


激光加工作(zuò)為一(yī)種先進(jìn)的材料切割手段,已經越來越為鈑金生產者所接受。隨著計算機控製技術和(hé)光學技術的不斷進步,人們(men)對(duì)於其加工(gōng)能力的(de)期待也越(yuè)來越高,這種(zhǒng)期待不僅僅是對能夠切,更是對切(qiē)得好和切得快的期(qī)待。而能給予回答(dá)的(de)當然(rán)離不開加工機(jī)的性能,同時被加工材料優(yōu)劣也直接影響(xiǎng)回答的效果。
激光加工起(qǐ)步較早的歐(ōu)美和日本,在上世紀80年代開始由激光加工(gōng)機生產廠商對鋼材生產提出了具體的質量要求,從而有了區別於普通鋼材但(dàn)價格偏高的激光(guāng)專用(yòng)鋼材。而隨著激光加工成為主要的切割(gē)手段被接受後,25mm以下普(pǔ)通鋼板就以激光專業材料作為標準材料了。然而,由於(yú)中國的發展太快,鋼材生產來不及適應,就有了中國鋼(gāng)材與進口鋼(gāng)材之分。其主(zhǔ)要區別在於鋼材中雜質含量和對鋼材表麵(miàn)的處理以及運輸保管(guǎn)等一係列原因,造成了中國板材切割難的現狀。
當今中國的粗鋼產量不僅是世界第一,更是(shì)超過了全球產量的50%,發展中國家甚(shèn)至一些像澳洲韓國等發達國家為(wéi)節約成本也在大量使用中國(guó)板材,因此與其期待中國(guó)鋼材來適(shì)應激光切割不如研究(jiū)和提出能(néng)夠優質地加工劣質材料的方法(fǎ)和提案。本文提出其中的一些思考以拋磚(zhuān)引(yǐn)玉(yù)。
【在(zài)中厚(hòu)板加工中遇(yù)到(dào)的問題】
1. 碳鋼厚板穿孔問題
在厚板加(jiā)工中穿孔時間占很大比重,各激光廠(chǎng)商紛紛開發了快速穿孔(kǒng)的技術(shù),較為有代(dài)表性的是高能穿孔(炸(zhà)孔),這種方法的優點是速度快(1秒,以t16mm為例—以下相同),但缺陷是不僅影響對小(xiǎo)形狀的加工,穿孔(kǒng)時注入的巨大能量使板材溫度升高進而影響接下來的整體切割(gē)過程。而用小功率脈衝進行穿孔的話,時間就很長(12秒),會導致切割的效率(lǜ)下降和單位成本的提高。
2. 切割(gē)麵品質問題
圖1.和圖2.示出了加工中厚板時經常(cháng)會遇見的切割斷麵,這樣的切割不僅成品質(zhì)量受到質疑,還會伴隨著過燒和嚴重(chóng)的粘渣出(chū)現,以致體現不出高(gāo)價的激(jī)光加工機區別於(yú)其他切割手段的價(jià)值。
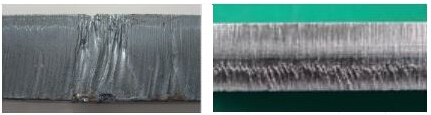
圖1.碳鋼切割麵圖2.不鏽鋼切割麵
3. 整板加工穩定性問題
在對國產(chǎn)鋼材的整板加工中,經常會(huì)出現局(jú)部區域加(jiā)工不良的現(xiàn)象。這種現象有時(shí)很(hěn)隨機,即使在加工機狀態良(liáng)好的情況下也會出現。為了處理局部故障品而大大地影響了整個工作(zuò)進度,這裏對此不明原因的加工失敗也給出(chū)一些筆者的分(fèn)析和對(duì)策(cè)提案。
【針對上述問(wèn)題的解決方案(àn)】
1. 高(gāo)峰穿孔(HPP)方案
顧名思義就是利用占空比小的高峰值脈衝激光,輔以噴射在材料表麵(miàn)上的不燃油以(yǐ)清除開孔邊緣附著物,控製脈(mò)衝的合理頻率邊冷卻(què)邊穿孔。其特(tè)點是相對炸孔(kǒng)雖然時(shí)間稍長(3秒),但穿出的孔徑小(約φ4mm)且開孔邊緣無附著物以及入熱較低,便於接下來的正常切割加工,相比普通穿孔則效率提(tí)高了4倍。圖3.示出了普通穿孔、HPP穿孔和高能穿孔的區別。
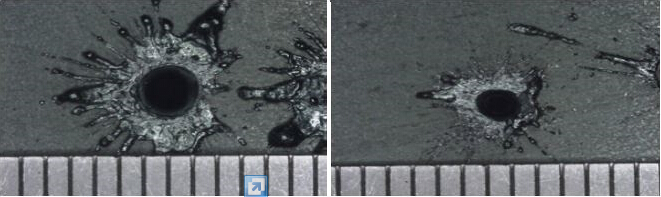
圖3.高能穿孔(kǒng)HPP穿孔
2. 切割斷麵改善(shàn)方案
對於碳鋼來說改善切割斷(duàn)麵的重要因素是控製對板材的入熱(rè)並能保證激光照射(shè)部分(fèn)的(de)充分燃燒。三菱電機(jī)開發的K-CUT加工條(tiáo)件較好的完成了這一使命。圖4.是在同(tóng)一塊國產板材(cái)上用傳統條件和K-CUT條件進行切割的效果比較。而對於不鏽鋼來說改善切割斷麵的重要因素則是光束的改良(改善焦深)與輔助氣體的有(yǒu)效利用。亮麵切(qiē)割技術就(jiù)是改善了發振器和噴嘴所得到的結(jié)果。圖5.是改善後的效(xiào)果。斷麵上(shàng)部粗糙度8μ、下部12μ堪比機械加工。

圖4.碳鋼中(zhōng)厚板K-CUT效果

圖5.不鏽鋼中厚板亮麵切割效果
3. 保證加工穩定性的(de)方案
當前為(wéi)了提高加工機(jī)的運行速度,激光(guāng)機多(duō)采用俗稱飛行光(guāng)路的結(jié)構,即(jí)材料(liào)托盤不動而加工頭在整個可加工區(qū)域內運動的形式。而為了補償(cháng)加(jiā)工頭與光源相(xiàng)對位置的變化,各廠商也盡可能保證(zhèng)光斑在加工範圍內的一致性,使用曲率可(kě)變折射鏡是普遍選擇的(de)方式。這種方法雖然結構(gòu)簡單卻會改變焦深,使在對焦深(shēn)極為(wéi)敏(mǐn)感的中厚(hòu)板切(qiē)割(gē)時會顯得力不(bú)從心(既要保持光斑(bān)不變又要保持焦深不變(biàn))。三菱電機采用的(de)等長光路方(fāng)式(在可加(jiā)工範圍內光源與加工頭之間光傳播路徑等長)可(kě)避免(miǎn)焦深變化,從而使光斑和焦深都(dōu)保(bǎo)持一致。另外對(duì)入熱的重視使板材積(jī)累的熱量得到控製,較好地(dì)解決了穩定性問題。圖(tú)6.示(shì)出了等長光路的原理及(jí)在加工區域中不(bú)同位置的加工效(xiào)果(guǒ)。
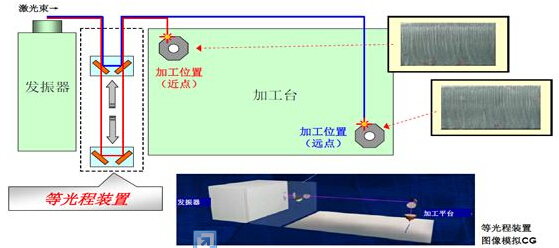
圖6.等長光路原理及(jí)效果
認真(zhēn)對待加工中出現的(de)問題,研究其產生的機理,尋找(zhǎo)結(jié)局問題的方案。三菱電機通過對傳統激光技術的一係列探索和改良,針對較(jiào)為複雜的中厚板切割開發了新的(de)技術並(bìng)將其應用到eX PLUS、RX、XL等各(gè)係列產品中(zhōng),滿足了客戶在加工國產中厚板材料(liào)中的實際需求,從而大大提高了生產效率(lǜ)。我們還將進一步努力探(tàn)索更新的技術,解決更多(duō)加工中的疑難問題,服務於廣大(dà)應用者。

ML3015eX-45CF-R PLUS
如果您有機床行業、企業相關新聞稿件發表,或(huò)進行資訊合作,歡迎聯係本網編輯(jí)部, 郵箱:skjcsc@vip.sina.com
馬")

- 2024年11月 金屬切削機床產量(liàng)數(shù)據
- 2024年11月 分地區金屬(shǔ)切削(xuē)機床產量數據
- 2024年11月 軸承出口情況
- 2024年(nián)11月 基本型乘用(yòng)車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產(chǎn)量數據
- 2024年10月(yuè) 軸承出口情況
- 2024年10月 分地區金屬切削(xuē)機(jī)床產量數據
- 2024年10月 金(jīn)屬切削機床產量數(shù)據(jù)
- 2024年(nián)9月(yuè) 新能源汽車銷量情況
- 2024年(nián)8月 新能源汽(qì)車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據
- 機械加工過程圖示(shì)
- 判斷一台加(jiā)工中心精度的幾種辦法
- 中走絲線切割機床的發展(zhǎn)趨勢
- 國產數控係統和數控機床(chuáng)何去何從?
- 中國的(de)技術工人都去哪裏(lǐ)了?
- 機械老板(bǎn)做了十多年,為何還是小作坊?
- 機械行業最新自殺(shā)性營(yíng)銷,害人害己!不(bú)倒閉才(cái)
- 製造業大逃亡
- 智能時(shí)代,少談點智造,多談點製造
- 現實麵前,國(guó)人沉默。製造業的騰(téng)飛,要從機床
- 一文搞懂數控車床加工刀具補(bǔ)償功能
- 車床(chuáng)鑽孔攻螺紋加工方法及工裝設計
- 傳統鑽削(xuē)與螺旋(xuán)銑孔加工工藝的(de)區別