


摘 要:以(yǐ)普通連杆頸銑床為研究對象,通過對機床主要結(jié)構和運動形式的探究以及對機床工作過程和控(kòng)製要求(qiú)的分析,采用PLC控製係統的設(shè)計方法,選擇(zé)合適的PLC與變頻器,進行係統軟硬件設計,列出了PLC的I/O地址分配表,繪製了電氣接線圖和自動(dòng)工作流程圖(tú),編寫了PLC控製程序的梯形圖並(bìng)調試,再結合液壓傳動係統(tǒng),完成了整個電氣控製係統設(shè)計。采用PLC控製係統,使機床的性能和穩定性得到很大的提(tí)升,也便於維護和技術升級。
關鍵詞:PLC;變頻調速;控製係統(tǒng);液壓傳動
銑床是用銑刀(dāo)對(duì)工件進行銑削加工的機床,多用來銑(xǐ)削各種平麵、溝槽、輪齒、螺紋、花鍵軸(zhóu)以及比較複雜的型麵,在機械製造和維修工廠廣泛應用。XL-4型曲軸連杆頸(jǐng)銑床廣泛適用於汽車、拖拉機和內(nèi)燃機曲軸的連杆(gǎn)的粗加工。主要(yào)用於加工曲(qǔ)軸的連(lián)杆頸(jǐng)外圓(yuán)、台階(jiē)及R弧和扇麵。隨著科學技術的進(jìn)步和(hé)機械(xiè)生產現代化要求的不斷提高,人們對普通銑床的認識進一(yī)步深(shēn)化,電氣控(kòng)製係統也(yě)逐步趨於完善,各(gè)種新(xīn)技術、新工藝逐步應用於機械製造生產中。
XL4連杆頸(jǐng)曲軸(zhóu)銑床采用2組刀盤同時對曲軸的同相位的2個軸頸成(chéng)型加工。刀盤采用可轉(zhuǎn)位硬質(zhì)合金銑刀,刀盤的尺寸按照曲軸(zhóu)的開檔設計,同時對軸(zhóu)頸平(píng)衡(héng)塊側(cè)麵、台(tái)階、R弧、軸頸外圓一次(cì)成型銑削(xuē),夾具采用偏心夾緊方式,兩個(gè)動力頭(tóu)裝在(zài)同一個滑台上,每個動力頭帶1個刀盤,一次工進到位後,滑台鎖緊,夾具(jù)旋轉一圈,完成了一個曲軸的銑削加工。
采用PLC與變頻器相結合的控(kòng)製方案對原(yuán)有繼電器和(hé)接觸器控製係統進(jìn)行替代,可提(tí)高機(jī)床的性能和(hé)抗幹擾能力;便於維護和技術升級;節省資金,改造機床同購置新機床相比一般可節省60%左右的費用;性能穩定可靠,因原機床各基礎件經過長期時效,幾乎不會產(chǎn)生應力(lì)變形而影響精度。
1 、機床(chuáng)的控製要求(qiú)
機床要求具有手動和自動兩種操作(zuò)方式(shì)。機床的(de)液壓動力滑台通過液壓傳動(dòng)係統進行(háng)物理調速,便於(yú)頻繁地換向工作,滑台快進、工進、快退、夾具、相(xiàng)位、頂尖等均由液壓係統傳動裝置與電氣控製係統相配合。機床頭架電機的4種運行速度由(yóu)變頻器控製。
1.1 手(shǒu)動操作
把“狀態”按(àn)鈕鑰匙置於“手動”狀態機床即為手動操作狀(zhuàng)態(tài)。按下“滑(huá)台(tái)快進(jìn)”或“滑台工進”或“滑台快退”按鈕可單獨使滑台前(qián)進或後退(tuì)。轉動“刀盤啟動”按鈕可使刀盤(pán)電機(jī)單獨啟動。按下“頭(tóu)架低速”或“頭架高速”或“頭架反(fǎn)轉”按鈕可使頭架電機轉動,每次換速或換向前必須(xū)按下(xià)“頭架(jià)停止”按(àn)鈕。按下“回油泵啟動(dòng)”按鈕可使回油泵單獨啟動。按下“滑台潤滑(huá)”按鈕可使滑台、頭架傳動箱等(děng)用油機械部分得到潤滑。
1.2 自動操作
在(zài)自動狀態(tài)下,當滑台回到原位,頭架停在原位,頂尖(jiān)、相位、夾具(jù)處於鬆開或縮回狀態,且原位
燈亮時,把“狀態”按鈕鑰匙置於“自動”狀(zhuàng)態,按下“自動啟(qǐ)動”按鈕,整個機床按程序自動完(wán)成加工(gōng),而且加工完工(gōng)件後,機床會自動回到原位狀態。
1.3 聯鎖(suǒ)與保護
為了保證電力拖(tuō)動(dòng)控製係統中電(diàn)動機各種電器組件和(hé)控製電路能正(zhèng)常運行,消除可能出現的有(yǒu)害因素(sù),並在出(chū)現電氣故障時(shí),盡可能使故障縮(suō)小到最小範圍,以保障人身和設備安全(quán),必須設置聯鎖和保護環(huán)節。
無論在手動(dòng)還是自動狀態下(xià),夾具、頂尖和相位(wèi)不夾緊和頂緊,滑台就不能前進;且頭(tóu)架不(bú)在原位和(hé)滑台不在(zài)後退位置時,夾具(jù)、相位、頂尖都不(bú)能鬆開或縮回。刀盤電機的Y-△降壓啟動不僅在電氣程序中有聯鎖保護(hù),在接觸器上也要做相應的機械互鎖。頭架的4種運行速度都在電氣程序中做必要的(de)聯鎖保護。機床還應設置電動機過熱保護和刀(dāo)盤電機短路保護。當故障指示燈亮,刀盤(pán)和(hé)頭架電機立即停止工作,滑台快速退回原位,油泵停止(zhǐ)工作。
2 、係統(tǒng)設計
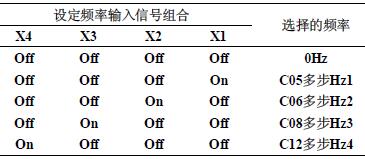
設計選用(yòng)歐姆龍公司的CP1E-N40DR-A型PLC加上一個CP1W-40EDR擴展單元。變頻器選擇三菱電機的FR700係列(liè)。該變頻器的“R、S、T”接三相電(diàn)源(yuán),“U、V、W”接(jiē)被控製的三相異步電動機。“X1、X2、X3、X4”為頻率編碼輸入,分別連接到PLC的(de)102.04、102.05、102.06、102.07輸出端口。使X1、X2、X3中有某一個接通時,FWD接通,由(yóu)變頻器拖動的電(diàn)動機正轉(zhuǎn);X4接通時(shí),REV接通(tōng),電機反轉。
變頻器設置為外部控製模式,采用(yòng)多步頻率設定值的方(fāng)法,在C05~C19項中輸入目標頻率值,由X4、X3、X2、X1的四位二進製組合來(lái)確(què)定選擇C05~C19中的(de)某個值。變頻(pín)器的其他參數采用默認值。具體頻率(lǜ)輸入編碼,如表1所示。根據機床的工作流程和控製要求,繪製的工作流程圖並編(biān)寫相應的梯形圖程序,完成調試運行。工作流程如圖(tú)1所示。

圖1 工作流(liú)程圖
表1 多段頻率編碼表
如果您有機床行業、企業相關(guān)新聞稿件(jiàn)發表,或進行資(zī)訊合作,歡迎聯係本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
金馬")

- 2024年11月 金屬切削機床產量數據
- 2024年(nián)11月 分地(dì)區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車(chē))產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況(kuàng)
- 2024年10月 新(xīn)能源汽車產量數據(jù)
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月(yuè) 新能源汽車產量數據
- 2028年8月 基本(běn)型乘(chéng)用車(轎車)產量數據(jù)