


在航空航天、汽車、家電及其他需要高強(qiáng)度鋼種等具備無縫接頭的行業對閃光對焊的需求日益增長。在此工業過程中,同時(shí)也需要更高(gāo)準確度(dù)和控製時間。作為俄亥俄州揚斯敦(dūn)焊接和金屬連接技術的OEM的Taylor-Winfield技術公司與(yǔ)力士樂經銷商Hydrotech公司(俄亥俄州辛辛那提)共(gòng)同設計一(yī)種(zhǒng)使用運動控製器和液壓驅動裝置(zhì)的技術(shù),以滿足此類需求(qiú),同時更經濟。
Taylor-Winfield認為,技術創新一直在提高焊接作業的生(shēng)產力和質量。在(zài)閃光對焊中尤其(qí)如此,其使用電阻加熱兩片金屬(shǔ)片的端部,並將其一(yī)並鍛造成連續的線圈(quān)、輪輞、棒條體、帶鋸葉片(piàn)和其他需要在母材強度(dù)上(shàng)具備無(wú)縫接(jiē)頭(tóu)的形狀。
使用早期(qī)機(jī)床時,兩(liǎng)個工件之間的距離是在閃光焊(hàn)過程中由手動控製。操作員可撥入合適的電流,則凸輪將控製運動壓(yā)板的速度(dù),將工件拖拽在一起。然而,如今先進(jìn)的高強度鋼(AHSS)產品(pǐn)需要(yào)比手動控製提供更好的準確性和控製時間,分別到數千(qiān)分之一英寸(cùn)和數毫秒。取而代之的是,通過自動化(huà)進行精確控製(zhì)將(jiāng)工件正好以正確速度和溫度(dù)移動到一起,製造出牢固均勻的焊縫(féng)。
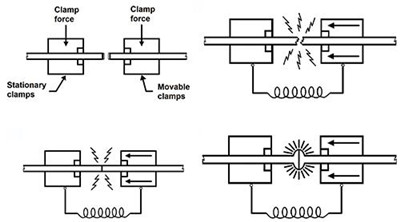
閃光對焊是一個具備兩(liǎng)個階段的過程。第(dì)一個階段是“閃光”階段,在兩個由大約1/4in(取決於材料)的小間隙分開的兩個工件上應(yīng)用(yòng)電流。由於兩個工件被放在了一起,電(diàn)弧穿過接觸麵,端部的溫度從600~900°F不(bú)等(děng)。
圖(tú)1通過結合力士(shì)樂IndraMotion MLC L45運動邏輯(jí)控製器和力士樂液壓裝(zhuāng)置,Taylor-Winfield開(kāi)發了一種(zhǒng)結合先進高強度鋼的焊接解決方案,可擴展、精確且價格實惠,並且適應不同的應用
第二(èr)個階段是被稱為“擾亂階段”,端部達到材料(liào)所需溫度(dù)即開始。一個運動和一個靜止壓(yā)板共同推動兩個工件,利用足夠的力量使得端部(bù)鍛造在一起。此動作對材料進行“擾亂”,迫使多餘材(cái)料和雜質從接縫的頂部和底(dǐ)部排出。其後此類材料通過(guò)切邊過程移除,以得到母材厚度。
由於閃光對焊過程將不(bú)規則部分和雜質移除,其可順(shùn)利地接合各(gè)種材料,包括窄而厚(hòu)的形狀、寬而薄的金屬板以及黑色金屬和有色金屬材料。順利進行閃光對焊的關鍵在於精確控製兩(liǎng)個工件的運(yùn)動壓板和電流。

圖2 通過液壓裝置的使用,“強製凍結”的閃光焊過程解決方案可按比例縮放至任何尺寸(cùn)的應用,而無(wú)需調整控製器
一種解決方法(fǎ)是將凸輪換成電動伺服傳動裝置,使用多個可編程邏輯控製器控製此過程,但問題(tí)是機床過於昂貴而無法得到廣泛適應性。取(qǔ)而代之的是,Taylor-Winfield決定僅使用一(yī)個力士樂IndraMotion MLC L45運(yùn)動邏(luó)輯控製器,在閉(bì)環自動化(huà)係統中(zhōng)操作成比例的力士樂液壓伺服閥,並結合其專利(lì)的“強製凍結”焊(hàn)接(jiē)過程(chéng)。此解決方法將工件移動到一起,且具備精確的準確度和時間控製,可適應各種應用,是一種結合先進高強度鋼的經濟方法。
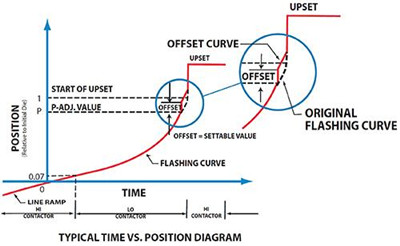
開始焊接過程,操(cāo)作員應加載一個(gè)說明(míng)兩個工件之間有關時間和位(wèi)置的對數關係的(de)焊(hàn)接(jiē)曲線到(dào)控製器中。然後,可使用力士樂(lè)觸(chù)屏IndraControl VPP 40人機界麵(HMI)選擇合適的焊接時間表,並為特殊的的材料(liào)修改焊接曲線。在閃(shǎn)光階段,移動工(gōng)件的(de)位置急(jí)劇加速,以產生1000000psi(1psi=0.0068Mpa)不(bú)等的力用於將(jiāng)工件鍛造在一起。
IndraMotion MLC控製器通過封閉的中心回線從傳感器接收位置信號,並通過激活力士樂液壓動力裝置啟動位置變化。力士(shì)樂4WRPH比例方向閥激活線性定位氣缸,將含有移動工件的的壓板向固定(dìng)工件移動。整個焊接時間持續2~30s,時間(jiān)長短取決於材料。

在(zài)閃光焊中(zhōng),移動壓板的(de)平穩加速是精確鍛(duàn)造工件的(de)必要條件,壓板不應凍結在(zài)位置(zhì)上。然(rán)而,Taylor-Winfield的強製凍結過程特(tè)意地(dì)在閃光循環中(zhōng)使得運動壓板線性前進。例±如,工件在2ms內偏移了50μm。在偏移期間,焦耳加熱急劇增加,類似在標準凍結出現的時候,這便是其被稱為強製凍結的原因。壓板運動(dòng)恢(huī)複到(dào)焊接循環的“擾(rǎo)亂”階段(duàn)完成此過程,且補償加熱提高了焊接質量。
Taylor-Winfield與Hydrotech公司共同(tóng)開發控(kòng)製器的事件驅動的運動控製輪廓。此MLC控製器裝有Flex輪廓,一款來自博世力士(shì)樂的運動編程平台,其適應基於分段式凸輪技術,為電動和液壓運動控(kòng)製任務簡化定義(yì)運動節段。
Hydrotech認為(wéi)使用IndraMotion MCL的好處之一是液壓傳動和伺服驅動的編程完全一樣。Flex Profile功能提供對象定義,使得對傳統凸(tū)輪的模型,及其相關基於時間表(biǎo)的(de)事件驅(qū)動模型(xíng)的凸輪表得以轉化。Hydrotech與博世(shì)力(lì)士樂專(zhuān)家共同為(wéi)強製凍結過程中所使用的液壓裝置(zhì)創建運動(dòng)輪(lún)廓。
Taylor-Winfield表明(míng),具備力士(shì)樂液壓元件的液(yè)壓平台的IndraMotion MLC的集成使其(qí)能達到其閃光對焊應用所需準確度和精確度。此(cǐ)外(wài),強製凍結閃(shǎn)光對焊過程可在(zài)新機器(qì)上實現,可加入到現有的閃(shǎn)光焊接機上作為控製升級。另外,利用(yòng)液壓裝置,解決(jué)方(fāng)案可按比例縮放至任何尺寸的應用,而不用調整控製器。
轉自:MM《現代製造》
如果您有機床行(háng)業、企業相關新聞稿(gǎo)件發表,或進行資訊合作,歡迎聯係本網編(biān)輯(jí)部, 郵箱:skjcsc@vip.sina.com

牌調查")
- 2024年11月 金屬切削機床(chuáng)產量數據
- 2024年11月 分地區金屬切削機(jī)床產量數據(jù)
- 2024年11月 軸承出口(kǒu)情況
- 2024年11月 基本型(xíng)乘用車(轎車)產量數據
- 2024年11月 新能源(yuán)汽車產(chǎn)量數據
- 2024年11月 新能源汽(qì)車銷量情況
- 2024年10月(yuè) 新能源汽車產量數據
- 2024年10月 軸承出口(kǒu)情況
- 2024年10月 分地區金屬切(qiē)削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新(xīn)能源汽車(chē)銷量情況
- 2024年8月(yuè) 新能源(yuán)汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量(liàng)數據(jù)