


摘要(yào): 主動測量控製儀應用在內圓磨床中,可提高軸承內徑的磨削精度。采用電感傳感器和線性運算(suàn)放大(dà)器等元件設計出一種新穎的主動測量控製儀,振蕩(dàng)器電路將電感傳感(gǎn)器所檢測的工(gōng)件尺寸變化量轉變為電量(liàng),整流濾波電路將交流信號轉化成直流信號; 直(zhí)流輸出信號分四路,一路送到高低精度量程的電平比較轉換電路,一路送到指示電路,一路送到發訊電路,還有一路作為線性補償網絡。所設計的主動測量控製儀電(diàn)路在實際應用中性能(néng)可靠,可使軸承的磨削精度(dù)達到1μm。
由(yóu)於軸承內徑(jìng)的精度要(yào)求較高,切實提高內外徑磨削的質量和效率,對軸承生產有著重要意義,采用主動測量控製儀可解決這一重要問題。主動測量控製儀廣泛應用於數控機床係統,磨加工(gōng)設備也由原來(lái)的(de)手工操作和加(jiā)工後測量轉入在線自動測量控製[1]。在機械加工過程中(zhōng),由主動測量裝置始終測(cè)量著工件(jiàn)的尺寸,並將其尺寸變化量隨時傳遞(dì)給控製儀,再由控製儀發出信號( 如粗磨、精磨、光(guāng)磨、到尺(chǐ)寸等信號) 控製機床的動作[2]。主(zhǔ)動測量控(kòng)製儀可與主動測(cè)量(liàng)裝置(zhì)配合(hé)使用(yòng),廣泛應(yīng)用於全自動磨(mó)床,實現內外徑磨加工主動測(cè)量,以提高加工精(jīng)度和生產(chǎn)效率,為實現磨削加工自動化打下基礎,是軸承、汽車行(háng)業必備(bèi)檢測儀器(qì)。目(mù)前該(gāi)產品主要與無(wú)錫機床廠生產的各種內圓磨床配套使用,也與成都機床廠生產的內圓磨床配套使用。目前所使(shǐ)用的磨加工主動測量控製儀大多數仍為進口設備,以日本的東京精密和意大利的馬波斯儀器為主[3],文中所設計的主動測量(liàng)控製儀可代(dài)替部分馬波(bō)斯儀器。
1 、主動測量控製儀的(de)工作(zuò)原理
1. 1 傳感器如何(hé)將工件尺寸的變化量轉(zhuǎn)變為電量采用(yòng)電感傳感器的主動測量控製儀是由線(xiàn)性運算放大器和(hé)晶體管等組成的新穎電氣控製儀,與之相配套的電感傳感器,是電磁吸鐵式的,兩者需配套,應用在全自動磨床,實現內徑磨加工的自動化[4]。要對被加工工件的尺寸進行磨削控製,首先就應該將被加工工件的尺寸轉(zhuǎn)為電量的變化,傳感器就是(shì)用來完成這一轉化的(de)裝置。傳感器在實際磨(mó)加工時的工作狀態簡圖如圖1 所示。
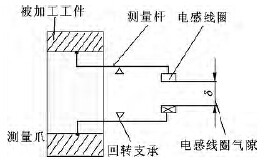
圖1 傳感器在磨加工時的工作狀態(tài)
被加工工件尺寸的變化,由測量爪感受,經測量杆通過回轉支承的作用,使傳感器電感線圈(quān)的(de)氣隙(xì)δ 發生變化。δ 的變(biàn)化引起了電感線圈電感的變化,
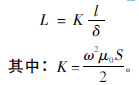
其變化的關係(xì)可用下式(shì)表示:
![]()
其中: ω 為電感線圈的匝數; μ0為空(kōng)氣的導磁率(lǜ); S為導磁的有效麵積; δ 為氣隙的(de)寬度。當(dāng)電感線圈(quān)做好後,ω、μ0、S 都(dōu)是定(dìng)值,故L的變(biàn)化僅取決於δ 的大小,其變化關係可等效為:
顯然,這是一(yī)條雙曲線的方程,用圖來表示可以畫成如圖2 所示。這樣,被加工工件的尺寸變化就轉變為電感線圈電(diàn)感量的變化。
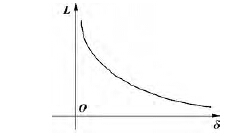
圖2 電(diàn)感量(liàng)隨氣隙變(biàn)化的關係
1. 2 電感線圈電感量的變(biàn)化如何轉變為電壓的變化將電感線(xiàn)圈串入控製儀中如圖3 所示的串聯諧(xié)振回路中,對於這個回路,其輸出電壓USC隨傳感器電感線圈電感量L 變化的關(guān)係曲線可用圖4 來表示。
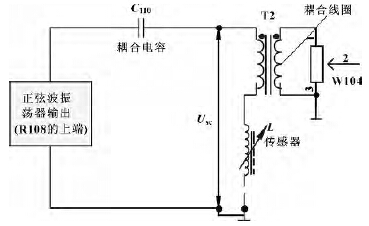
圖3 電感線圈串(chuàn)入控(kòng)製儀中
由圖(tú)4 可見,當傳感器電(diàn)感線圈的電感量L 由(yóu)小向大變化時,輸出電壓USC先是由小變化到大,當(dāng)電感量為L0時,USC上(shàng)升(shēng)到最大值,以後隨著(zhe)L0的增大(dà)USC逐漸減小。
點L0為(wéi)諧振點,諧振時,
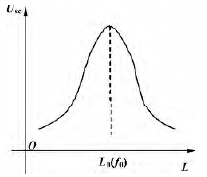
圖4 輸(shū)出(chū)電壓隨電感(gǎn)量變化的關係
由於在設計時始終使L0在整個工作區(qū)域內大於3. 6 mH,故實際工作時,選用了右半邊曲(qǔ)線,即隨著工件內孔的磨削,L0逐漸地增大,而USC則逐漸地減小,至此,被加工工件尺寸(cùn)的變化就轉變為電壓的變化而輸出了。
1. 3 電信號的處理
電信號的處理可用圖5 所示的框圖來(lái)表示。
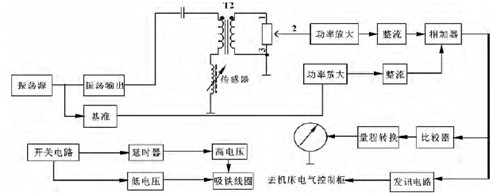
圖5 電信號的處理(lǐ)
2、 主動測量控製儀的工作電路設計
2. 1 振蕩器電路的設計
振蕩器電路的設計見圖6。振(zhèn)蕩器作為LC 串聯諧振回路的交流電源,產生幅度( 有效值) 為1. 1 V,頻率為20 kHz 的正弦波,采用的是(shì)LC 回路選頻振蕩。
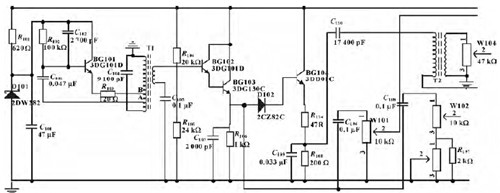
圖6 振蕩器電路
整個振蕩器分三級: 第一級由晶體管BG101 及(jí)選頻回路( 振蕩線圈T1 的初級(jí)及電容C104) 構成;第(dì)二級由晶體管BG102、BG103 構成的複合管所組成的功率放大(dà)級組(zǔ)成,這樣可以提高振(zhèn)蕩器的(de)帶負載能力; 第三(sān)級是由大功率晶體管BG104 所組成的輸出級。開機後, + 12 V 電(diàn)壓經過(guò)電阻R101限流,使穩壓管產生6 V 的穩定(dìng)電壓,流過穩壓管D101 電流:
![]()
這一穩定的6 V 電壓作為振蕩管BG101 集電極的電源(yuán),C101的作用是消除穩壓(yā)管工(gōng)作時的噪聲。這一6 V 的(de)電壓經過電阻R102的作用使(shǐ)BG101 基極電位升高,基極電位的升高使發射極的電位也升高,發射極通過發(fā)射極電阻R103使選(xuǎn)頻回路得電,於是(shì),LC選頻回路就開始產生電磁振蕩(dàng),產生各種高次諧波。
蕩則(zé)被抑製掉了。由(yóu)於振蕩線圈的初級(jí)是在同一個磁芯上(shàng)相同方向連續繞製而成的,所(suǒ)以任何瞬間點B的電壓都(dōu)比點A 的電壓高(gāo)。正反饋電容C103的作用是使BG101 的基極電壓繼續上升,這樣就形成了正反饋的作用,故振蕩器得以工作。電容C102與電阻(zǔ)R103的作用均是負反饋,用(yòng)以改善正弦波的波形。正弦波(bō)經振蕩線(xiàn)圈耦(ǒu)合到次級,送到後級功率放大,電阻R104與電阻R105構成BG102 的(de)直流偏置電路,BG102的基極電壓:


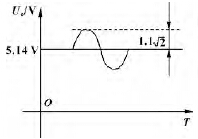
圖7 BGl03 的發射極正弦波輸出
圖8 R108 上端振蕩器正弦波輸出
由於BG103 發射極電位為5. 14 V,而正弦波的最大值為1. 1 根號2 = 1. 56 V ,故二極(jí)管D102 始終處(chù)於導通狀(zhuàng)態,其作用是隔離(lí),使信號無(wú)法倒流,電容C110將輸出波形中的直流分(fèn)量隔去,使送到傳感器中去的為不含直流成分的正弦波。另外(wài),電容C108、電(diàn)位器W102 組(zǔ)成基準點取樣電路,基準點的大小可調整W102 得(dé)到,基準點的大(dà)小決定了傳感器的前(qián)行程量( 前行程量為(wéi)控製儀電(diàn)表示值,為(wéi)0 μm 時二測(cè)點之間的距離與傳(chuán)感器為自由狀態時二測點之間距離差的絕對值) 。傳感器電壓線圈的信號經(jīng)耦合線圈T2,由信號取樣電位器W104 的中心(xīn)抽頭輸出。輸出信號也是純淨的正弦波,其幅度隨被加工工件尺(chǐ)寸的變化而變化。
2. 2 振蕩器輸出信(xìn)號的整流(liú)濾波振蕩器(qì)輸出信號(hào)的(de)整流濾波電路見圖9。
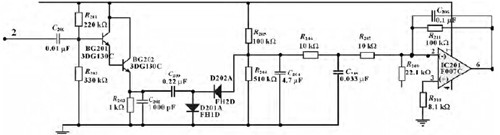
圖9 整流濾波電路
由(yóu)於輸(shū)出指示電表采用的(de)是直流(liú)電流表,故需把電位器Wl04 中心抽頭輸出的正弦波整流成直流信(xìn)號,才能去電表指示, 二極管D201A 與二極(jí)管D202A 及電容C204、C205
就組成了整流濾波電路,三極管BG201、BG202 組成的複合管如前(qián)所述一(yī)樣(yàng)是功率(lǜ)放大器,信號經電容C201耦合至BG201 的基(jī)極,基極電(diàn)位:
![]()
信號(hào)由BG202 的發射極輸(shū)出,該(gāi)點的直流(liú)電(diàn)位為7. 2 - 1. 4 = 5. 8 V。電容C203為隔直(zhí)電容,將純淨的正弦波信號電壓送到二極管D201A、D202A 去整流,電阻R204
與R205組成整流(liú)二極管D202A 的偏置電(diàn)路,使D202A 與D201A 始終處於(yú)導通狀,導通後,D202A 的正極電位為1. 4 V ( 直流) ,這樣(yàng)可提高檢(jiǎn)波(bō)的(de)靈敏度。信號電壓由電容C204
取出後,由電阻R206、R207送到相加器IC201 的反相端,振蕩板上的基準電壓經過另外一路反向極(jí)性的整流(liú)濾波電路,由電容C210取出後經電阻R216、R208也送到相加放大器的反相端(duān),與信號電壓相加後經運算放大器IC201 作(zuò)反相放大後由運算放大器的6 腳輸出。
2. 3 直流輸出信號的再處理振蕩(dàng)器(qì)的輸出信號經整流濾波後,由運算放大器(qì)IC201 的6 腳輸出,其輸出信號分4 路,分別為高低精度量程轉換電(diàn)路、指示電(diàn)路、線性補償電路及發訊電路。運(yùn)算放大器IC201 的6 腳(jiǎo)輸(shū)出的一路進行高低精度量程的電平比(bǐ)較轉換,該控製儀采用單電表(biǎo)來代替雙電表指示,故電表指針的二次回程中,電表滿刻(kè)度(dù)所代表的(de)量(liàng)程(chéng)是不同的( 相差10 倍) ,第(dì)一次回程時,電表(biǎo)滿刻度(dù)為500 μm ( 每小格刻度為10 μm) ,第二(èr)次回程(chéng)時,電表滿刻度為50 μm ( 每小格刻度為1 μm) ,指針在50 μm 處實現(xiàn)量程的轉換。指(zhǐ)示電路用發光二極管指(zhǐ)示,指示高低量程擋位,指示磨削尺(chǐ)寸等。線性補償電路帶可調電位器,安裝在(zài)儀表板上供操作(zuò)者調節。
發訊電路共有4 擋,粗磨、精磨、光磨及到尺寸發訊,由於其發訊電(diàn)路完全(quán)一樣(yàng),故隻需取其中1 路發訊為例,其(qí)餘3 路類推。
由電阻R301、電位W301 及電阻R302組成了發訊點的取樣電路,調節W301,可使該路的發訊點隨之而變。當調節好W301 中(zhōng)心抽頭的電位以(yǐ)後,運(yùn)放IC301 的同相輸入端(duān)3 腳的電位也就同時確定了,由於磨削開始時,IC201 的(de)輸出端6 腳的電壓總(zǒng)是(shì)高於IC301 的3 腳電平,故IC301 的輸出端6 腳為低電平( - 12 V) ,此時三極管BG301 的(de)發射結處於反偏,BG301 不導通, J1 不吸合(hé),隨著(zhe)磨加工的進行(háng),IC201 的輸出端6 腳( 即IC301 的反相輸入端2 腳)的電壓(yā)逐(zhú)漸下降(jiàng),當下降至IC301 的2 腳電壓低於3腳電壓時,IC301 的輸出端(duān)6 腳由原來的- 12 V 變為+ 12 V,此時,一方麵使BG301 的發射極處於正偏而導通,使繼電器J1 動作,另一方麵(miàn)使正反饋回路中的二極管D301 導通,而使(shǐ)同相輸入端(duān)3 腳的電位高於(yú)原設定值(zhí)約0. 23 V ( 可通過計算得到) ,從而使輸出端(duān)6 腳的電位更(gèng)加穩定,這樣(yàng)可使機械執行機(jī)構的動作穩定。此電路中,二極管D305 為保護二極管,當IC301 輸(shū)出端6 腳為負時,D305 導(dǎo)通,使三極(jí)管BG301 的(de)發射結的反偏電壓箝在0. 7 V,從而使BG301 不至於(yú)因反偏電壓過大而損壞,二極管D309為泄放二極管,為繼電器線圈提供(gòng)放電回路。
3 、主動測量(liàng)控製儀的應用及性能指標
磨加工主動(dòng)測量儀主要由(yóu)主動(dòng)測量控製儀和主動測量裝置( 或手動測量裝置) 組成[5]主動測量控製儀與內圓磨自動檢測規等各種檢測裝置配合使用,可廣泛應用於全自動磨床,實現內外徑磨(mó)加工主動測(cè)量,以提高加工精度和生產效率,減輕勞動強度,實現(xiàn)機床自動化,是軸承(chéng)、汽車行業必備檢測(cè)儀器。目前該產品主(zhǔ)要與無錫機床廠生產的內圓磨床配套,也與成都機床(chuáng)廠生產的內圓磨床配套。在實際使用中(zhōng),主要技術性能指標如下:
測量範圍: 軸承內直徑10 ~ 80 mm;
重複精度: 1 μm/20 次;
示值範圍: - 10 μm ~ + 50 mm,50 ~ 500 mm,
單表頭雙量程,自動轉換;
示值誤差: 高(gāo)精度不大於1 μm,低精度不大於
滿(mǎn)度的3%;
零位穩定性: 1 μm/8 h;
重複發訊精度: 0. 2 μm/30 次。
經實(shí)踐(jiàn)檢驗,主動測量控製儀電路性能可靠,調(diào)試簡單,很大程度地提高內圓磨床的精度和自動化程度,應用前景廣闊。
如果您有機床行業、企業相關新聞稿件發表,或進(jìn)行資訊合作,歡迎聯係本網編輯部, 郵(yóu)箱(xiāng):skjcsc@vip.sina.com


- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切(qiē)削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基(jī)本型(xíng)乘用車(轎車)產量數據
- 2024年11月 新能源汽車產(chǎn)量數據
- 2024年(nián)11月 新(xīn)能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承(chéng)出口情況
- 2024年10月 分(fèn)地區金屬切削機床產量數據
- 2024年10月 金屬(shǔ)切削機床產量數據(jù)
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據