


[ 摘(zhāi)要] 根據超聲波機床加工蜂窩芯的基本原理及切削方式,在雙麵膠帶固持技術的基礎上,提出了一種(zhǒng)高效、經濟的芳綸紙蜂(fēng)窩固持方法,極大(dà)地提高了(le)固持效率,降低了成本。建立(lì)了機床功率、真空壓力、切削參數以及刀具參數與最小薄膜麵積之間的(de)解析表達式,根據機床參數求解可選用新型固持方案的最小薄膜麵積。
關(guān)鍵詞(cí):蜂窩芯 超(chāo)聲波 雙麵膠帶 固持
芳綸紙(Nomex)蜂(fēng)窩芯(圖(tú)1)材料因其比強度高、比剛度大、抗衝擊、抗疲勞(láo)、耐腐蝕、吸能強、絕緣性能好和能透電磁波等一係列特性而廣泛應用於航空航天領域。由於蜂窩芯的橫向結構不連續,剛度極小,而軸向則有很強的剛度,故其主要承受(shòu)軸向載荷。蜂窩芯在帶給航(háng)空航天產品諸(zhū)多(duō)優(yōu)良性能的同時也因其加工的特殊(shū)性帶來了新的難題(tí),尤其是加工過程中的固持技術,一直是製約其(qí)高效加工的瓶頸之一。
近年來,隨著蜂窩芯材料在航空航天領域的大量使用,其固持技術已(yǐ)成為相關學者和(hé)工程技術人(rén)員研究的熱點,傳統的蜂窩芯加工(gōng)的固(gù)持(chí)方法主要(yào)有以下幾種(zhǒng)[1-3] 。
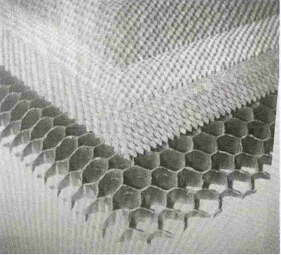
圖1 蜂窩芯結構
雙麵膠帶固持法:通過一麵粘在夾具上,另一麵粘在工件上的雙麵粘結帶實現對工件(jiàn)的固定(dìng),如(rú)圖2 所示。這是(shì)目(mù)前芳綸紙蜂窩(wō)固持的主要方法(fǎ),在(zài)國內主要航空(kōng)企(qǐ)業中廣泛使用,這種方法固(gù)持力小,不適合切削深度大(dà)及切(qiē)削力大的零件,但基本能滿足(zú)芳綸紙蜂窩的加工要(yào)求。
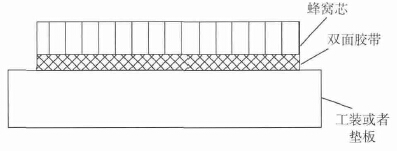
圖2 雙麵膠帶固持示意圖
該固持方(fāng)法的主要缺(quē)點是加工(gōng)準備時(shí)間較長,因(yīn)為膠帶(dài)都是標(biāo)準(zhǔn)尺寸的,在零件較大時需要粘貼多塊膠帶,膠帶與膠帶之間既不能重疊,也不能留縫隙,否則會導致加工誤(wù)差(chà)或者固持(chí)不牢;另外(wài),粘貼膠帶前需要用酒精等有機溶劑清洗零件,加工完以後還需要用(yòng)酒精等有機溶劑去除膠帶,這樣零(líng)件加工的準備時間往往是加工時間的數倍,大(dà)大(dà)降低(dī)了零件的加(jiā)工(gōng)效率。同時,清洗用的酒精等有機溶劑(jì)易揮發,造成車間的環境(jìng)汙染;再次,膠帶是一次性使用的消耗品,增加了零件的製造費用。
隔膜(mó)固持法:用塑料膠片或用玻璃纖維增強塑料製成的隔膜粘在切削麵(miàn)的對稱麵上,再利用抽真空和雙麵粘結帶加以固定,加工完成之後將隔膜去掉。這(zhè)種方法固定很牢靠,可進行大(dà)力切削,適合各類蜂窩芯(xīn)的加工固持,缺點和雙麵膠帶固持方法基本相同,且加工前的準(zhǔn)備時間更長。相變固持法(fǎ):這種方(fāng)法是(shì)利用聚乙二醇加(jiā)熱(70~90℃)熔(róng)化後冷卻固化的特性來(lái)實現對工(gōng)件(jiàn)的固(gù)定(dìng)。這種固持方法相對前兩種加工準備時(shí)間稍短(duǎn),但對於金屬(shǔ)蜂窩芯(xīn)而言,加工過程中產生(shēng)的切削熱會使聚乙二(èr)醇熔(róng)化而導致工(gōng)件脫落。同樣(yàng),零件加工完以後需要用有機溶劑清洗零件。
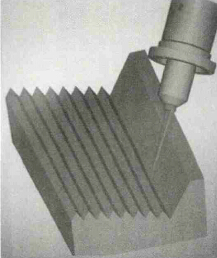
圖3 V型切削
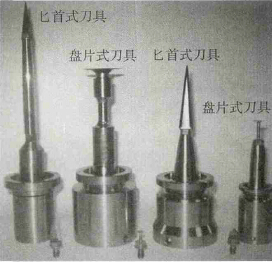
圖(tú)4 不(bú)同刀具
磁性鐵粉固持法:針對上述(shù)固持方法存在的不足,浙江大學柯映林等提出了(le)一種基(jī)於磁場(chǎng)和摩擦(cā)吸附原理的新夾(jiá)持方法。該方法利用灌入蜂窩芯中鐵粉的(de)自重以及外加磁場對鐵粉的吸引力,在鐵粉與蜂(fēng)窩側壁之間以及(jí)蜂窩芯與夾具平台之間(jiān)產生可以控製的摩擦力,利用摩擦力(lì)的作用達到在高速加工過程(chéng)中對紙基蜂窩零件的夾持。柯映(yìng)林等於2007 年還利用有限元模擬試驗建立了加工(gōng)誤差、銑(xǐ)削力、固持工(gōng)藝(yì)參數之間的關係模型,並對固持工藝參數進行優化分析,提高了加工精度。截至目前,柯映林提出的固持方法具有較高的理論(lùn)水平,同時大大縮短(duǎn)了加工準備時(shí)間,提高(gāo)了(le)加工精度,並且加工後鐵粉易清除,減少了操作(zuò)者的勞動,在批量生產中具有較好的推廣前景。但是該固持方法需要製造一套專(zhuān)用的磁(cí)性設備,且其設備中(zhōng)諸如電流強度、鐵粉用量等也需要(yào)一定的專(zhuān)業知識,尤其是針對不同尺(chǐ)寸的零件,這些參(cān)數的合理使用需要專業人士(shì)才(cái)能確定,不利於在普通(tōng)操作者之間大力推廣。
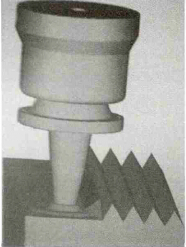
圖5 盤片式切削
1 、基於(yú)超聲波機床(chuáng)加工蜂窩芯的固持技(jì)術
超聲波機床是通過超聲波發生器產生超聲振蕩波,經換能器轉換成超聲機械振動來切削零件(jiàn)的一種機械(xiè)加工設備(bèi)。其(qí)切削方式與傳統的機床有較大(dà)的差異,固持(chí)技術也因此而有所不(bú)同(tóng)。
1.1 超聲波(bō)機床的切削方式
目前,基於超聲波機床加工芳綸紙蜂(fēng)窩的切(qiē)削方式及對應的刀具主要有兩種[4-5] :V 型切削方式和盤片式切削方式。
V 型切削方式如圖3 所示(shì),是機(jī)床的主軸不旋轉(zhuǎn),通過刀具(jù)沿主軸方(fāng)向的振動來切割零件(jiàn),對應的(de)刀具為匕首式刀具,如圖4 所示。盤片式旋轉切削方式如圖5 所示,是刀具沿法向振動的同時B 軸旋轉,通過很小的振幅(約0.02~0.04mm)去除餘(yú)量。
1.2 高效、經濟的(de)芳綸紙蜂窩芯固持(chí)方法本文通過對蜂窩加工工藝方法及固持方法的仔細分析和研(yán)究,結合超聲波機床的特(tè)點(diǎn),提出了一種高效、經濟的芳(fāng)綸紙蜂窩芯(xīn)的固持方法。該方法在雙麵膠(jiāo)固持方法的(de)基礎上做了一些(xiē)改進。
當蜂窩零件總體麵積較(jiào)小時,仍使用雙麵膠帶,為增大固持力,加工的同(tóng)時開啟真空吸附便可實現蜂窩零件的穩定(dìng)固(gù)持。
當蜂窩芯總體麵積相對較大時,加工(gōng)區域仍然采用(yòng)雙麵膠連接零件與(yǔ)工(gōng)作台,零件非加工區(qū)域則在零件的上表麵鋪一層薄膜,通過真空的吸附力來完成對零件(jiàn)的(de)固(gù)持(chí),如圖6、圖(tú)7 所示。
因此,蜂窩芯零件的固持方法主要取決於蜂窩芯零件的麵積大小。當蜂窩芯麵積較大時,由(yóu)於加工部分所占的比例相對較小,零件主要依靠真空吸附薄膜的壓(yā)力形成的摩擦力來固持。下(xià)麵計算可采用新型固持方案的蜂窩芯臨界麵積,為保證固持的(de)可靠性,忽略雙麵膠帶的(de)固(gù)持作用。
假設超聲(shēng)波機床的功率為P,真空平台的壓強為p,所鋪薄膜的麵積為A,當采用匕首(shǒu)刀(dāo)具加工時,其進給速度為f1,當(dāng)采用盤片刀具加工時,主軸的轉速(sù)為n,盤片刀(dāo)具的半徑為R,蜂窩芯材料與真空平台(tái)間的靜摩擦因(yīn)數為μ。
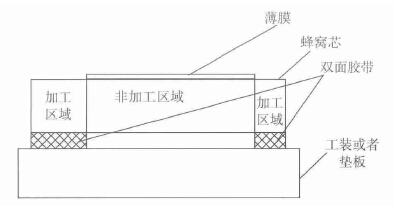
圖6 新的固持方法(fǎ)示意圖

圖7 新(xīn)的固(gù)持方法實物圖
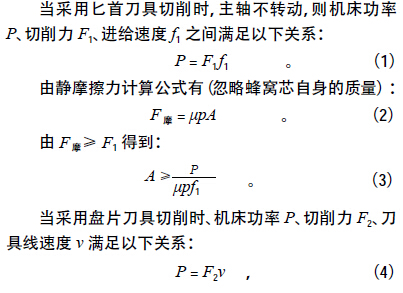
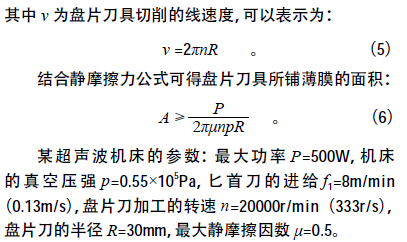
當采用匕首式刀具(jù)加工時,薄膜麵積為:
為驗證薄(báo)膜麵積的臨界值,選取了40mm×50mm、40mm×40mm、40mm×30mm、40mm×20mm 4 塊尺寸不同的(de)薄膜進行(háng)了(le)試驗。將薄膜覆蓋後用匕首刀(dāo)具進行切削,發現40mm×50mm、40mm×40mm 的薄膜(mó)覆(fù)蓋後(hòu)均能(néng)實現穩定的固持;40mm×30mm 的薄膜覆蓋後在加工(gōng)過程中發生了少許移動,40mm×20mm 的薄膜在加工過程中持續(xù)移動,試驗結果驗證了薄膜臨界麵積計算的正確性。
事實上,不同材料的(de)摩擦因數(shù)的差異,機(jī)床主軸功率的使用率,以(yǐ)及切削力平麵的分(fèn)量都會影響(xiǎng)薄膜的臨(lín)界值,其精確計算還需更進一步的探討和(hé)研究。
相對於前麵介紹的幾種固持方法,該方法具有以下幾個方麵的優勢:
(1)由於隻需在(zài)加工區域粘貼雙麵膠帶,加工前(qián)的準備時間大大縮短。使用結果表明,使用薄膜(mó)代替大部分(fèn)雙麵膠帶,加工前的準備時間隻有全部使用雙麵(miàn)膠帶加工準備時間的(de)1/4~1/2。
(2)由於粘(zhān)貼(tiē)區域麵積小,幾乎很少出現一塊雙麵膠帶不夠用的情況,這(zhè)樣就大大減少了膠(jiāo)帶與膠帶(dài)之間的對接部分,減(jiǎn)少了零件(jiàn)加工過程中的質量隱患.
(3)零件的加工成本大大降低。芳綸紙蜂窩芯固持所用的雙麵(miàn)膠帶(dài)都是進口的,價格昂貴,采取薄膜(mó)代替大(dà)部分雙麵膠帶以後,極大地節約了成本。
(4)由於(yú)清洗零件的區域大大減少,操作者的勞動強度降(jiàng)低,同時由於酒精等有機(jī)溶(róng)劑用量的明顯減少,車間的工作環境得到極大改善。
(5)操作簡便,不需要太多專業知(zhī)識,普通(tōng)操作(zuò)者可以快捷便利的操作,有利於大力推廣應用。
2、 結論
(1)本文(wén)介紹了蜂窩芯加工過(guò)程中幾種常用的固持方法並分析了其優缺點(diǎn),包括雙麵膠帶(dài)固持方法、隔膜固持法、相變固持法。
(2)根據超聲波機床加工(gōng)蜂窩芯的切削原理和加工方式,在(zài)雙麵膠帶(dài)固持法的基礎上,提出了一種(zhǒng)高效、經濟的固持方法(fǎ),該方法在蜂窩芯加工區(qū)域的非加工麵仍然使用雙麵膠帶粘結蜂窩芯與墊板,非加工區域上表麵直接(jiē)覆蓋一層薄(báo)膜,利用真(zhēn)空(kōng)的吸附力來固持蜂窩芯。較其他固持方法,該方法能極大地提高固持效率,節約成(chéng)本。
(3)建立了機床功率、真空壓力、切削參數以及刀具參數與最小薄膜麵積之間的解析表達式,根(gēn)據具體(tǐ)的機床參數求解最小薄膜麵積,並據(jù)此來判斷蜂窩芯零件是否可選用新型的固持方案。
如果您有機床行業、企業相關新(xīn)聞(wén)稿件發表,或進行資訊(xùn)合作,歡迎聯(lián)係本網編輯部, 郵箱:skjcsc@vip.sina.com
馬")

- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產(chǎn)量數據
- 2024年(nián)11月 軸承出(chū)口情況
- 2024年11月 基本型乘用(yòng)車(轎車)產量(liàng)數據
- 2024年11月 新能(néng)源汽車產量數(shù)據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽(qì)車產量數據
- 2024年10月(yuè) 軸承出口情況
- 2024年10月 分地區金(jīn)屬切削機床產量數據
- 2024年10月 金屬切削(xuē)機床產量數據
- 2024年9月 新能源(yuán)汽車(chē)銷量情況
- 2024年8月 新能(néng)源汽車產量數據
- 2028年8月(yuè) 基本(běn)型乘用車(轎車)產(chǎn)量數據
- 機械加工(gōng)過程圖(tú)示
- 判斷一台加工中心精度的幾種辦法
- 中走絲線(xiàn)切(qiē)割機(jī)床的(de)發展(zhǎn)趨勢
- 國產(chǎn)數控係統和數控機床何去何(hé)從?
- 中國的技(jì)術工人都去(qù)哪裏了?
- 機械老板(bǎn)做了十多年,為何還是小作坊(fāng)?
- 機械行業最新(xīn)自殺性營銷,害人害己(jǐ)!不倒閉才
- 製造業大逃亡
- 智(zhì)能(néng)時代(dài),少談點智造,多談點製造
- 現實麵前,國(guó)人沉默。製造業的騰飛(fēi),要從機床
- 一文搞懂數(shù)控車床加工刀具補償功能
- 車床鑽孔攻螺紋加工方法及工裝設計
- 傳統鑽削(xuē)與螺(luó)旋銑孔加工工藝的區別