


摘要: 本文通過對工件定位以及裝夾等知(zhī)識的介紹, 使廣大讀者了(le)解詳細的對到(dào)前準備工作, 以此(cǐ)為基拙通過(guò)結(jié)合具(jù)體零件, 深入(rù)研究了探討了數控(kòng)數(shù)控銑床實用對刀技術的原理以及方法, 並對其在實際生產中的應(yīng)用進行了探索。
關鍵詞: 數控銑床 對刀 應用
一(yī)、通過對零件的分析,詳細的探討(tǎo)對刀方法
數控銑床(chuáng)通常選擇相對精密的平口(kǒu)鉗, 因此在實(shí)際操作中需要運用(yòng)百分表進行矯正, 矯正的(de)步驟如下:第一步用固定環(huán)將帶有百分表的彎杆緊緊的壓在(zài)刀軸上也(yě)可以使(shǐ)用(yòng)磁性表座將百分表吸附在懸梁或者垂直導軌上, 操作者利用虎(hǔ)鉗的固(gù)定鉗口與百分表測量頭(tóu)進行接觸。
第二步利用(yòng)手動移動工作台,並依據實際情況對虎鉗位置進行調整,確(què)保百分表上指針擺動差值控製在有效的範圍內。一般情況下,根(gēn)據工件的實際高度, 可以將平口鉗鉗放人準墊塊後, 進行工件放人, 工件的放置(zhì)要求為基(jī)準麵朝(cháo)下並且需(xū)要緊緊靠住墊鐵麵, 工作完成後確保平口鉗擰緊。
對刀流程包括x、y向對刀以及向對刀。對刀是否精準直接會對(duì)加工的精度造成影響。因此在實際工作中必須依據零件(jiàn)加工精(jīng)度進行(háng)科學的選(xuǎn)擇。
依據筆者多年的工作經驗,對(duì)刀方法(fǎ)可以依據對刀工具的差異,分(fèn)為以下幾種(zhǒng):
1.選擇試切對刀方(fāng)法(fǎ)。2.利用塞尺、標(biāo)準芯棒以及塊規進行對刀。3.利用尋邊器、偏心棒以及軸設定器為主的(de)對刀法。4.頂尖對刀法。5.通過百(bǎi)分表或者千分表進行對刀(dāo)。6.利用專門的對刀工具進行對刀。除此之外, 由於對刀點的不同和計算(suàn)方法的差異, 還可以分為單邊對刀、轉移對刀、雙(shuāng)邊對刀以及(jí)的不同, 又可分為單邊對刀、雙邊對刀、轉(zhuǎn)移間接對刀法和“分中對零”對刀法。以毛坯尺寸為95mm*70mm*20mm的鋁塊為例(lì), 可以選(xuǎn)擇第三種對刀方法進(jìn)行對刀。
二、對刀技術在實際(jì)生產(chǎn)中的應用
(一)、工件再(zài)x、丫向的對刀工作
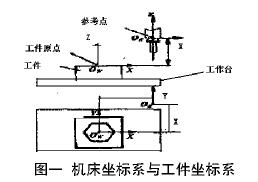
1、首先利用夾具(jù)將工件準確固定在工作台上, 需要注意(yì)的是裝夾過程中, 要(yào)保證工件的四個側麵都必(bì)須(xū)提(tí)前預留出對刀的空間。為保障尋邊器分離棒飛出引發不必要的事故, 進(jìn)行主軸起動時,2、要保障(zhàng)速旋轉控製在(zài)500r/MIN以下,並(bìng)及時的移動工作台以及主軸位置,保障尋邊器以及主軸能夠相對安全的位置內, 完成工作(zuò)後對速度進行降低直至靠(kào)近工件左(zuǒ)側。3、操作人員應當在接近工件時使用微調操, 尋邊器接觸到工件的坐標值應(yīng)當及時的記錄, 例如X:248.849等。4、沿z軸的正方向進行退刀, 這個(gè)時候機床會記錄出(chū)一定的坐標值(zhí), 然而(ér)這實際上是將主軸作為中心, 因為具體操作中, 尋邊器不可避免的(de)要以(yǐ)工件接觸, 它與主軸中心是存在一定差異的(de), 因此(cǐ)尋邊器的中(zhōng)心坐標應當為(wéi)主軸(zhóu)中心的(de)值再加上5, 以此類推, y軸坐標也需要相應的加上5, 機床坐標係與(yǔ)工件坐(zuò)標係如圖(tú)一所示。
(二)工件在向的對刀工作
對刀工作往往涉及到多個刀具, 因此建(jiàn)議使用間接對(duì)刀的操作。具體流(liú)程如(rú)下:1.z向對刀器進行矯正,確保(bǎo)正式對刀工作之前, 指針必須歸零。2.對於第一把加工的(de)刀具, 首先將刀具安裝在機(jī)床上,確保主軸處於靜止狀態(tài)。3.將(jiāng)對刀(dāo)器(qì)放置在工(gōng)件上的表麵。4.將模式調至手輪模式, 選擇手搖移動的方法將工作台放置在最(zuì)合適的位置, 將主軸逐步向下移動, 將刀(dāo)的底(dǐ)端壓在對刀器的頂部, 此時表盤指針開支轉動,確保在一圈的範圍中, 指針指向(xiàng)零處, 將此時的向坐標值進行標記。並將數值輸(shū)人刀具補正代處,需要注意的是, 進行(háng)向坐標值輸人時, 需要將向對刀器的高度50mm加上,並將所得數值輸人刀具補正代(dài)碼HOI中,第一個對(duì)刀(dāo)工(gōng)序完成後便可采用同(tóng)樣的方法依次進行對刀。
三、結論
在實(shí)際工作中,使用(yòng)尋邊器、偏(piān)心棒和Z軸設定器為主的對刀法是最普遍(biàn)的對刀方法之一,該種對刀(dāo)方法在數控銑床使(shǐ)用中擁有較高工作效率(lǜ)、對刀的精(jīng)準度以及零件加工精度都可以被有效保障等優點, 然而在具(jù)體操作過程中需要注(zhù)意的是(shì), 操作人員在具(jù)體工作中必須十分小合,確保鋼球部位與工件保持在輕(qīng)微接觸的水平,盡可(kě)能的將誤差控製到最小(xiǎo), 這樣(yàng)才能保障工作的(de)高質量開展, 除(chú)此之外正式進行對刀之前, 操作人員還(hái)需要對刀麵(miàn)提前進行相(xiàng)關的精度加工,保障實際工作中定位基準麵能夠將表麵(miàn)的(de)粗(cū)糙度控製在一定範圍(wéi)內。
如果您有機床行業、企(qǐ)業(yè)相(xiàng)關新聞稿件發表,或進行資訊合作(zuò),歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com


- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金(jīn)屬切削機床產量數據
- 2024年11月 軸承出口(kǒu)情況(kuàng)
- 2024年11月 基本型(xíng)乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情(qíng)況
- 2024年10月 新能源汽車產(chǎn)量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切(qiē)削機床產量數據
- 2024年10月 金屬切削機床產(chǎn)量數據
- 2024年9月 新(xīn)能源汽車銷量情況
- 2024年8月(yuè) 新能源汽車產量數據(jù)
- 2028年8月 基本型(xíng)乘用(yòng)車(轎車)產量數據