


基於FANUC數控係統的(de)數控銑床升級(jí)改造
2016-10-14 來源:柳州職業技術學院機電工程係 作者:王富春,陳勝裕
摘要:數控設備(bèi)的升級(jí)改造是目前(qián)我國製(zhì)造業產業升級的有效途(tú)徑之一,針對配備FANUC數控係統的立式銑床.完成刀庫的機械安裝、電路氣路設計、控製程序編寫與調試,總結了(le)設(shè)備升級改造為加工中心的方法。該立式銑床在升級改造後實現了自動換刀。提升(shēng)了加工效率,為其他傳統設備的數控化改造與升級提供了理論和實踐依據。
關鍵詞:鬥笠式刀庫(kù);FANUC數控係統;數控銑床
隨著我國產業化升級的進一(yī)步推進.數控設備的升級改造是(shì)目前我(wǒ)國製造業產業升級的有效途徑之一。數(shù)控機床經升級改造後,自動化程度得到了提升.特別(bié)是減少了二(èr)次裝夾所需(xū)的時間以及避免了該過程由於人工操作出(chū)現的誤差.從而有效的提升了加工效(xiào)率及加工精(jīng)度。對複雜零件而言,難度越高,功效提高得越多。不僅節約了(le)費用,而且可(kě)以縮短(duǎn)生產準備周期。
某工廠有兩台VMC650數控立式銑床.原裝(zhuāng)FANUC 0i—mate MC數控(kòng)係統,目(mù)前(qián)該兩台機床運行情況良好。擬升級改造為加工中(zhōng)心.提升該設備的加工效率及加(jiā)工精度。
1.升(shēng)級改造對象分析及刀庫選型
VMC650數控立式(shì)銑床采用數(shù)字交流伺服電機進行x軸、Y軸、z軸以及主軸驅動,主軸伺服電機反饋采用內置式(shì)編(biān)碼器,具備主軸定向定(dìng)位功能.可實現伺服定位與刀庫的動作配合。主軸左側(cè)具有一(yī)定大小的空間(jiān),能夠容納刀庫的安裝與工作(zuò)。
出於經濟性目的考慮.可采用鬥笠式刀庫對數控機床升(shēng)級改造為加工中心。由於該(gāi)VMC650數(shù)控立式(shì)銑床升級改造完成後(hòu)的加工(gōng)任務通常需要自動換刀的刀數一般不(bú)超過十把。在考慮刀具使用容(róng)量(liàng)擴展基礎上.所選用(yòng)的鬥笠式自動換刀(dāo)裝置型號為B130-16T.容量為16把刀。該型號刀庫結構簡單,可提(tí)供可靠快速的刀具交換方式。
2.升級改造過程
升(shēng)級改造(zào)的過程包括刀庫安裝與調試、氣路設計、電路設計、控製程序編寫、參數(shù)設置及機電聯調六個部分。
2.1鬥笠式刀庫的安裝與調試方法
2.1.1鬥笠式(shì)刀庫的安裝
鬥笠式刀庫安裝在銑床(chuáng)z軸所(suǒ)在的立柱左側(cè)麵.其安(ān)裝孔在垂直方向的定位需考慮z軸上換刀(dāo)點的(de)位置以及刀柄的長度。保證(zhèng)刀庫安裝後(hòu)的(de)換刀點與第一參考點(diǎn)之間的距離需大於刀柄的長度.避免在換刀過程中刀套(tào)與刀(dāo)柄發生碰(pèng)撞(zhuàng)。考慮到(dào)刀庫安裝位置在調試(shì)過程中需要進行調整.安裝孔設計為水平方向較長的腰形(xíng)孔.並在上下端以(yǐ)及側麵采用調(diào)整墊塊對刀庫實現安裝定位調試。刀庫安裝示意圖如圖1所示(shì):
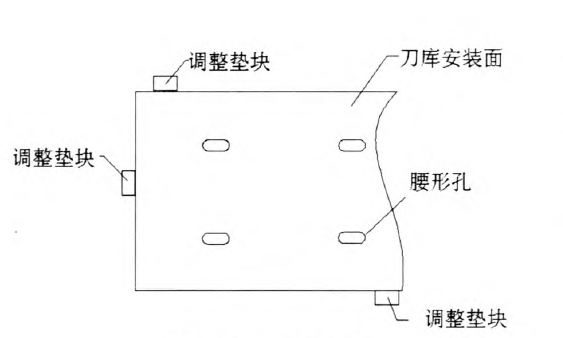
圖1 刀庫(kù)安裝示霞圖
2.1.2鬥笠式刀庫的(de)定位檢測與調(diào)試(shì):
檢測刀盤平麵(miàn)與x—v平麵的平(píng)行度。采用百分表分別沿x軸(zhóu)和v軸方向打表,要求平行(háng)度小於0.30mm/全寬,如超(chāo)過此數值,則通過調整墊塊調整刀庫支架與刀庫.使得刀盤平(píng)麵與X—v平麵的平行度符合要求。
對刀點的檢測,采用(yòng)分體式對刀裝置,將主軸上移到z向最高點(diǎn)後.將分體刀(dāo)柄的上體錐柄部分裝入主軸(zhóu)孔內並拉緊.同時在刀盤(pán)的刀套內裝入分體(tǐ)刀柄的下部分。手動將刀庫移到換刀位置,手動操作機床z軸下(xià)移主軸箱,保證分體刀柄的上體錐柄部與刀套上分體刀柄的下(xià)體之間的間隙約為2mm。使用調整墊塊調整刀庫在(zài)x和v向的位置。同(tóng)時用(yòng)分體刀柄的中間(jiān)軸檢驗分體刀柄的上下兩體的中心是否重合。上下兩體中心重合意味著刀套與(yǔ)主軸的換刀點重合,調(diào)整完畢。
2.2氣路設計(jì)、
在刀(dāo)庫工作過程中.需要借(jiè)助(zhù)氣(qì)動回路實現控製的刀庫動作有刀庫(kù)的左(zuǒ)右移動、拉刀機構的下壓鬆刀,其氣動控製回路圖如圖2所示(shì)。
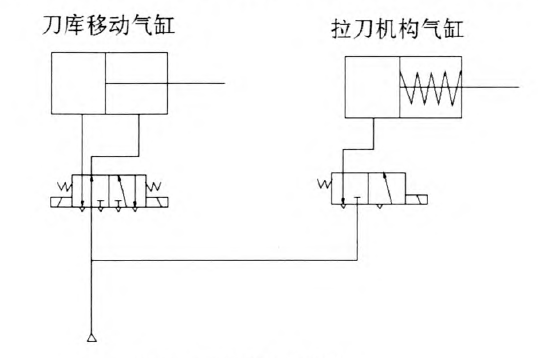
圖2刀庫氣動回路圖
2.3電氣(qì)設計
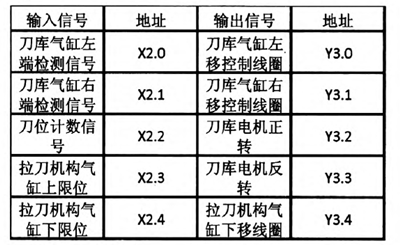
刀庫(kù)換刀過(guò)程是由刀庫氣缸的(de)移動、刀庫電機(jī)的正反(fǎn)方向轉動、拉刀機構(gòu)氣缸的上(shàng)下運動以及z軸的移(yí)動配合完成(chéng)的.該過程通過宏程序進行協調配合。其中,刀庫氣(qì)缸、刀庫電機、拉刀機構氣缸的控製由PMC實現。刀(dāo)庫氣缸與拉刀機構氣缸的控製(zhì)線圈直接連接到IO板上的空閑繼電器.刀庫電機采用三(sān)項異步電動機正反(fǎn)轉控製電路.接觸器的(de)線圈連接到Io板上(shàng)的空閑繼電器。
通過查詢VMC650數控立式銑床的PMC地址使用情況發(fā)現,輸入字節X2、輸(shū)出字節Y3在之前的程序中沒有被占用.因此可用作(zuò)刀庫換刀的信號地址。刀庫地址分配表如下表1所不。
表(biǎo)1 刀庫地址分配表
2.4控製程序編(biān)製
整個換刀過程(chéng)的控製是由PMC程(chéng)序和數控係統的換刀宏程序相互(hù)配合來完成的。刀庫的旋轉、伸出和縮回及主軸的(de)鬆刀和緊刀都由PMC應用程序來控製.而(ér)PMC控製命令的獲得以及z軸(zhóu)的上下移動控製是由換刀(dāo)宏(hóng)程序來(lái)統籌完成(chéng)的。換刀宏程(chéng)序根據刀庫的(de)典型控製方案(àn)而(ér)設(shè)計為(wéi):
09001
NIlF【#1000EQl】GOT019(TCODE=
SPTOOL)T代碼等於主軸刀號.換刀結束(shù)
N2#199=#4003(G90/G91MODLE)
N3#198=#4006(G20/21MODLE)保(bǎo)留之
前的模態信息
N4IF[#1002EQl】GOT07(SPTOOL 20)
如果主軸刀(dāo)號為0.則直接抓刀
N5G21G91G30P2zoMl9(回(huí)第二參考點。
M19定向,準備換刀)
N6GOT08
N7G21G91G2820M19(回第一參考點。
M19定向.準備抓刀)
N8M50刀庫準備好(使能)
N9M52刀庫向右(靠近主軸)
N10M53鬆刀吹氣
N11G91G2820回第一參考點
N12IF【#1001EQl】GOT015(TCODE=0)
如果指令T0.則無需抓刀
N13M54刀盤旋轉
N14G91G30P220第二參考點
N15M55刀(dāo)具卡緊
N16M56刀盤向(xiàng)左(遠離主軸)
N17M51旋轉(zhuǎn)結束
N18G≠≠199G≠≠198恢複模態
N19M99
2.5參數設置
安裝調試好刀庫本(běn)體以及編寫好控(kòng)製程序(xù)後。需要對係統進行參數設置。由參數激活係統部(bù)分功能用以配合刀庫工作.保證(zhèng)刀庫正(zhèng)確流暢(chàng)的運行。
2.5.1第一參考點作為換刀過程(chéng)中z軸退刀位(wèi)置.其設置通(tōng)過修改參數1815#4來實現。
2.5.2第一換刀點的設置過程為:下移主軸箱.使分體刀柄的上(shàng)體錐柄部的下體(tǐ)之間的間隙為0.15—0.25ram之間。(用塞尺(chǐ)測量),記錄(lù)此時z軸的(de)機械坐標(biāo)記錄到FANUC參數(shù)號1241.當此位(wèi)置的z軸坐標(biāo)值在一107n109mm之間則調整參考點柵格偏移參數內數值.此參數單位為0.001。FANUC係統的參數號(hào)為(wéi)1850。
2.5.3 在換刀過程中.必須保證主軸實現定向以保證(zhèng)與刀庫進行配合.主軸(zhóu)定向參數由4031與4077配合設置完成。
2.5.4在參數6071中(zhōng)輸入6.設置執行M6換刀指令後.係統自動(dòng)調用名稱為09001的換刀宏程序執行換刀動作。
2.6 調試
2.6.1 在不安裝刀柄的情況下測試換刀動作.切換到MDI方式,輸入M06 TXX。執行程序單段。分別觀(guān)察還刀、取刀以及換刀三種刀庫(kù)動作流程。確認動作流程無誤後,取消單段運行。觀察刀庫(kù)的連續動作流程,確保動作流程正確(què)。
2.6.2 安裝刀柄。輸入M06 TXX,執行(háng)程序單段,分別觀察還刀、取刀(dāo)以(yǐ)及換刀三(sān)種刀庫動作流程。確認動作流程(chéng)無(wú)幹涉後.取消單段運行。觀察(chá)刀庫的連續動作流程。確保動作流(liú)程(chéng)正(zhèng)確且(qiě)無幹涉。如果刀柄在導套和(hé)主軸切換過程中出現不順暢,使用對刀裝置(zhì)。重(chóng)新設(shè)置第二參考點,直至換刀過程流暢為(wéi)止。
3.結(jié)束語(yǔ)
采用鬥笠式刀庫(kù)將VMC650數控(kòng)立式銑床升級改造為立(lì)式加工(gōng)中心.該兩套設備經過一段時(shí)間的生產使用後.未發(fā)生換刀動作錯亂(luàn)的問題,整體功能運行正常,產品質量有所提升,生產效率(lǜ)得到顯著提高。同時為企業節(jiē)省了大量的設備成本.也為其他傳統設備的數(shù)控化改造升級提(tí)供了理論和實踐(jiàn)依據。
投稿箱:
如果您有機床行業、企業相關新聞稿件發(fā)表,或進行資訊(xùn)合作(zuò),歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發(fā)表,或進行資訊(xùn)合作(zuò),歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視(shì)點
| 更多

行業數據
| 更多(duō)
- 2024年11月 金屬切削機床產量數據(jù)
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(chē)(轎車)產量數(shù)據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能(néng)源汽車銷量情況
- 2024年10月 新能源汽車產(chǎn)量數據
- 2024年10月(yuè) 軸承出口情況
- 2024年10月 分地區金屬(shǔ)切削機床產量數據
- 2024年10月 金屬(shǔ)切削機床產量數(shù)據
- 2024年9月(yuè) 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據(jù)
- 2028年(nián)8月 基本型乘用車(轎車)產量數據
博文選萃
| 更多
- 機(jī)械(xiè)加工過程圖示
- 判斷一台加工中心精度的幾(jǐ)種(zhǒng)辦法
- 中走絲(sī)線(xiàn)切割機床的發展趨勢
- 國產數控係統和數控機床何去何(hé)從?
- 中國的技術工人都去哪裏了?
- 機械老(lǎo)板做了十多年,為何還是小作坊?
- 機械行業最新自殺性營銷,害人害己!不倒閉才(cái)
- 製造(zào)業大逃亡(wáng)
- 智能時代,少談點智(zhì)造,多談點製造
- 現實麵前,國人沉默。製造業的騰飛,要從機床
- 一(yī)文搞(gǎo)懂數控車床加工刀(dāo)具補償(cháng)功能
- 車床鑽孔攻螺紋加(jiā)工方法及工(gōng)裝設計
- 傳統鑽削(xuē)與螺(luó)旋銑孔加工工藝的區別