



加工中心上定位基準的確定
2018-5-17 來源:轉載 作者:郭偉民,武同,李義龍,蔣亞傑(jié)
摘要: 在明確定位基準概念及其遵循(xún)原(yuán)則的基礎上,結合加工(gōng)中心(xīn)的優點,具(jù)體分(fèn)析(xī)長方體件、回(huí)轉體件和異形件(jiàn)各自定位基準的確定方法,說明定位(wèi)基準的正確選擇有利於加工中心效能(néng)的發揮和產品(pǐn)質量的提高(gāo)。
關鍵(jiàn)詞(cí): 定位基準; 加工中(zhōng)心; 長方體件; 回轉體(tǐ)件; 異形件
基準按其作用不同,分為(wéi)設計基準和工藝基準兩大類。按用途不同,工藝基準又分為定位基準、測量基準和裝配基準。定位(wèi)基準指加工時使(shǐ)工件在機床或夾具中占據一正(zhèng)確位置所(suǒ)用的基準,若無特別說明,文中的定位(wèi)基準均指輪廓要素。定位基準又可分為粗加工基準和精加工基準.加工中心具有工序集中等(děng)優勢,客觀上要求所選定位基準應盡量滿(mǎn)足 “一次裝夾,全部 ( 或大部分)加工”,所以加工前很有必要去認真篩選定位基(jī)準,以發揮加工中心的優勢,減少裝(zhuāng)夾次數,提高產品質量,降低生產成本。
下麵結合一些(xiē)典型零件,初步(bù)分析在(zài)加工中心(xīn)上如何確定其定位基準。
1、典型件定(dìng)位基準的確定
1. 1 長方體件
如圖 1 所示的某模具型芯,有(yǒu) 3 個麵需(xū)要加工( 底麵、左側麵和上表(biǎo)麵) ,其下料尺寸為 281 mm ×261 mm × 331 mm ( 鋸切下(xià)料,單邊各留約 0. 5 mm 餘量,各表麵粗糙度基(jī)本一致) 。該形狀適合用三平麵定位方式,那(nà)麽,選哪些麵作定位基準(zhǔn)? 哪個(gè)麵作主基準呢?
首(shǒu)先分析一下加工工藝,可以分為三大步:
(1) 熱(rè)處理前的粗加工及局部精加(jiā)工,在三軸(zhóu)立式加工中心上需裝夾 3 次 ( 選四軸臥式加工中心的話,可一次裝夾(jiá)完成全部加工; 隻(zhī)是底麵在深孔加工時冷卻效(xiào)果(guǒ)不及在立(lì)式加(jiā)工中心上(shàng)的好) ;
(2) 熱(rè)處理;
(3) 精加工(gōng)包括左側麵和上表麵在內的 6 個麵,其中大平麵的精加工可以安排在磨床上,局部狹窄凹槽等難銑削區域宜(yí)電火花加工,其餘仍在加工(gōng)中心上進行精(jīng)加工。
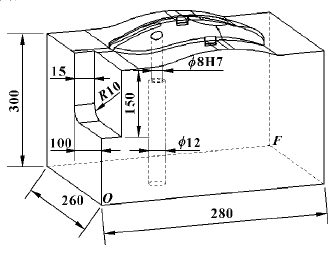
圖 1 模具型芯
選擇粗基準時,重點考慮如何保證各個加工麵都能分配到合理的加工餘量,保證加工麵與不加工(gōng)麵(miàn)的位置尺寸和位置精度(dù),同時還要為(wéi)後(hòu)續工(gōng)序提供可靠精(jīng)基準。
選擇平麵作基準一般應考慮:
(1) 自身定位能力強(qiáng)弱,主要包括: 麵域大(dà)小、平整程度、粗糙度、裝夾難度、穩定程度 ( 不易(yì)變(biàn)形、持久性) 等(děng); 麵積越大、粗糙度越(yuè)低、裝(zhuāng)夾越方便(biàn)的平麵優先考慮(lǜ)。
(2) 相關定位能力強弱,主要是指對尺寸公差關係(xì)的影響程度和對基準原則的體現(xiàn)程度。盡量使(shǐ)定位基準與設計基準、測量基準和編程原點統一起來(lái)。在綜合考慮上述因素的基(jī)礎上,確定 3 個基準麵的(de)主次關係時,還應盡量避免主要定位基準與待加工麵同方位,將其安排在待加工麵的對麵能有效抵(dǐ)抗切削力,也有利於精簡夾(jiá)具結構。選擇第二定位基(jī)準應考慮其導向作用,與主定位基準的垂直度、粗糙度(dù),以及同待加工麵的位置關係。
加工上述模具(jù)型芯的 3 步中,每一步都存在著確定基準(zhǔn)的問題,而(ér)且(qiě)這麽多工序,勢必要統一基準。由於主要(yào)形狀都在上表麵,故與其對應(yīng)的底麵宜作主基準。另外,構成點 F 的兩個側(cè)麵的麵域較大,支撐效果好; 但再看設計尺寸的標注情況,在(zài)構成點 O的 3 個麵(miàn)上尺寸標(biāo)注多,可(kě)視點 O 為設計(jì)基準,同時其麵域用來支撐也(yě)是可以的,故從基準(zhǔn)重合的角度,選構成點(diǎn) O 的 3 個麵作熱(rè)處理前的定位基準(zhǔn)。通常(cháng)一套模具設計圖上隻有一個中心,各(gè)零部件的尺寸由(yóu)此鋪(pù)開。加工某(mǒu)具體零部件的時候,在(zài)該件具體的點、線、麵上(shàng)確立基準,依據尺寸(cùn)關係,建立(lì)坐標係。如果 3 個麵(miàn)相互不很垂直 ( 一般情況下,毛坯都達不到這個要求) ,則可以在加工底麵 ( 通常先加工底麵) 的時候,以(yǐ)底麵為主基準,在另外兩個側麵上,根據需要,分別銑出一定長度的基準(zhǔn)帶供後(hòu)續加工用,保證基(jī)準統一,如圖 2 所示。

圖 2 型芯毛坯定(dìng)位基準(zhǔn)
上述定位基準用在熱處理之前的加(jiā)工過程中。熱處理之後,必須檢測(cè)該基準自身的(de)變形程度,以及形狀麵相對於基準的變形; 有時候會出現由於變形大而不能再作為基準使用的情況。因此(cǐ),在熱處理之前,應考慮並預留更可靠的精加工定位基準。選擇精基準時,重點考慮的是如何(hé)減少工件的定位誤差,保證零(líng)件的加工精(jīng)度,同時也要考慮零件裝卸方便(biàn),夾具結構簡單。
一般應遵循以下原則: 基(jī)準(zhǔn)重合(hé)、基準統一、自為基準、互為基準及裝夾方便等。此例中,8 mm 孔經過鉸刀精加工,表麵質量好,因熱處理而引起的變形也(yě)較(jiào)小(xiǎo),可以作為精加工基準用。這就是隨後要說到的一種(zhǒng)比較典型的方法 -利用孔或(huò)軸的輪廓 ( 中心線) 作定位基準。以上說的是以模(mó)具型芯為代表的單件生產。長方體件在批量生產(chǎn)的時(shí)候,通常要利用(yòng)夾具把 3 個基準麵的位置固定下來,以提高效率。這樣的例(lì)子很常見,文中不再贅述。
但如圖 3 所示的長方體工件的基準確定,稍微有些特(tè)殊(shū)。該件形狀並不複雜(zá),突出特點是尺寸(cùn)公差要求很小 ( ± 0. 01 mm) 。屬來料加工,其下料尺(chǐ)寸為 76 mm × 45 mm × 51 mm,為了減少(shǎo)裝夾次(cì)數,生產(chǎn)中將長度方向的定位塊采用(yòng)了活動(dòng)量塊,裝夾 ( 如圖 4 所(suǒ)示) 時定位,裝夾好後移走,這樣在一次裝夾下加工完兩端麵和頂麵,實現了工序集中最大(dà)化,減少了裝夾次數,充分發揮了加工中心的優勢,也保證了 ( 75 ± 0. 01) mm 等尺寸要求(qiú)。由於加工過程中長度方向上不存在定位,所以屬於不完全定位; 不過實際加工效果還好,幾乎很少有(yǒu)攢動。關於該件的加工,隨後將專門介紹。
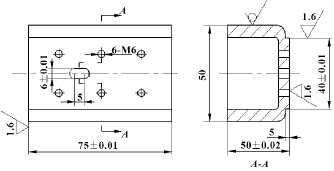
圖 3 滑塊
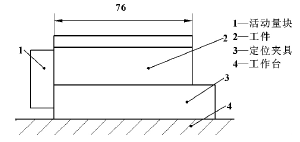
圖 4 滑塊裝夾(jiá)示意圖
1. 2 回轉體件
回轉體件的定位基準通常選擇其(qí)內 ( 外) 表麵。基本(běn)方法是: 利用百分表的針頭 ( 或(huò)光電感應器的觸頭等) ,沿十字形測出 4 個點的中心(xīn)即為中心線位置,詳見圖 5。具體測(cè)量時,應先在孔的正上(shàng)方 2 ~ 3mm 處旋轉(zhuǎn)表針,使針頭大致在被測孔(kǒng)徑外側(cè) ( 軸(zhóu)的話,應偏向內側) ,然後輕壓表針使之進入孔(kǒng)內,首先(xiān)找出某一方向上對稱兩點 (如點(diǎn)A和C 或與 AC 線平行的(de)某一位(wèi)置上的兩點) 的對稱中心,在此中心線 ( CD 線) 上再(zài)找點 C 與 D 的等分(fèn)點O ( 期間需要調整針頭位置) ,找出之(zhī)後再旋轉一周,查看表針跳動情況,以檢查剛才確定的AC 線是否(fǒu)經過點O,從而最終找出圓心O 的(de)機床坐標 ( 旋轉(zhuǎn)一周,表針靜止不動或輕微震顫) 。
在確定過程中應注意,表針靜止不動有 3 種可能:
(1) 未接觸內(nèi)表麵(miàn);
(2) 與內表麵之間的壓力太大而不能跳動;
(3) 主軸在圓心位置。
由於(yú)最終記錄的(de)是圓心位置,視軸線(xiàn)為定位基準也未嚐不可(kě)。關文獻研究證明二者無實(shí)質差別。
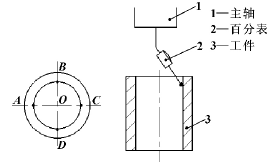
圖 5 回轉體件基準孔找正
Z方向的基準可優先考慮上表麵。至(zhì)於哪一個為主基(jī)準,應結合加工餘量和表麵粗糙度確(què)定。通常,以(yǐ)回(huí)轉體為主要特征的零件,內(nèi) ( 外) 表麵的(de)定位作用更重要一些,因為它(tā)往往會(huì)是設計基準,尺寸公差關係多,限製工件自由度數目多。
由(yóu)於杠(gàng)杆百分表與工件(jiàn)接觸的頂端直徑為 3 mm,所以隻要孔徑大於 6 mm,就可以使(shǐ)用; 小於 6 mm時,可以考慮插入心軸,測外徑。在通過 CAPP 係統(tǒng)選擇定位基(jī)準的時候,為(wéi)了確保正確決策和加工精度,這(zhè)些影響(xiǎng)因素也應被考慮。同(tóng)理,用鍵槽作定位基準(zhǔn)的時候,由於量(liàng)塊可以(yǐ)塞進去,所以(yǐ)理論上,寬度(dù) 1 mm 以(yǐ)上的鍵槽都是可能的定位基準,在利用CAPP 係統選擇定位基準的(de)時候,亦不應被(bèi)忽略(luè)。
1. 3 異形件
若工件上缺少可作為定位基準(zhǔn)的恰當表麵,就有必要人為地製造一些基準麵,使(shǐ)其在(zài)加工中起定位作用,這類基準稱為(wéi)輔助基(jī)準。
圖 6 為某(mǒu)產品示意圖,批量生(shēng)產,除了 “成型麵”部分之外,其餘 5 個麵均為配合麵,都需要精加工,精度要求高(gāo),同時成型麵上無法(fǎ)裝夾。那麽該怎樣裝夾、定位好呢(ne)?
仔細觀察產品圖可(kě)以發現,由 R1、R2、R3所形成(chéng)的圓弧麵以及構成尺寸 70 mm 的(de)上下(xià)麵都是潛在的定位基準選(xuǎn)項。經過分析,最終確定了 R1、R3和上平麵(miàn)分別為不同工序的定位基準,但僅此還不能(néng)保證(zhèng)各工序的準確(què)定位和裝夾.
在不妨礙使用的(de)前提(tí)下,在原產品圖上增(zēng)加工藝孔: 在頂(dǐng)麵增加(jiā) M8 螺紋,在背麵增加 3 × M8 ( 口部10H7 深 8 mm 作定位(wèi)用) ,故修改產品圖如(rú)圖 7 所示(shì)。在此基礎上,進而設計出如圖 8 所示的鑄造毛坯(pī)圖,在鑄件上(shàng)又增加輔助定位基準麵 A、B 和 C ( 這3 個基準屬於增材,使用後都(dōu)去掉) 。
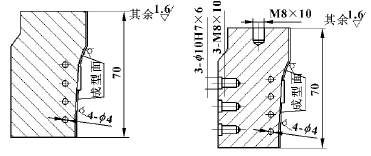
圖6 某異形件產品圖
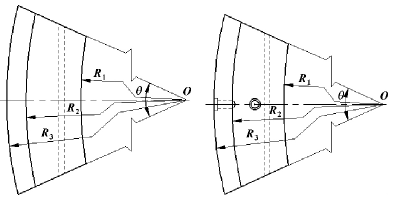
圖7 帶(dài)工件藝孔(kǒng)的異形件產品圖
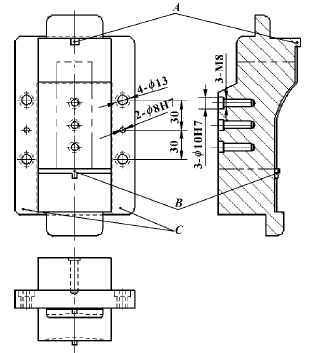
圖8 異形件毛坯圖
如前所述,這些基準分別在(zài)不同工序中使用,基準(zhǔn)統一原則該如何保證呢? 解決辦法是: 利用加工中心加工精度高且工序集中(zhōng)的優勢,盡(jìn)量在一次(cì)裝夾(jiá)中把所有可以加(jiā)工的定位基準都加工出來; 確實暫不能加工的,則為其加工輔(fǔ)助定位基準。從實際加(jiā)工結果看,這(zhè)些定位基準有效地保證了產品質量。
這些輔助基(jī)準在加工後(hòu)失去(qù)作用,屬於增材的話,事後通常會被去掉; 減材類 ( 如工藝孔) 一般不影響產品(pǐn)使用,則保留。
從上(shàng)例可以看出: 對於批量生產的異形件,在確定基準時,應緊密結(jié)合加(jiā)工工藝,充分利用現有形狀上的平麵和圓弧(hú)麵等; 必要時再通過增材或(huò)減材的辦法(fǎ),增加輔助定位(wèi)基準(zhǔn),從而保(bǎo)證產品質量。
2 、結束語
加工中心具有工序集中、生產效率高和加工質量好等優點,在加工中心上確定工件定位基(jī)準的時候,應考(kǎo)慮如何(hé)充分發揮加工中心的優勢,實現產品加(jiā)工的高(gāo)品質和高效率。文中對(duì)長(zhǎng)方體(tǐ)件(jiàn)、回轉體件和異形件定位基準選(xuǎn)擇的分析,雖然(rán)具體方法不(bú)同,但指導思想是一致(zhì)的: 緊扣產品(pǐn)的加工特征,注重充分發揮加工中心的優勢,尋求高效優質的加(jiā)工過程。
不過,文(wén)中隻是對加工中心上定位基準的確定方法做了一(yī)個初步總結(jié),還不夠全(quán)麵,還有很多情況需要(yào)今後進一步總結、提(tí)煉.
來源:河南職業技術(shù)學院機電工程係,河南鄭州 西北(běi)工業大(dà)學機電學院,華北水利(lì)水電大(dà)學機械學院
投稿箱:
如果您有機床行(háng)業、企業相關新聞稿件發表,或(huò)進行資訊合作,歡迎聯係本網編輯部, 郵(yóu)箱:skjcsc@vip.sina.com
如果您有機床行(háng)業、企業相關新聞稿件發表,或(huò)進行資訊合作,歡迎聯係本網編輯部, 郵(yóu)箱:skjcsc@vip.sina.com
更多相關(guān)信(xìn)息
金馬")
業界視點
| 更(gèng)多

行業數據
| 更多
- 2024年11月 金(jīn)屬切削機床產量數據(jù)
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新(xīn)能源汽車產量數據(jù)
- 2024年10月(yuè) 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年(nián)9月 新能源汽車銷量情況
- 2024年8月(yuè) 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎(jiào)車(chē))產量數據