


[ 摘要] 根據超聲波機床加工蜂窩芯的基本原理及切削方(fāng)式,在雙麵膠帶固持技術的基礎上,提出了一種高效、經濟的芳綸紙蜂窩固持方法,極大地提(tí)高(gāo)了固持效率,降低了成本。建(jiàn)立了機床功率、真空壓力、切削參數以及刀具(jù)參數與最小薄膜麵積之間的解析表達(dá)式,根據機床參(cān)數求解可(kě)選用新型固持方案的(de)最小薄膜麵積。
芳綸紙(Nomex)蜂(fēng)窩芯(圖1)材料(liào)因其比強度高(gāo)、比剛度大(dà)、抗衝擊、抗疲勞、耐腐蝕、吸(xī)能強、絕緣性能好和能透電磁(cí)波等一係列(liè)特性而廣泛應用於航空航(háng)天領域。由於蜂窩芯(xīn)的橫向結構不(bú)連續,剛度極小,而軸向(xiàng)則有很強的剛(gāng)度,故其(qí)主要承受軸向載荷。蜂窩芯在帶(dài)給航(háng)空航天產品諸多(duō)優良性能的(de)同時也因其加工的(de)特殊性帶來了新的難題(tí),尤其是加工過程(chéng)中的固持技術,一(yī)直是製約其高效加工的瓶頸之一。
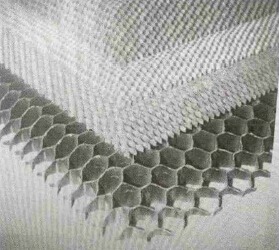
圖1 蜂窩芯結構
近年來,隨著蜂窩芯材料在航空航天領域的大量使用,其固持技術已成(chéng)為相關學者和工程技術(shù)人員研(yán)究的熱點(diǎn),傳統的(de)蜂窩(wō)芯加工的固持(chí)方法主要有以(yǐ)下幾種[1-3] 。
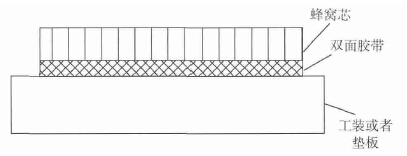
圖2 雙麵膠帶固持示意圖
雙麵膠(jiāo)帶固持法:通(tōng)過一麵粘(zhān)在夾具(jù)上,另一麵粘(zhān)在工件上的雙麵粘結帶實現對工件的固定,如圖2 所示。這是目前(qián)芳綸紙蜂窩固持(chí)的主要方法,在國(guó)內主要航空企(qǐ)業中廣泛使用,這種方法固持力小,不適合切削深度大及切削(xuē)力(lì)大的零件,但基本能滿足芳綸紙蜂窩的加工要求。
該固(gù)持方法的主要缺(quē)點是加工準備時間較長,因為膠(jiāo)帶都(dōu)是標準尺寸的,在零件較大時需要粘貼多塊(kuài)膠(jiāo)帶,膠帶與膠帶之間既不能重疊,也不能留縫隙,否(fǒu)則(zé)會導致加工誤差(chà)或者(zhě)固持不牢;另外,粘貼膠帶(dài)前(qián)需(xū)要用酒精等有機(jī)溶劑清洗零件,加(jiā)工完以後還需要用酒精等有機溶劑去除膠帶,這樣零件加工的準備時間往往是加工時間的數倍,大大降低(dī)了(le)零件的加工效率。同時,清洗用的(de)酒精等有機溶(róng)劑易揮發,造成車間的環境(jìng)汙染;再次,膠(jiāo)帶是一次性使用的消耗品,增加(jiā)了(le)零(líng)件的製造費用。
隔膜固持法:用塑料膠片或用玻璃纖維增強塑料製成(chéng)的隔膜粘在切削麵的對稱麵上,再利用抽真空(kōng)和雙麵粘結帶加以固定,加工完成之後將隔膜去掉。這種(zhǒng)方法固定很牢靠,可進行大力切削,適(shì)合各(gè)類(lèi)蜂窩芯的加工固持,缺點和雙麵(miàn)膠帶固持方法基本相同,且加工前的準備時間更長。相變固持法:這種(zhǒng)方法是利用聚乙二醇加熱(70~90℃)熔化後冷卻(què)固化的特性(xìng)來實現對工件的固定。這種固持方(fāng)法相對前兩種加工準備時間稍短,但對於(yú)金屬蜂窩芯而言,加(jiā)工過程中產生的(de)切削熱會使聚乙二醇(chún)熔化而導致工(gōng)件脫落。同樣,零件加工完以後(hòu)需要(yào)用有機(jī)溶劑清洗零件(jiàn)。
磁性鐵粉固(gù)持(chí)法:針對上述固持方法存在的不足,浙江大學柯映林等提出了一種基於磁場和摩擦吸附(fù)原理的新夾持方法。該(gāi)方法利用灌入蜂窩芯中(zhōng)鐵粉的(de)自重以及外加磁場對鐵粉的吸引力(lì),在鐵粉(fěn)與蜂窩側壁之間以及蜂(fēng)窩芯與夾具平台之間產生可以(yǐ)控製的摩擦力,利用(yòng)摩擦力的作用達到在(zài)高速加工過程中對紙基蜂窩零件的夾(jiá)持。柯映林等於(yú)2007 年還利用(yòng)有(yǒu)限元模擬試驗建立了加工誤差、銑削力、固持工藝參(cān)數之(zhī)間的關係模型,並對固持工藝參數(shù)進行優化分析,提高(gāo)了加工精度。截至目前,柯映林提出的固持方法(fǎ)具有(yǒu)較高的理論水平,同時大大(dà)縮(suō)短了加工準備時間,提(tí)高了加工精度,並且加工後鐵粉易清除,減少(shǎo)了操作者的勞動,在(zài)批量生產中具有較好的推(tuī)廣前景。但是該固持方法需要製造一(yī)套專(zhuān)用的磁性設備,且其設備中諸如電流強(qiáng)度、鐵粉用量等也需要一定的專業(yè)知(zhī)識,尤其是針對不同尺寸的零件,這些參數的合理使用需要專業人士才能(néng)確定,不(bú)利於在普通(tōng)操(cāo)作(zuò)者(zhě)之間大力推廣。
1 、基(jī)於超聲波機床加工蜂窩芯的固持技術
超聲波機床(chuáng)是通過超聲波(bō)發生器產生超聲振蕩波,經換能器轉換成超聲機械振動來(lái)切削零件的(de)一種機械加工設備。其切削方式與傳統的機床有較大(dà)的差異,固持技術也因此而有所不同。
1.1 超聲波機(jī)床的(de)切(qiē)削方式
目前,基於超聲波(bō)機床加工芳綸紙蜂窩的切削方式及對應的刀具主要有兩種[4-5] :V 型切削方式和盤片式切削(xuē)方式。
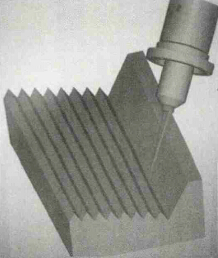
圖3 V型切削
V 型切削方式如圖3 所示,是機床的主軸不旋轉,通過刀(dāo)具沿主軸方向的振動來切(qiē)割零件,對應的刀具為匕首式刀具,如圖4 所示。
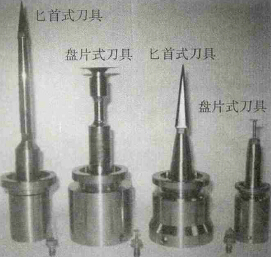
圖4 不同刀具(jù)
盤片(piàn)式旋轉切削方式如圖5 所示,是刀具沿法向振動的同時B 軸旋轉,通過很小的振幅(fú)(約0.02~0.04mm)去除餘量。
圖5 盤(pán)片式切(qiē)削
1.2 高效、經濟的芳綸紙蜂窩芯固持(chí)方法
本文通過對蜂窩(wō)加工工(gōng)藝方法及(jí)固持方法(fǎ)的仔(zǎi)細分析和研究,結合超聲波(bō)機床的特點,提出了一種高效、經(jīng)濟的芳綸紙蜂窩芯的固持方法。該方法在雙(shuāng)麵膠固持(chí)方法(fǎ)的基礎上做了一些(xiē)改進。
當蜂(fēng)窩零件總體麵積較小時,仍使(shǐ)用雙麵膠帶,為(wéi)增大(dà)固(gù)持力,加工的同時開啟真空吸附便可實現蜂窩零(líng)件的穩定固持。
當蜂窩芯總體麵積相對較大時,加工區域仍然采(cǎi)用雙麵(miàn)膠連(lián)接零件與工作台,零件非加工區域則在零件的上(shàng)表麵鋪一層薄(báo)膜,通過真空的吸附力來完成對零件的(de)固持,如圖6、圖7 所示。
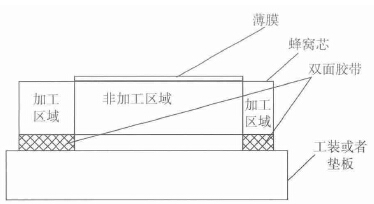
圖6 新的固持方法示意圖

圖7 新的固持方(fāng)法實物圖
因此,蜂窩芯零件的(de)固持方法主要取決於蜂窩芯零件的(de)麵積大小。當(dāng)蜂窩芯麵積較大時,由(yóu)於加工部(bù)分所占的比例相對較小,零件主要(yào)依靠真(zhēn)空吸附薄膜的壓力形(xíng)成的摩擦力(lì)來固持。下麵(miàn)計算可采用新型固持方案的蜂窩芯臨界麵積,為(wéi)保證固持的可靠性,忽略雙(shuāng)麵膠帶的固持作用(yòng)。
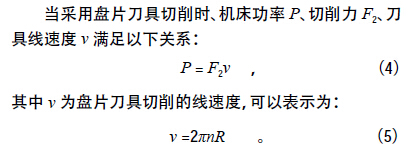
假設超聲波機床的功率為P,真空平台的壓強為p,所鋪薄(báo)膜的麵積為A,當采(cǎi)用匕首(shǒu)刀具加工時,其進給速度為(wéi)f1,當采用盤片刀具加工時(shí),主軸的轉速為n,盤片刀具的半徑為R,蜂窩芯材料(liào)與真空平(píng)台間的靜(jìng)摩擦因數為μ。當采用匕(bǐ)首刀具切削時(shí),主軸(zhóu)不轉動,則機床功率P、切削力F1、進給速度(dù)f1 之間滿足以下關係(xì):
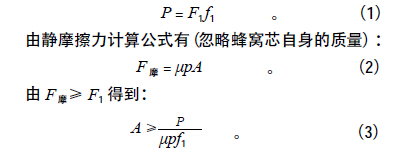

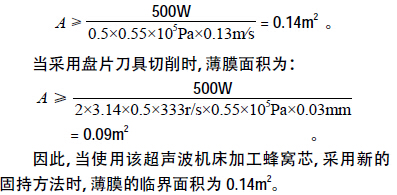
當采(cǎi)用匕首式刀具(jù)加工時,薄膜麵積(jī)為(wéi):
為驗證薄膜麵積的臨界值,選取了(le)40mm×50mm、40mm×40mm、40mm×30mm、40mm×20mm 4 塊尺(chǐ)寸不同的(de)薄膜進行了試驗。將薄膜覆蓋後用匕(bǐ)首(shǒu)刀具進行切削,發現40mm×50mm、40mm×40mm 的薄膜覆蓋後均能實現穩(wěn)定的固持(chí);40mm×30mm 的薄膜覆蓋後在(zài)加工過(guò)程中發生了少許移動,40mm×20mm 的薄膜在加工(gōng)過程(chéng)中持續移動,試(shì)驗結果(guǒ)驗證了薄膜臨界麵積計算的正確性(xìng)。
事實上,不同材(cái)料的(de)摩擦因數的差異,機床主軸功率的使用率,以及切削力平麵的分量都會影響薄膜的臨界(jiè)值,其精確計算還需更進一步的探討和研(yán)究。
相對於前麵介紹的幾(jǐ)種固持方法,該方(fāng)法具有以下幾個方麵的優勢:
(1)由於(yú)隻需在加工區域粘貼雙麵膠帶,加工前的準備時間大大(dà)縮短。使用結(jié)果表明(míng),使用薄膜代替大部分雙麵膠帶,加工前的準備時間隻有全部使用雙麵膠帶加工準備時間的1/4~1/2。
(2)由於粘貼區域(yù)麵積小,幾乎很少出現一塊(kuài)雙麵膠帶不夠用的情況,這樣就大大減少了膠帶與膠帶之間的對接部分,減少了零件加工過程中的質量隱患。
(3)零件的加工成(chéng)本大大降(jiàng)低。芳綸紙蜂窩芯固持所用的雙麵膠帶都是進口(kǒu)的,價格昂貴,采取薄膜代替大部分雙麵膠帶以後,極大地節約了成本(běn)。
(4)由於清洗零件的區域大大減少,操作者(zhě)的勞動強度降低,同時由於酒精等有機溶劑用量的明顯減少,車間的工作環境得到極大改善。
(5)操作簡便,不(bú)需要太多專業知識,普通操作者可以快捷(jié)便利的操作,有利於(yú)大(dà)力推廣應用。
2 、結論
(1)本文介紹了蜂窩芯加工過程中幾種常用的固持方法並分析(xī)了其優缺點,包括雙麵膠帶固持方法、隔膜(mó)固持法、相變固持(chí)法。
(2)根據超(chāo)聲波機床加(jiā)工蜂窩芯的切削(xuē)原(yuán)理和加工方式,在雙麵(miàn)膠帶固持法的基(jī)礎(chǔ)上,提出了一種高效(xiào)、經濟的(de)固持方(fāng)法,該方法在蜂窩芯加工區域的非加工麵(miàn)仍然使用雙麵膠(jiāo)帶粘結蜂(fēng)窩(wō)芯與(yǔ)墊板,非加(jiā)工區域上表麵直接覆蓋一層薄膜,利用真空的吸附力來固持蜂窩芯。較其他固持方法,該方法能極大地提高固持效(xiào)率(lǜ),節約成本。
(3)建立了機床功率、真空壓力(lì)、切削參數以及刀具參數與最小薄膜麵積之間的解析(xī)表達式,根據具體的機床參數求解最小(xiǎo)薄膜麵積,並據此來判斷蜂窩芯零件是否可選(xuǎn)用新型的固持方案。
參 考 文 獻:
[1] 梅德茂. 金屬蜂窩芯的數控加工. 西飛科技,1997(2): 38-43.
[2] 劉剛. 紙基蜂窩芯零件高速銑削加(jiā)工(gōng)固持係(xì)統[D]. 杭州:浙江大學,2004.
[3] 周原,孫曉,劉明山, 等.新型磁粉探傷設(shè)備控製係統的研究與開發.吉林大學學報,2003,33(1): 73-76.
[4] 高濤,駱金威,林勇, 等(děng). 基於超聲波機床的蜂窩芯數控加工技術研究. 機械製造,2013(1): 41-43.
[5] 張永岩,張超,李微. 超聲(shēng)波機床基於CATIA V5 複合材料蜂窩件數控(kòng)程編(biān)方(fāng)法研究. 航空(kōng)製造技術,2012(9): 79-82.
如果您有機床(chuáng)行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係(xì)本網編輯部, 郵箱:skjcsc@vip.sina.com
金馬")
