


摘(zhāi) 要:本文詳細介紹(shào)了平麵任(rèn)意直線等距排列孔係在FANUC數控銑(xǐ)床上(shàng)利用宏程序加工的方法,體現了宏程序編寫(xiě)的過程,給出了兩種宏(hóng)程序加工方法,並對(duì)每種宏程序都做了詳細的介(jiè)紹。
關(guān)鍵詞:FANUC數控銑床;直線孔係;宏程(chéng)序
0 引言
在數控銑床的(de)生產加工中經常會遇到直線孔係的(de)加工,當孔係排(pái)列的方向與X軸或Y軸平行時,因不牽涉孔位置的複雜計算,加工者一般都會采用調用子程序的辦法進行加工,當孔係的排列位置改變時就需要調整相應的主程序和子程序,做起來相(xiàng)當麻煩。特別是當孔係的排列方向與X軸Y軸都不平行時,因為每(měi)一個孔的位置都(dōu)需要經(jīng)過計算才能得出,所以采用簡單的調用子程序(xù)已經不能完成工件的加工。經過多年的實踐,探(tàn)索出在FANUC數控銑床上用宏程(chéng)序編程加工直線孔係(xì)的方法,在實際(jì)生產加工的(de)過程中既(jì)提高了生產效率又保障了加工質量。
1 、零件分析
如圖1所(suǒ)示零件,零件材料為45#鋼,外形尺寸為120mm×120mm×12mm。
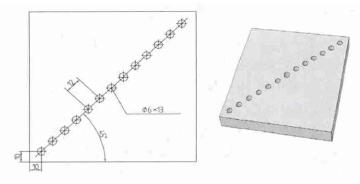
圖1 零件圖
圖1零件圖上,在(zài)與底(dǐ)邊成45º夾角的直線(xiàn)上等距分布著13個φ6的通孔(kǒng),其(qí)孔間距為12mm。在數控銑床的加工中經常會遇到該類型的零件,根據(jù)零件的不同,孔的間距和孔的排列方向(xiàng)也會有所不同,但是其共同的特征如下:
1)零(líng)件圖中所有的孔按(àn)照直線排列。
2)零件圖中所有的孔(kǒng)間距相等。
3)第(dì)一個孔的位置已確定。
4)孔排列的(de)直線與某軸線的(de)夾角已知。
2 、程序編製
宏程序(xù)的編製要考慮其通(tōng)用(yòng)性,一般來說(shuō)一個宏程序應對(duì)應一種類(lèi)型零件的加工,當零件的某些要素改變時,隻需要重新給某些變量賦值即可,這就體現了宏程序的靈活性(xìng)和適應性。針對直線孔係的加工,在編製宏程序時應(yīng)該考慮孔係排列的角度、孔(kǒng)的(de)間距和(hé)孔的數量三個要素(如圖2所示)。第一(yī)個(gè)孔的位(wèi)置(X、Y的絕對值)在主程序中指定,並在主程序中加工(gōng)。工件編程原點設置在工件左下角的上麵。把孔的數量賦給字母A(變量賦值#1),把孔間距賦給字母B(變量賦值#2),把孔(kǒng)排列直線的角度賦給C(變量賦值#3)。
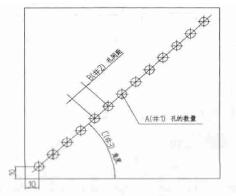
圖2 直線孔係的變量數據
O0012;(主程序)
N0010 G21; 公製(zhì)模式
N0020 G90 G00 G54 X10 Y10 S800 M03;
主軸正轉 快速定位
N0030 G43 Z25 H01 M08; 刀具長度偏置
N0040 G99 G81 R2.5 Z-15 F150; 加工第一個孔
N0050 G65 P8201 A13 B12 C45; 賦值並調用
宏程序
N0060 G90 G80 Z25 M09; 刀(dāo)具(jù)退回到工件上
方
N0070 G28 Z25 M05; 返回機床(chuáng)零點
N0080 M02; 程序結束
O8201;(宏程序)
N0010 #1=#1-1; 計數孔的個數
N0020 #4=#2*COS[#3]; 計算X軸增量(liàng)
N0030 #5=#2*SIN[#3]; 計算(suàn)Y軸增量
N0040 G91 G00 X#4 Y#5 L#1; 快速定位到下
一個(gè)孔的位置
N0050 G90 G99 G81 R2.5 Z-15 F150; 加工孔
N0060 IF[#1GT1] GOTO10; 判斷是否完成孔
加工的數量
N0070 M99; 宏程序結束(shù)
3 、程序優化
根據上麵的程序,隻要根據不同的(de)零件要(yào)求,調整(zhěng)A、B、C三個變量就可以(yǐ)加工平(píng)麵上按(àn)任意角度均勻排列的直線孔係(xì)。但是(shì)在上述程(chéng)序中(zhōng),第1個孔的加工是在主程序中完成的,從第2個孔以後的孔是在宏程(chéng)序(xù)中完成(chéng)的,孔加工指令G99 G81 R2.5 Z-15 F150在主程序和宏程序中分別出現,如(rú)果將來對(duì)孔的加工深(shēn)度值有所調整,需要分別在(zài)主(zhǔ)程序(xù)和宏程序(xù)中進行修正,給操作者帶來一定麻煩。該(gāi)程序(xù)可以進行一定的優化,將孔(kǒng)的加工完全放到宏程序中進行(háng),主程序隻(zhī)是定(dìng)位、調(diào)用賦值即可,其(qí)優化後的程序如下:
O0012;(主程序)
N0010 G21; 公製模式
N0020 G90 G00 G54 X10 Y10 S800 M03;
主軸正轉 快速定位
N0030 G43 Z25 H01 M08; 刀具長度偏置
N0040 G65 P8201 A13 B12 C45; 賦(fù)值並調用
宏程序
N0050 G90 G80 Z25 M09; 刀具退回到工件上
方(fāng)
N0060 G28 Z25 M05; 返回機床零(líng)點
N0070 M02; 程序結束
O8201;(宏程序(xù))
N0010 G90 G99 G81 R2.5 Z-15 F150; 加工孔
N0020 #1=#1-1; 計數孔的個數(shù)
N0030 #4=#2*COS[#3]; 計算X軸增量
N0040 #5=#2*SIN[#3]; 計算Y軸增量
N0050 G91 G00 X#4 Y#5; 快速定位到下一個
孔的(de)位置
N0060 IF[#1GT0] GOTO10; 判斷是否完成
孔加工的數量
N0070 M99; 宏(hóng)程序結束
4 、結束語
優化後的程序顯得更加簡潔,其靈活性也大大提高。對於該類型零件的加(jiā)工,隻需要在主程序中確定第一個孔的(de)位(wèi)置,再通過宏程序調用指令G65將孔的數量、間距以及角度(dù)傳遞給宏(hóng)程序的變量即可。該程序適用於平麵的任(rèn)意直線等距孔係(xì)的加工,當零件圖樣改變時,隻要知道A、B、C三個要素,以及第一個孔的位置就可(kě)以輕鬆的完成零件的加工,程序修改工作量小。宏程(chéng)序編程靈活性較好、適應性強,特別是對規律(lǜ)出現的零件要素的加(jiā)工,容易固化程序,提高(gāo)生產效率。
如果您有機床(chuáng)行業、企業相關新聞(wén)稿件發表,或進行資訊合作(zuò),歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com


- 2024年(nián)11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車(chē))產量數據
- 2024年(nián)11月 新能源汽車產量數據(jù)
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源(yuán)汽車產量數據
- 2024年10月 軸承出(chū)口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月(yuè) 金屬切削(xuē)機床產量數據
- 2024年(nián)9月 新能源汽車銷量情況
- 2024年8月 新能(néng)源汽車產量數(shù)據
- 2028年8月 基本型乘用車(轎車)產量數據