


摘要: 多功(gōng)能數(shù)控磨床順應(yīng)了我國核電風電(diàn)、航空(kōng)航天、機(jī)械製造等產業的迅速發展。其動(dòng)態特性會對大尺(chǐ)寸(cùn)零件的生產加工精度以及穩定性產生直接影響。本文針對(duì)MGK28120 立式(shì)靜壓轉台磨床的結構特點以及其(qí)加工過程中所遇到(dào)的問題,提出優化磨床(chuáng)結構,提升磨(mó)床動態性能的改善意見。
關鍵(jiàn)詞: 多功能數控; 磨床; 動態特性; 結構(gòu)
由於目前我國國內的磨床使用程度較為單一,無法滿足日益增長的生產需求,進行大型精確(què)度(dù)要求高的機械製造(zào)時,極大程度上依賴引進國外(wài)的磨床(chuáng)設備。因此業內人士(shì)開始研發具有更多功能,更高精確度以及更強的使用性能的磨床。多(duō)功能數控磨床成為研究人員(yuán)所探討的熱點課題。如何加快我國自主研發多功能數控磨床的腳步,優化磨床(chuáng)結構,成(chéng)為急需解決的問題之(zhī)一。
1 、總體結構分析
本文以立式圓台磨床MGK28120 為例進行多功(gōng)能數控磨床的研究工作,此種磨床所采用(yòng)的是整體立式結構的布局,床身具(jù)有高強度的特點,並且(qiě)在(zài)立柱(zhù)上直接安裝有(yǒu)水平移動導軌,在(zài)左(zuǒ)右(yòu)兩(liǎng)側設(shè)置有(yǒu)可垂直移動的磨頭(tóu),左磨(mó)頭用來進行工件的內外圓加工,右磨頭對上端麵進行加工,可(kě)以在進行零件(jiàn)加工過程中(zhōng)一(yī)次完成出底麵工序外的其他所有工序。
1. 1 磨床MGK28120 總體結構
①驅動: 西門子(zǐ)交(jiāo)流伺服驅動,這(zhè)種驅動極適用於對大(dà)中型回轉體類零(líng)件的精密加工工作; ②進給(gěi)係統:使用大型預負荷直線滾柱導軌進行運動部件的支撐作用,通過(guò)大扭矩伺服電機直連(lián)大直徑預負荷滾珠絲杠驅動運(yùn)動部件高精度直(zhí)線光柵尺實現全閉環位置控製[1]; ③主軸係統: 以中(zhōng)間止推動靜壓油膜軸承技(jì)術為設(shè)計基礎,進行(háng)細節化的劃分,主(zhǔ)要分為兩部分,分別是立主軸與(yǔ)臥主軸。MGK28120 技術參數見表1。
表1 MGK28120 技(jì)術參數表
1. 2 MGK28120 結構模型
本研究采用三維建模軟件SolidWorks 建立(lì)磨床(chuáng)CAD 模型[2],且利用軟件裝(zhuāng)配設計功能,對磨床進行組裝與三維建模,模型如圖1 所示(shì)。由於磨(mó)床鑄件(jiàn)頗多,存在不同小(xiǎo)特征,這些特征會(huì)對有限元模型處理及分析求解造成較大的不利影響,因此,決定(dìng)在不影響各部件整(zhěng)體結構的前(qián)提下,對類似於倒角、圓角、退刀槽以及線槽等鑄件進行簡化處理。另外,由於CAD 軟件與(yǔ)有限元處理軟件存在(zài)數據接(jiē)口問題,因此,需在Solidworks用(yòng)x - t 格(gé)式存儲模型,以便於(yú)後續導入有限元分析軟件ANSYS Workbench 中進行有(yǒu)限元模型處理[3]。
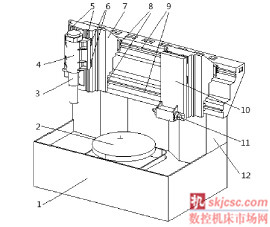
圖1 磨床(chuáng)模型
1. 床身2. 回轉工作(zuò)台3. 立磨頭主軸4. 立磨頭支(zhī)架5. Y 向導軌6. Y 向滑塊7. 滑鞍8. X 向滑塊9. X 向導軌10. 臥磨頭支架11. 臥磨頭12. 立柱
1. 3 關鍵(jiàn)結合麵
機床的主要結合麵為螺栓、導軌、絲(sī)杠以及軸承的結合麵,本研究中主要探討螺栓以及導軌結合麵對磨床(chuáng)動態性能的影響。磨床MGK28120 的床身立柱結構圖(tú)見圖2 ( 立柱結構的仰視圖) 。立柱長3050mm,寬708mm,螺栓沿中線對稱分布,後側螺栓1 位於中心對稱軸上(shàng),1、2 螺栓相距378mm,2 、3 和3、4 螺栓兩兩相距均為466mm,4、5 兩個螺栓(shuān)與x 方向相距215mm,左右兩(liǎng)側各一個螺栓( 左側靠近立柱(zhù)後麵那個孔是螺栓孔,右側靠近立(lì)柱前麵的孔是螺栓孔) ,床身立柱一(yī)共是通過14 條GB900 雙頭螺柱A 型M20 螺(luó)栓連接,螺栓鎖緊力矩為208N. m。
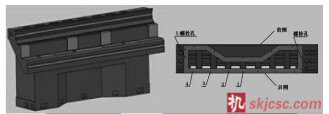
圖2 立柱結構
A. 立柱三維圖B 床身立柱螺栓結合麵
床身與地麵的地腳螺栓分布見圖3 ( 仰視圖) ,床身長3050mm,寬2000mm,床身與地麵是8 個(gè)8. 8 級M24 地腳螺栓連接,螺栓鎖緊力矩為250N. m。

圖3 床身結構
A. 床身三(sān)維圖B 床身(shēn)地腳螺栓分布圖
右滑鞍係(xì)統導軌滑塊結合麵(miàn)見圖4,圖中四個角上為四個滑塊,通過兩個(gè)水平導軌安裝在床身上,采用的是THK 公司的產品(pǐn)SRG 55C 導軌滑塊係統,SRG55C型號直線導軌係統是滾柱保持器型滾動導(dǎo)軌。
圖4 右滑鞍係統結(jié)構
A. 滑鞍係統三維圖B. 導軌滑塊結合麵
2. 1 測試結果
對整機進行激振實驗以及信號數據采集,並用分(fèn)析軟件對(duì)數據進行變時基傳(chuán)遞函數分析[4]。數據分(fèn)析流(liú)程見圖5。
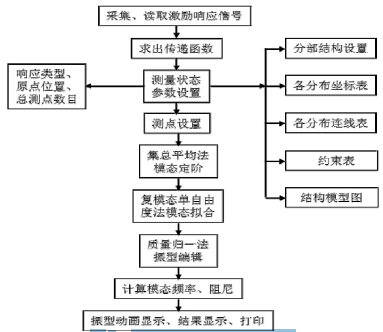
圖5 試驗模態數據分析流(liú)程圖
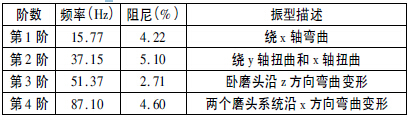
磨床具有結構複雜的特點,所以進行模態擬合時需要采用頻域法。采用頻域法時為(wéi)防止丟失模(mó)態,需要注意對模態進行定階,模態收集情況見圖6,圖(tú)中(zhōng)總共收集了21 階的模態,因磨床轉速不高,所以隻列出模擬測試結果中的前四階(jiē)模態作分析見圖7,模擬測試第四階的有頻率(lǜ)及振型情況見表2。
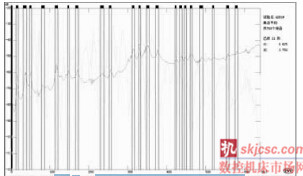
圖6 整機模態集總平均(jun1)定階
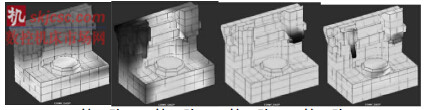
圖(tú)7 前四(sì)階模態振型
2. 2 結果分析(xī)
①第1、2 階: 通過對(duì)第1、2 階模態的振型圖解讀(dú)可以看出,在(zài)第1 階時,磨(mó)床整機的立柱繞x 軸彎曲,且(qiě)上側幅度大(dà),下側(cè)幅度小(xiǎo),床身具有剛體位移,立柱床身結合麵處振幅變化明顯。由此(cǐ)可知(zhī),對最低階模態產(chǎn)生影響的(de)因素是整機沿(yán)z 軸方向的約束剛度以及立柱與床身結合(hé)麵的剛度。想要提高磨床(chuáng)MGK28120 最低階固有頻率,就要提(tí)高這兩個部位的剛度。在第(dì)2階時磨床整機繞y 軸扭曲和(hé)x 軸扭曲,中軸線部位的點振幅(fú)小(xiǎo),遠離(lí)中軸線部位振幅逐漸增大,沿(yán)y 軸(zhóu)方向非線性(xìng)關係形式(shì)向上(shàng)振(zhèn)幅逐漸增大,結合麵處上側變(biàn)化大,下側變化小。所以第2 階的固有頻率也與機床與地(dì)的連接剛度以及立柱與床身的(de)結合麵剛度有關。
②第3、4 階: 第3、4 階的(de)次頻率雖然已超出工作頻率的半功率頻帶寬( ± ) ,但對其進行分析(xī)研(yán)究還是必要的。從第3、4 階模態的振型來看,如想要使這兩階的固有頻率有所(suǒ)增長,就需要將兩個滑鞍的結構進行修改,從而抑製磨頭在z 軸方向以及x 軸方向的振動。
3、 動(dòng)態特性及結構優化
3. 1 動態特性
表2 磨床整機結構前四階固有頻率
通過上文的分析可知,在整機(jī)處於低頻階段時,其床身產生位移的幅度小,但立柱的振(zhèn)動情況十(shí)分明顯,當發生立(lì)柱的振動時,會引發整機(jī)磨頭部(bù)分的彎曲或者發生平衡振動(dòng)的情況,當砂輪發生明顯(xiǎn)的平衡振動情況時,將會(huì)直接對(duì)磨床加工的(de)精度造成不利影響(xiǎng)。而在磨床後期的模(mó)態振型逐漸提高,此時(shí)的床身位移振幅變大(dà),振型穩定,加工過程也會更為精確。由此看來,在進行磨床的應用過程中,床身以及立柱的結合麵是對磨床的加工精度(dù)產生重要影響的一(yī)個因素(sù),在進行磨床的結構優化(huà)過(guò)程中需要予(yǔ)以重視 。
3. 2 結構優(yōu)化
由於磨床的結構複雜,因此想要對磨床整機的各部分(fèn)參數都進行結構優化是很困難(nán)的,因此,通常在優化磨床的結構時,有選擇性的對(duì)重要(yào)的零部件結構(gòu)進行優化,繼而達到整機集成(chéng)優化的效果(guǒ)[6]。在對磨床整機的各部分進行結構(gòu)優化時,需要注意,要保持各部件的(de)前幾階固有頻率值差距明顯,避免各部分的值過於接近(jìn),若各部件的固有頻率過分相近,就會在與外界激勵相同的情(qíng)況下,引發整機的更大震(zhèn)動,使加工精度受到影響,因此,在進行(háng)磨床的(de)結構優化時,需充分的把握好模態分離工作。
4、 結束語
機械製造業是國民經濟的支柱性產業之一,機床加工更是機械(xiè)製造業的基礎組成部分,加(jiā)強磨床的使(shǐ)用性能,對我國的工業科技發展具有十分關鍵的作用,因(yīn)此加深對新型多功能數控(kòng)磨床的(de)動態特性研究,加快對其結構的(de)優化進程,才能夠更好地促進我國(guó)機(jī)械製造產業向更高(gāo)更強化發展,實現經濟效益的提升。
如果您有機床(chuáng)行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係(xì)本網編輯部, 郵箱:skjcsc@vip.sina.com


- 2024年11月 金(jīn)屬切削機床產量數據
- 2024年11月(yuè) 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源(yuán)汽車產量數據
- 2024年11月 新能源汽車銷量情況(kuàng)
- 2024年10月 新能源汽車產量數據
- 2024年10月(yuè) 軸承出口情況
- 2024年10月(yuè) 分地區金屬切削(xuē)機床產量數據
- 2024年10月 金屬切削(xuē)機床產量(liàng)數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據
- 機械加(jiā)工過程(chéng)圖示
- 判斷(duàn)一台加工(gōng)中心精度的幾種辦法
- 中走絲線切割機床的發展趨勢
- 國產數控係統和數控機床何去何從?
- 中國的技術工人都(dōu)去哪裏了?
- 機械老板做(zuò)了十多年,為(wéi)何還是小(xiǎo)作坊?
- 機械行業最新自殺性營銷,害人害己(jǐ)!不倒閉才
- 製造業大逃亡
- 智能時代,少談點智造,多談點製造
- 現實麵前,國人沉默(mò)。製造業的騰飛(fēi),要從(cóng)機床
- 一文搞懂(dǒng)數(shù)控車床加工刀(dāo)具補償功(gōng)能
- 車床鑽孔攻螺紋加工方法及工裝設計(jì)
- 傳統(tǒng)鑽削與螺旋銑孔加工工(gōng)藝的區別