


螺旋電極電火花小孔加工排屑仿真和試驗
2015-11-13 來源:數控機床(chuáng)市場網 作者:曹一龍,曹明讓(ràng),郝嶽峰,袁玉成
摘(zhāi)要: 在電火花小孔加工中,排屑困難一直是困擾加工速度的一個重要問題。通過(guò)對工具電極改進,用螺旋(xuán)電極進行(háng)電火花(huā)小孔加工,使其改變加工過程(chéng)中間隙流場的流動狀態以及電蝕產物的受力,達(dá)到增強(qiáng)小(xiǎo)孔加工過程中(zhōng)的(de)排屑能力,進而提高加工速度的目的。利用Gambit 軟件建立仿真(zhēn)模型,應用Fluent 對小孔加工過程(chéng)中排屑進行仿真,對(duì)其壓力場和速度場進行分析,研究其加工機理。在D703F 高(gāo)速電火花小(xiǎo)孔加工機床上進行了試驗研究,結果表明螺(luó)旋電極電(diàn)火(huǒ)花小孔加(jiā)工速度最大提高了20%。
自從1943 年前蘇聯學者拉紮連(lián)柯( Lazarenko) 夫婦(fù)發現放電蝕除現象後,電火花加工在之(zhī)後的70 多年裏得到了飛速的發展(zhǎn),它已廣泛(fàn)應用於生(shēng)產實踐,據相關資料介紹(shào),目前電火花加工機床已占世界機床市場的6%。電(diàn)火(huǒ)花小孔加工是電火花加工的重(chóng)要組成部分,據統計帶(dài)孔零件(jiàn)大約占據了(le)零件總數的50% ~ 80%,電火花小孔加工作為目前加工小孔的一種重(chóng)要手(shǒu)段,因其可加工任(rèn)何導電材料而不(bú)受工件材料硬度限製,非接觸式加工,對工具的剛度和強度要求較低,被加工件表麵應力變化小等優點(diǎn),在實(shí)際工業中被(bèi)廣(guǎng)泛應用。在電火花小孔加工中,加工速度(dù)一直是其研(yán)究和應用中存在的主要問題,如何提高(gāo)加工速(sù)度是我(wǒ)們不斷探(tàn)討的命題。影響電(diàn)火花小孔加工速度的因素很多,如加(jiā)工電(diàn)參數(shù)、工作液及其它加工環境等(děng)。排屑能力是影響電(diàn)火花小孔加(jiā)工速度的(de)一個重要因素,眾所周知,電火花加工的電蝕產物如果不能及時排出放電間(jiān)隙之外,將(jiāng)會導致電極短路和非正常放電,最終(zhōng)使加工速度下降,甚至不能加工。在(zài)電火花小孔加工(gōng)中,為了改善排屑條件,提高加(jiā)工效率,研究人員做了各種嚐試,如采用超聲電火花複合加工,通過超聲空化作用,提高小孔加工的排屑能力; 采用圓柱電極削邊的方法,以增(zēng)大排屑通道,達到改善排屑條件(jiàn)的目的; 還有從工作液入手,利用特(tè)殊工(gōng)作液,以減小電蝕顆(kē)粒的凝聚和沉降,進(jìn)而增強其排出性等。上海(hǎi)交(jiāo)通大學許加利等人用Fluent分別對(duì)圓柱電極和螺旋電極的底部和側(cè)麵流場進行仿真,得到了圓柱電極和螺旋電極在不同轉速下的加工速度對比,討論了電極轉速對加工速度的影響,得(dé)出螺旋電極可以提高電火花小孔加工的加工速度的(de)結論。本文研究了圓柱電極和螺旋電極間隙工作液流場(chǎng)流動狀態(tài)的區別,利用螺旋電極的方法,意在(zài)增大排屑通道的同時,使加工排出物在其排出過(guò)程中流動方(fāng)式改變,進而提高其排出性(xìng)和提高加工速(sù)度。
1 加工間(jiān)隙流(liú)場仿真(zhēn)
1.1 幾何模型
結合試驗研究中的(de)加工參數,仿(fǎng)真中工具電極外徑為3 mm 的黃銅空心圓柱電極和螺(luó)旋電極,加工深度為100mm,取放電間(jiān)隙為100 μm,設工作液(yè)為純(chún)水,溫度為25℃時,其動力黏度(dù)μ = 8. 94 × 10 - 4 Pa·s,運動粘度(dù)ν = 8. 97 ×10 - 7 m2 /s。普通圓柱電極和螺旋電極的幾何模型,如圖1所示。
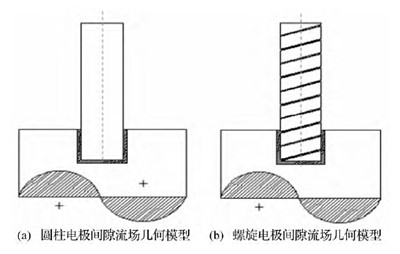
圖一:幾何模型
利用gambit 有限元軟件對(duì)圓柱狀電極和螺旋電極建立模型並進行網格劃(huá)分。如圖2 所示。
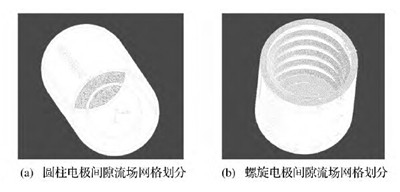
圖二:網格(gé)劃分
1. 2 理論模型
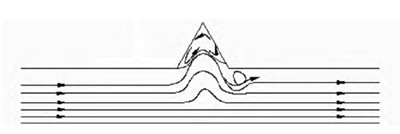
在圓柱電極內,通(tōng)過雷(léi)諾數的計算並與臨界雷諾數對比,確(què)認(rèn)側向間隙內流體運動狀態,雷諾數Re 表示為:Re = vdρμ = vdν( 1)式(shì)中: v 為流(liú)速,d 為管徑、ρ 為動力黏度,ν 為運動粘度。通過計算可知圓(yuán)柱電(diàn)極側向(xiàng)間隙內水流的雷諾數小(xiǎo)於2 000,由此可以確定,側向間隙內工作液的運動狀態為層流。在螺旋電極的間(jiān)隙流(liú)場(chǎng)內,螺紋區域邊壁變化的局部阻礙為突變,如圖3 所示。
圖三:螺紋處流體流動示意圖
當流(liú)體通過突變(biàn)的局部阻(zǔ)礙時(shí),由於慣性力處於支配地位,流動不能像邊壁那樣突然轉(zhuǎn)折,於是在邊壁突變的地方,出現主流與邊壁脫離的現象(xiàng),主流與邊壁之間形成旋渦區(qū),旋渦區內(nèi)的流體(tǐ)並不是固定不(bú)變的(de),形成的大尺度旋渦,會不斷地(dì)被主流帶走,補充進(jìn)去的流體,又會出現新的旋渦,如此周而複始。擠壓的(de)力,使(shǐ)得電蝕產物在水流壓力和螺紋麵反作(zuò)用力(lì)的共同作用下達(dá)到水平分力相對平衡的位置。由於螺紋區流體的旋渦作(zuò)用導致局部能量損失,能量損耗可由方程
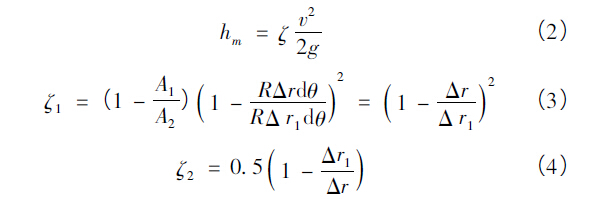
算(suàn)得:式中: hm為局部能量損失,ζ1和ζ2為管徑(jìng)變化的(de)局部阻力係數,v 為流速,A1為突(tū)變前(qián)流體截麵積,A2為突變後流體截麵(miàn)積,Δr1為螺紋最深位置與(yǔ)被加工件(jiàn)邊壁距(jù)離,Δr 為非(fēi)螺(luó)紋區域兩邊壁間隙距離(lí),R 為工具電(diàn)極半徑,由於放電間隙相對於工具電極(jí)半徑小得多,所以取近似值R≈R + Δr≈R + Δr1。能量損失使得螺紋區及其周邊(biān)流體流速降低,作用力減小,從而導致電蝕產物(wù)、尤其是團聚結構進入螺紋後橫向壓力(lì)減少,使(shǐ)其在螺紋槽內堆積,並在延螺旋線方向分力的作用下順著螺紋向上移動,這(zhè)使得放電間隙內沉積物(wù)堵(dǔ)塞(sāi)現(xiàn)象得到緩解,從而減少了排屑不暢而導致的不斷抬刀(dāo)現象,提高加工速度。
1. 3 仿真結果及分析
( 1) 圓柱電(diàn)極和(hé)螺旋電極壓力場仿真結果如圖4 所示(shì)電火花小孔(kǒng)加工底部電蝕產物堆積(jī)使其在此處團聚(jù),團聚結構會導致在排出過程中(zhōng)通道堵塞。
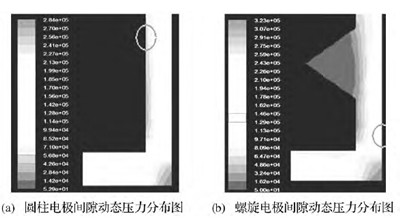
圖四:動態壓力分布圖
從圖4 可以看出,圓柱電極和螺旋電極的間隙流場內都會有一(yī)定的壓力(lì)變化,相(xiàng)對於圓柱電極(jí),螺旋電極底部邊角壓差明顯變大。而壓差作(zuò)用於電蝕產物,促使(shǐ)電蝕產物不斷(duàn)向低(dī)壓區移動,使螺旋電極底部電蝕產物堆積(jī)現象(xiàng)得到改善。螺旋電(diàn)極側向間隙區域內,螺紋槽及螺紋槽周邊範圍形(xíng)成低壓區域,使的電蝕(shí)產物趨向於螺紋槽流動,在此處形成旋渦區,電蝕產物(wù)在壓力作用下向(xiàng)螺紋槽(cáo)內(nèi)流動(dòng),並沿螺線方向向(xiàng)上移動。
( 2) 圓柱電極和(hé)螺旋電極速度場仿真結果如圖(tú)5 所示由圖(tú)5 可以明顯看出圓柱電極間(jiān)隙流場為層流,而螺旋電極螺(luó)紋槽周(zhōu)邊間隙流場為紊流。首先螺旋電極在底(dǐ)部邊角處速度更大,減少了電蝕產物在此處的堆積。而在側向間隙區域內,在(zài)螺紋(wén)槽內形(xíng)成明顯的旋渦區(qū),使得電蝕產物進入螺紋槽,並在螺紋上下麵的壓力(lì)作用(yòng)下沿螺(luó)線方向移動(dòng)。放電間隙內電蝕(shí)產物,尤其是其中的(de)團聚結構減少,進而減少了側向流場內的堵塞現象,電蝕產物的排出更通暢。
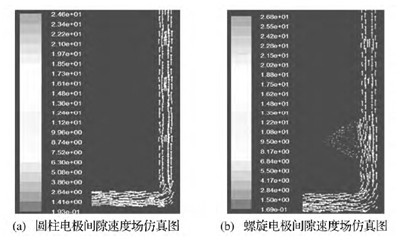
圖五:速度場仿真圖(tú)
2 實驗結果及分析
該實驗在D703F 高(gāo)速電火花小孔加工機床上進行,使用正極性加工(gōng),工作電(diàn)壓為25 V,脈衝(chōng)寬度為80 μm,被加工件為厚度10 mm 的不鏽鋼,工具電分別為Φ3 mm,Φ2. 5 mm和Φ2 mm 的中空黃銅圓柱電極和螺旋電極,螺旋電極的螺紋寬度為(wéi)0. 2 mm,深度為0. 2 mm,螺距2 mm,圖6 為實驗用(yòng)圓柱電極和螺旋電極,小孔加工工作示意(yì)圖如圖7 所示,在其它條件不變的情況下,改變加工電流得到加工(gōng)速度隨(suí)電流變化如圖8 所示。
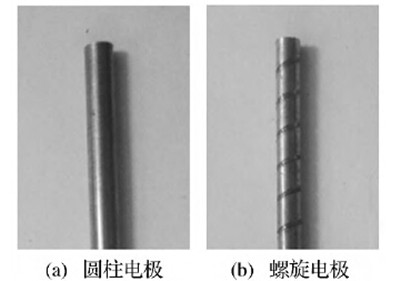
圖六(liù):試驗用圓柱電極與螺旋電極
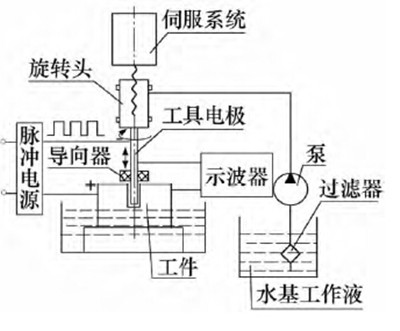
圖七:電火花小孔加工工作示(shì)意圖
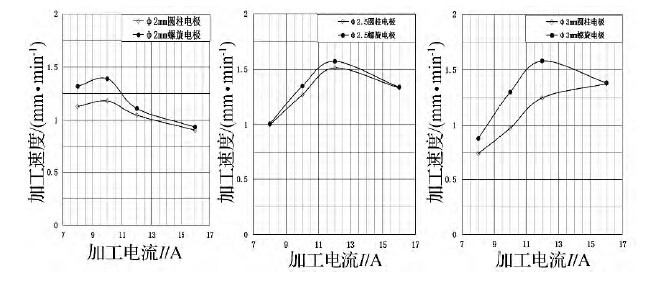
圖八(bā):不同直徑螺旋電極與圓柱電極速度對比
圖8 表明,無論是圓柱(zhù)電極還是螺旋(xuán)電極,隨著加工電流不斷增大,加工速度也增大,但速度增(zēng)大到(dào)一定程度後,隨著電流增加加工速度反而下降,其原因是隨著電蝕量的增大(dà)排屑能力達到了飽和,電蝕產物不能及時排出,從而導(dǎo)致電火花加工速(sù)度降低。橫向比較Φ3 mm,Φ2. 5 mm 和Φ2 mm三種直徑電極的試驗結果可知(zhī),隨著電極直徑的減小,排屑能力不斷減弱,最大加工速度所處加工電(diàn)流不斷變(biàn)小。圖8還表明,無論Φ3 mm,Φ2. 5 mm 和Φ2 mm 直徑的電(diàn)極,螺旋電極具有更強的排屑能力(lì),所能達到的最大加(jiā)工速(sù)度更大;並(bìng)且在(zài)達到(dào)最大加工速(sù)度前,加工速度隨著電流的增大而提高的更快。這是由於螺旋電極改變了(le)電火花小孔加工間隙流(liú)場內流體的(de)流(liú)動(dòng)狀態,使得圓柱電極間隙流場的層流變(biàn)為螺旋(xuán)電極的紊流。螺紋槽內形(xíng)成旋(xuán)渦區,使得電蝕產物(wù)進入螺紋槽,而由於流體能量(liàng)減少(shǎo),電蝕產物堆積在螺紋槽內,並在螺紋上下兩壁麵壓力(lì)下沿螺線方向(xiàng)向上排出,減少了放電間隙內加工廢液堵塞的可能(néng)性,提高了其排屑速(sù)度和最大排屑能力。而(ér)當螺旋電極排屑能力達到飽和後,螺(luó)紋槽內不(bú)能再容納更多的電蝕產物(wù),而紊流(liú)運動(dòng)使得間隙(xì)內流(liú)體能量損耗比圓(yuán)柱電極大,這導(dǎo)致了流體對電(diàn)蝕產物(wù)的(de)衝擊力減小,使得(dé)間隙內電蝕產物濃度更(gèng)容易變大,所以在加工速(sù)度達到最大(dà)後,加工速度隨著脈衝電流的增大而降低的更快。
3 結論
( 1) 通過對(duì)電火花小(xiǎo)孔加(jiā)工的fluent 仿真和實驗研究表明,使用螺旋電極改變了電火花小孔加工間隙流場內流體的(de)流動狀態,使得圓柱電極間隙流場的層流(liú)變為螺紋電極的紊流(liú)。螺紋槽內形成旋渦區,使得電蝕產物進入螺紋槽,流體能(néng)量減少,電蝕產物堆(duī)積在螺紋槽內,並在螺紋上下兩壁麵壓力(lì)下沿螺線方向向上排出,減少了放電間隙內加工廢液堵塞的可能,進而提高(gāo)加工(gōng)速度,在(zài)取得一定電參數的(de)情況下,加工速度最大可提高20%。
( 2) 由於在實際加工過程中,流體(tǐ)在螺紋(wén)槽內能量損失過(guò)於嚴重,導致其對電蝕(shí)產物(wù)的壓力(lì)減弱,使得電(diàn)蝕產物在螺紋槽內移(yí)動速度過低,並且螺紋槽內部空間較小,不足以容納過多(duō)的電蝕產物,所以導致螺旋電極對(duì)最大加工速度的(de)提高較少,且容易達到最大加(jiā)工(gōng)速度。所以(yǐ)做出下列預測:可以通過增大螺距來提高電蝕產物沿螺線方向的(de)受力,應用雙(shuāng)線螺紋或多線螺紋以增加螺紋槽密(mì)度,提(tí)高螺紋槽對間隙流(liú)場的影響,增加(jiā)螺紋寬度以提高螺紋內電蝕產物容量,進而提高加工速度。
投稿箱:
如(rú)果您有機床行業、企業相(xiàng)關新聞稿件發表,或進行資(zī)訊合作,歡迎聯係本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如(rú)果您有機床行業、企業相(xiàng)關新聞稿件發表,或進行資(zī)訊合作,歡迎聯係本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信(xìn)息

業界視點
| 更多

行業數據
| 更多(duō)
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出(chū)口情(qíng)況
- 2024年11月(yuè) 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況(kuàng)
- 2024年10月 新能源汽車產量數據
- 2024年10月(yuè) 軸(zhóu)承出口情況(kuàng)
- 2024年10月 分地(dì)區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數(shù)據
- 2024年9月 新能源汽(qì)車(chē)銷量情況
- 2024年8月 新能源汽車(chē)產量數據
- 2028年8月 基本型乘用車(轎車)產量數據