



一種重型液壓油缸加工工藝(yì)的研究
2018-5-7 來源:惠州市(shì)技師(shī)學(xué)院 作者: 陳義華
摘(zhāi)要:本文主要介紹一種重型液壓油缸的機械(xiè)加工工藝(yì)。液壓油缸的(de)機械加工其加工質量的好(hǎo)壞直接影響整個油缸的壽命和可靠性,缸筒加工(gōng)要求高,其內表麵粗糙度要求為(wéi)Ra0.4~0.8μm,對同(tóng)軸度、耐磨性要求嚴格。缸筒的基本(běn)特征是深孔加工,其加工工藝一直困擾著許(xǔ)多機械加工製造人員。
關(guān)鍵詞:重型液壓油缸;表麵粗糙度;圓(yuán)柱度
C5112A立式車床,屬工作台移動式車(chē)床,加工特點切削(xuē)直徑1250mm,車(chē)床布局的主要特點是主軸垂(chuí)直布置,安裝工件(jiàn)的圓形工作台水平布(bù)置,故(gù)笨重工作的裝夾、找正比較方(fāng)便。此外,工件及工(gōng)作台的重量均布在工作台(tái)導軌及推力軸承上,大大減輕了主軸(zhóu)及(jí)其軸承的載荷,因(yīn)此,對減少磨損,保證加工精度十分有利,並能長期保持工(gōng)作精度。所以對加工重型液壓油缸十分有利。圖1為油缸加工圖紙,油缸的加工工藝過程見表1。
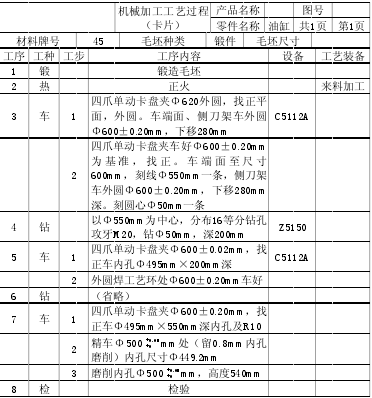
表 1 油缸機械加工工藝過程
一、粗車(如圖(tú)1所示的油缸)
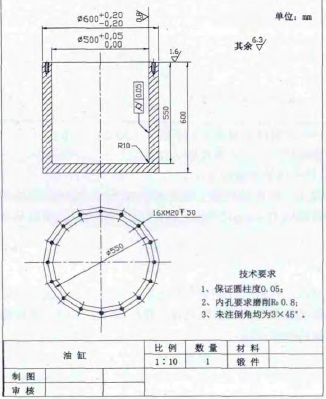
圖1
1.液壓油缸為45鋼材鍛造、並(bìng)退火(外資企業來料加工)是一個大(dà)而重(chóng)的圓柱體工(gōng)件,重約1300kg。工件重(chóng)而不規(guī)則圓,要考慮粗車過(guò)程的兩次起重和裝吊工件上下平行和(hé)安全,所以設計了(le)焊接三點吊環的工藝,如圖2所示。
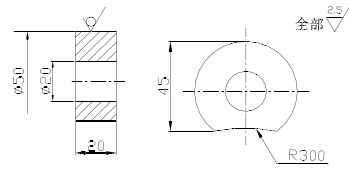
圖2
注:用45鋼材料(liào)Φ50下料80mm長,車孔Φ20mm,厚20mm,共3件(jiàn)。銑去5mm外圓尺寸R300mm位(作與油缸外圓毛坯焊(hàn)接位)。將工件毛坯取總(zǒng)高一半分三等份將3個吊環工藝焊接牢固。如圖3所示工件實樣毛坯。
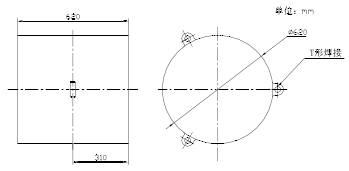
圖3
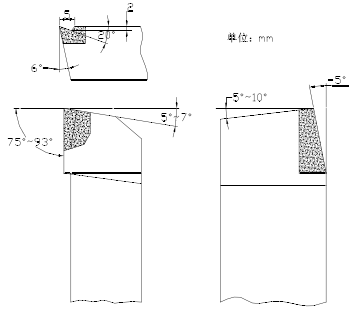
圖4
2.將焊接後的工件用3根圓鋼絲繩(shéng)拴在3個吊環支承孔中,固定後用吊車輕放在立(lì)車工作台麵上,用四爪單動(dòng)卡(kǎ)盤校正平麵、外圓夾緊夾牢(láo)。(因工件外圓為毛坯(pī)鍛造故不(bú)規則圓,所以用4件厚銅板分別放入4個卡爪中支承夾緊工件表麵)
3.粗車平麵見光(guāng),用(yòng)側刀架將外圓車至尺寸(cùn)Φ600mm,下移高度280mm,以不碰工(gōng)藝吊(diào)環,倒(dǎo)角3×45°。
4.卸下工件調頭,以已車好的平麵和外圓作(zuò)基(jī)準麵用四爪單(dān)動卡盤校正外圓(yuán)夾牢工件,並用磁性百分表檢查外圓。按工藝(yì)過程3工(gōng)序車端(duān)麵取總高600mm,外圓用(yòng)側刀架車外圓600mm下移280mm,以不碰工藝吊環。在端麵上(shàng)刻圓心Φ550mm鑽孔中心線(16×M20螺紋處用),另以圓心線刻(kè)一條Φ50mm鑽孔工藝中心線,倒角3×45°,卸下工件,吊去鑽床上(shàng)去鑽孔(kǒng)。
5.由於立車不具備鑽孔機構(gòu)和工裝夾具,所以轉(zhuǎn)下道工序鑽床引鑽Φ50mm×200mm深的工藝孔。(作立車(chē)背吃刀量進給)並在(zài)鑽(zuàn)床上將Φ550mm中心線分布16等份M20×50深的(de)螺紋攻好,(也可(kě)作吊起工件的工藝螺孔)將原焊接的3個工藝吊環割(gē)去,並打磨好。
6.利用工(gōng)件端(duān)麵螺孔,用(yòng)兩個標準的M20吊環旋(xuán)緊端麵對稱(chēng)中心處,用兩根鋼絲平行工件吊起1m高,擦幹淨(jìng)底麵,輕放立車工(gōng)作台麵上,用四爪單動卡盤將工件校正夾牢。刀具選擇:由於工件內孔加(jiā)工餘量大,切削後工件為1/4的重量,為(wéi)凹孔Φ500mm×550mm深。針對加工餘(yú)量大,孔(kǒng)底深,排(pái)屑困難等不利因素,我采用合(hé)理車刀幾何角(jiǎo)度,選用硬(yìng)質合金為YT5 YT15,主偏角(jiǎo)為90°,斷屑槽為外(wài)斜(xié)式,前寬後窄,前深(shēn)後淺,刃傾角為(wéi)負值,易形成切屑C形或6形,斷屑範圍寬,斷屑穩定可靠,如圖4所(suǒ)示。
7.在合理的(de)刀具中粗車由中心背吃刀量(liàng)ap/8mm向(xiàng)外(wài)緣徑向切削,進給量為f/0.5mm切削速度為V=55~75mm/min,將(jiāng)工件車至Φ495mm,留5mm精車。車完每一刀,用垂直刀架下移一刀,由於凹孔越車越深,排屑越難,我采用大型喇叭的鐵芯,(磁(cí)鐵)每車一刀停機下來吸(xī)一次鐵屑(xiè),以免工件之內的鐵屑多而打壞刀具(jù),順利車削深度(dù)為200mm。另將原外(wài)圓(yuán)3個工藝處用側刀架車Φ600mm,使(shǐ)外圓為圓柱體。
8.卸下工件吊至鑽(zuàn)床引鑽中心工藝孔Φ50mm×550mm內孔總高,(采用加長(zhǎng)深孔鑽削,工藝過程省略)鑽完孔後將工件吊放立車(chē)工作台麵上,用四爪單動卡盤(pán)找正夾緊。由於工件內孔深為(wéi)550mm,垂直(zhí)刀架下移切削將會碰工件,所以特做一(yī)把加長刀杆,如圖5所示。刀杆材料選(xuǎn)用45鋼並調質,尾部莫氏5號(hào)錐柄(bǐng)與垂直旋轉刀架錐孔配合緊固,刀杆(gǎn)做好後,裝入刀架錐孔,並(bìng)鎖緊刀(dāo)架上的錐度自鎖裝置螺釘,保證(zhèng)刀杆(gǎn)安(ān)裝牢固,切削振(zhèn)動時不會掉刀。因軸小而又長,所以刀具采(cǎi)用90°偏刀、增(zēng)大前角,刃傾角為正、刀尖(jiān)圓(yuán)弧減少,使切(qiē)削(xuē)刃(rèn)鋒利,減少刀杆受力時切削振(zhèn)動。背吃刀(dāo)量ap/5mm,進給量f/0.3mm,切削速度V55~75m/min,順(shùn)利將工件車至內孔(kǒng)為Φ495mm,內孔總高為550mm,R10車好。
二、精車
工件粗車(chē)好後,重新裝夾校正(zhèng)工件,以免粗(cū)車時工件移位或不平,為(wéi)了(le)磨削最後一道工序做好準備,精(jīng)車至為(wéi)重要。因工件(jiàn)內孔圓柱度要求(qiú)高為/0/0.05mm,為保證圖紙要求,在精車中(因粗車留(liú)下5mm)每次背吃刀量1mm車(chē)削一次,用內徑千分尺上(shàng)下測量圓柱度(dù),修正垂直刀(dāo)架溜板至圓柱度為0.05mm以內。並留0.8mm餘量為磨削。
三、缸筒(tǒng)內表麵磨削
1.關鍵最後一道工序磨削。工件油缸表麵粗糙度為0.8,公差等級IT6級,圓柱度0.05mm,對油缸要求精(jīng)度高及表麵粗糙度高的情(qíng)況,而且立車轉塔刀架與(yǔ)垂直中(zhōng)滑板為一整體,故不能卸下(xià)刀架,需另配(pèi)裝磨頭夾具。所以既要保證圖紙尺寸要求,又要準時交貨,我采用新型的手動砂輪機,將(jiāng)原電動機(jī)後蓋卸(xiè)下,以(yǐ)主動電機軸前後中心孔為基準,在車床(C6140)上采用前後兩頂針車削電機鋁外殼以圓為基準並留0.5mm為台階作定位(wèi),外圓Φ120-0-0.05mm×100mm。
2.做一個專用夾具電機外殼套。圖6為下料φ140mm×孔φ110mm45號無縫圓鋼管,長100mm。在外圓焊一條30mm×30mm長100mm的四方長鍵作立車刀架裝夾緊作用,φ120的(de)孔在車床上加(jiā)工完畢。另將電機兩頭(tóu)前後軸承改換為圓錐(zhuī)滾子軸承GB300200型。外殼專用套車好後將電機外殼整體用油壓機輕壓入夾具套內,並用M12的(de)螺釘緊固電機外殼。改裝後(hòu)的(de)手動砂輪機變成機械(xiè)緊固(gù)式磨(mó)頭(tóu),其有(yǒu)效工作深度為580mm,磨頭采用型號為GB/T2476-1994WA(GB)150X30A60的氧化鋁砂輪。其功率0.8k W,三相電壓(yā),采用1.5k W變(biàn)頻器電子無級調速,調定轉速為1440r/min,如圖7所示。
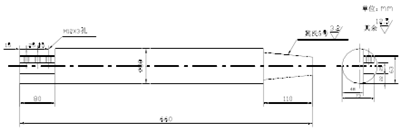
圖5
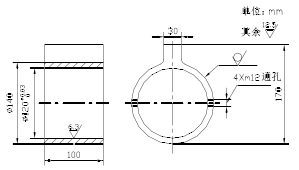
圖 6 專用(yòng)夾(jiá)具套
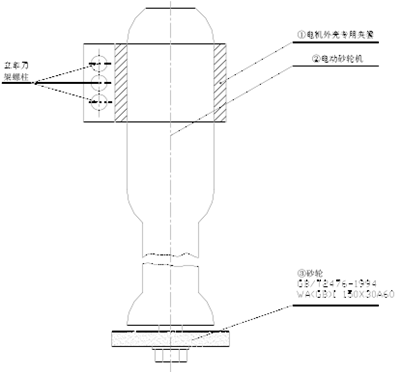
圖7 整體機夾式磨頭
3.油缸磨削工作高度為540mm尺寸,將機夾磨頭安裝在(zài)立車刀架上,每次磨削背吃刀量ap/0.05mm,切削速度Vc40m/min,進給量f4mm/r因磨削進給量大而快,所(suǒ)以采用垂直刀架中滑板的刻度尺調整為540mm用白色粉筆標記,以免磨(mó)頭砂輪碰到底麵。磨削(xuē)中采用幹磨,如(rú)磨頭(tóu)發熱即停下機床(chuáng)來進行風冷卻,在常溫下再磨削,每磨削幾次進給用(yòng)金(jīn)剛筆修整砂輪(金剛筆裝在側刀架上緊固)上下修整。
在整個磨削過程中,表(biǎo)麵粗糙(cāo)度已達0.8IT6級,圓柱度0.02mm,內徑Φ500+0.05+0.03mm。經檢驗(yàn)、各項要求合格達標,使外(wài)資企業非常滿意(yì)。按以上機械加工方法成功為客戶加工了12個液壓油缸,給企業創造了(le)顯著的經濟效益(yì)。
圖7為整體機夾式磨頭。
三、結語
綜上所述(shù),加工大而重的液壓油缸,關鍵要充分利用立式車床的加工原理,合理使用刀具的幾何角度和加工工藝方法,充分理解圖紙的各項(xiàng)要(yào)求,即使難度大、精度高的工件都能在設備和技(jì)術的突破中解決。
投稿(gǎo)箱:
如(rú)果您有機床(chuáng)行業、企業相關新聞稿(gǎo)件發表,或進行資訊(xùn)合作,歡迎(yíng)聯係(xì)本網編輯部, 郵箱:skjcsc@vip.sina.com
如(rú)果您有機床(chuáng)行業、企業相關新聞稿(gǎo)件發表,或進行資訊(xùn)合作,歡迎(yíng)聯係(xì)本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相(xiàng)關信息

業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機床(chuáng)產(chǎn)量數據
- 2024年(nián)11月 分地區金(jīn)屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月(yuè) 基本型乘用車(轎車)產(chǎn)量數(shù)據
- 2024年11月 新能源汽(qì)車產(chǎn)量數據
- 2024年11月 新(xīn)能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情(qíng)況
- 2024年10月 分地區金屬切削機床產量數(shù)據
- 2024年10月 金(jīn)屬切削機床產量數據
- 2024年9月 新能源汽車銷量(liàng)情況(kuàng)
- 2024年8月 新能源汽車(chē)產量數據
- 2028年8月 基本型(xíng)乘用車(轎車(chē))產量數據
博(bó)文選萃
| 更多
- 機械加(jiā)工(gōng)過程圖示
- 判斷一台加工中心(xīn)精度(dù)的幾種(zhǒng)辦法
- 中走(zǒu)絲線切割機(jī)床(chuáng)的發(fā)展趨勢
- 國產數控係統和數控機床何去何從?
- 中國(guó)的技術工人都去哪裏(lǐ)了?
- 機械老板做了十(shí)多年,為何(hé)還是小作坊?
- 機械行業最新自殺性營銷,害人害(hài)己!不倒閉才
- 製造業大逃亡
- 智能時代,少談點智(zhì)造,多談點製造
- 現實麵前,國人沉默。製造業的騰飛,要(yào)從機床
- 一文搞懂數控車床加工刀具補償功能
- 車床鑽孔攻螺紋加工(gōng)方法及工裝(zhuāng)設計
- 傳統鑽削與螺旋銑孔加工(gōng)工藝的區(qū)別