽(zuàn)削與螺旋銑孔加工工藝(yì)的區別