



立式加工中心支承係統敏感(gǎn)性分析及其結構(gòu)設(shè)計
2018-3-23 來源:大連理工大學 機械工程學院 作者:馬雅麗 馮 瀟
摘要: 為了高效溯源出機床支承係統的剛性薄弱環節,提出了敏感性分析基礎上麵向支承係(xì)統加工(gōng)精度(dù)的結構設計方(fāng)法。基(jī)於敏感(gǎn)性分析結果,以支承係統加工(gōng)精度影(yǐng)響明顯的立柱為例進行了(le)拓撲優化設計,提出了以靜態應變能與靜動組合應變能為(wéi)優化(huà)目標響應的壁板與結構單元設計(jì)。在此基礎上,將(jiāng)該機(jī)床的刀尖最大變形量作為優化設計的(de)目標(biāo),兼顧支承係統的質量與固有頻率,建立(lì)了支承係(xì)統中涉及立柱(zhù)外壁板和結構單元的尺度優化設計方法。最後,立式加工中心支承係統在保證質量相對不變(biàn)的條件下,對比(bǐ)分析了新設計方案與原方案的性能,其結果剛性提高了(le) 5%~11%,驗證(zhèng)了支承係統敏感性分析(xī)方法(fǎ)及結構設計的有效性。
關鍵詞: 加工中心 ; 支承係統(tǒng); 敏感性分析; 拓撲優化; 尺度優化
0、引言
機(jī)床結構(gòu)設計方(fāng)法主(zhǔ)要(yào)通過傳(chuán)統設計及改進、優化設計法、仿生法以及替(tì)換傳統材(cái)料等達到機床性能的最(zuì)佳化,而(ér)如何將現代科學技術應用於機床的設計開發、分析評估、改進優化是當前研究機床結構設計的關鍵問題(tí)之一。目前機床(chuáng)結構優化(huà)設計的研究主要包括以下(xià)兩個方麵: 一方麵基於有限元分析的機床結(jié)構拓撲優化,在生成的概念模型基(jī)礎上(shàng)進行尺(chǐ)寸和形貌的局部設計; 另一方麵基於相關的優化(huà)算法進(jìn)行外(wài)形和尺(chǐ)寸優化。針對機床敏感性分析來說(shuō),黃強介(jiè)紹了基(jī)於多體係統理論與齊次(cì)坐標變換(huàn)方法(fǎ),提出了(le)從眾多機(jī)床幾何誤差(chà)源中識別出(chū)對加工精度影響較大的(de)敏感性誤差。程強在敏(mǐn)感性分析的基礎上提出一種識(shí)別關鍵性(xìng)幾何誤差源參數的新方法,並采用矩陣微分法計算和(hé)分析誤差敏感性係數(shù)。範晉偉提出了一種(zhǒng)基於多體係統運動學理論的機床誤差敏感性分(fèn)析新方法。
盡管機床的(de)敏感性分析方麵取得了長足的發展,但缺乏從機床結(jié)構設計角度出發,探究支承件位移參數與機床加工精度的關聯關係。在此背景下,本文以某立式加工中(zhōng)心 為例,專注於該支承係統敏感性分析及其結構(gòu)優化設(shè)計,從而可有效避免機床結構的盲目改進。
1、支承係統的敏感性建模與(yǔ)分析
機床支承係(xì)統靜態性能的優劣是保證機床加工精(jīng)度的基本要求。機床支承係(xì)統的敏感性分析旨在辨識各支承件位移參數對刀具和工件成形點相對其理(lǐ)想(xiǎng)位置的影響程度,探究(jiū)支承件位(wèi)移參數與機床加工精度的關(guān)聯程度。
1.1 支承係統的敏感性建模
以立式加工中(zhōng)心靜態位移參數作為設計變量,研究各(gè)相鄰支承件之間位移數學關(guān)係及其加工精度(dù)與支承件位移參數(shù)的映射關係。基於多體係統的精度建模理論,構建機床加工精(jīng)度與各支承件位(wèi)移間的數學模(mó)型,實現機床支承係統的敏感性分析。立式加工中心 支承結構構(gòu)成及其鄰接關係如圖 1 所示。
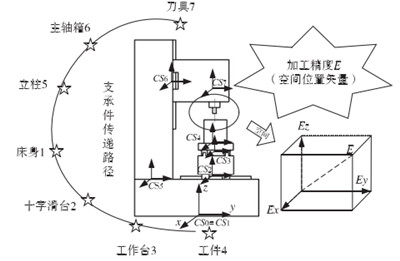
圖1 立式加工中心結(jié)構構成
立式加工(gōng)中心的刀具成形點與工件成(chéng)形點之間的相(xiàng)對位置決定(dìng)了機床加工精度。加工中心的支(zhī)承係統建立(lì)兩類坐標係: 係統坐標係 CS0 和(hé)支承件坐標係CSi( i = 1,2…7 ) 。設在初始空載條件下(xià),兩類(lèi)坐標係(xì)位姿狀態重合,方向與機床坐(zuò)標係方向(xiàng)一致。切削載荷下,機床(chuáng)支承係(xì)統(tǒng)位移是由各支承件位移(yí)相互耦合作用而產生,定義位置(zhì)矢量(liàng)進行描述。每個支承件(jiàn)坐標係 i 在工作空間具有三項位置位移與轉角位移參數為:
其中,uxi + 1i表示支承件坐(zuò)標係 i + 1 相對於 i 的 x 向位置位移。因該立式加工中心支承係統由 7 個支承件構成,若以床身為基準,機床支承係統的位置矢量則包含 36項位置和轉角位移分量(liàng),則其位置矢量為:
1.2 支(zhī)承係統的敏感性分析
機(jī)床支承係(xì)統位移敏感性分析的目的是溯源(yuán)機床的剛性薄弱環節,以通(tōng)過薄弱結構的再設計提升機床靜態性能及加工精度(dù)。其方法或過程(chéng)是將靜態(tài)整機加工精度以(yǐ)刀具與工件兩端點的矢量差表征,分析各(gè)支承件(jiàn)位移參數對加工精度的效應(yīng)。
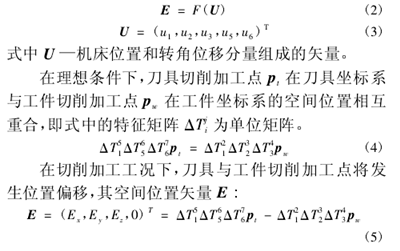
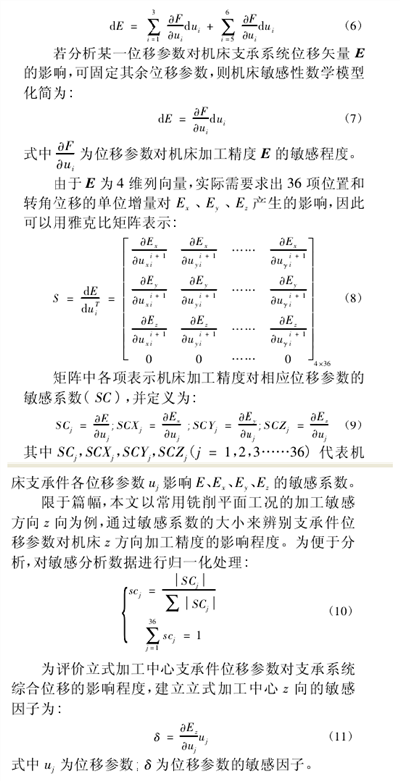
根據式(5)中支承係統空間位(wèi)置矢量,任意位移參(cān)數的增量所引起的機(jī)床係統(tǒng)空間位置變(biàn)化量dE可以表達為:
采用有限單元法分(fèn)析立式加工中心整機靜態性能,提取各支承件的相對位移參數代入敏感性模型,完成立式(shì)加工中心z向敏感因子分析,其結果如圖(tú)2所z向敏(mǐn)感(gǎn)因子反映(yìng)了(le)該立式加工中心支承(chéng)結構對:向加(jiā)工精度的影響程度。分析結果表明,立柱:z向位置位移的敏感因子占全部敏感因子的35 %,而床(chuáng)身(shēn)前部(即與(yǔ)十字滑台結構相連接的部分)和工作台(tái)z向位置位移的敏感因子不(bú)足2 %。基此,獲得支(zhī)承係統z向薄(báo)弱(ruò)結(jié)構,可(kě)通(tōng)過再設計進一步提高相關結構的性能。
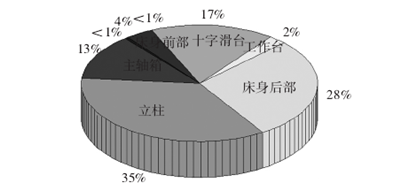
圖2 立式加工中(zhōng)心z向敏感因子
2、支承結構的拓撲(pū)優化設計
立式(shì)加工中心的立柱主要結(jié)構由實體壁板、筋板以及鑲嵌壁板上的結構單元組(zǔ)成。為獲得最優的支承係統性能,采用以靜態與動態性能多目標的結構拓撲優化技術進行結構壁板及筋板的主體結構設計;基於立柱的承載類型,選擇結(jié)構單(dān)元(yuán)類型;利用尺(chǐ)度優化方法獲得主要結構(gòu)參數的尺寸,從而綜合提(tí)升支(zhī)承件的性能。
2.1 支承結(jié)構(gòu)的壁板設計
機床立(lì)柱需要經曆(lì)多加工工況載荷條件,因(yīn)此采用(yòng)加權來(lái)分析與設計(jì)工況。根據立柱支承(chéng)功(gōng)能和固定型(xíng)式,設置導軌、軸承座與螺釘固定連接板為非設計區域,其餘部分為優化設計(jì)區域,獲(huò)得具有良好綜合性能的最佳傳力路(lù)徑,如圖3所示。
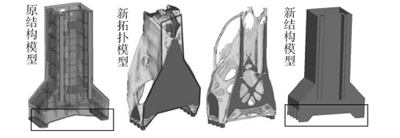
圖3 立(lì)柱(zhù)外壁板(bǎn)的基木形狀
綜合考(kǎo)慮(lǜ)圖3動(dòng)靜拓撲優化獲得的傳力路(lù)徑(jìng),設(shè)計立柱壁板的外部形狀。新結構與原模型外壁板的承載(zǎi)路徑基木一致,呈現(xiàn)“梯形”的結構形式,並基此(cǐ)確定立柱(zhù)外壁板的形(xíng)狀尺寸。
2. 2 支承結構的(de)結構單兒(ér)設(shè)計
支承(chéng)結構的結構單元設計是將結構單元附(fù)著在相(xiàng)應的內壁板,防止空心薄壁結構產生顫振和剛性不足的有效措施。通過壁板內壁布置相應的結構單元(yuán)把導軌引(yǐn)進的集中載荷轉移和分散到立柱的整個截(jié)而板壁上,實現立柱的整體剛性增強。
結構單元類型的選擇首先(xiān)應參考拓撲優化結構中局(jú)部單元的形(xíng)式,抽象並規整化;其次,根據支承結構的承載類型,以(yǐ)及結構單(dān)元(yuán)在(zài)同(tóng)尺寸下不同單元類型的力學性能,綜合(hé)考慮最優的單元(yuán)類型(xíng);最後,盡(jìn)可能地采取對稱分(fèn)布有序布置結構單元,從而簡(jiǎn)化(huà)鑄造結構工藝性以及熱量傳遞能力。
立柱新結構方案如圖4所示。根據拓撲優化材(cái)料分布,選擇太陽型結構單元附著於後壁板相應位置處,以滿足拓撲結構中(zhōng)力的最佳傳遞路徑;同(tóng)時參考文獻結果D i7,由於菱型與米字型單元(yuán)結構具有一定的相似(sì)性,並且在抗彎、扭等各項性(xìng)能突出,選擇性能略高的菱型單(dān)元布置在立柱(zhù)導軌四周的壁板上,加強立柱懸臂部分的局部剛度,避免薄壁振動。
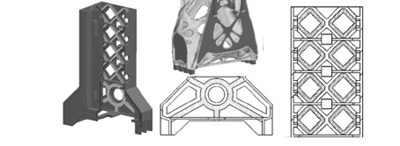
圖4 立(lì)柱的(de)結構單元
3、支承(chéng)結構的尺度優化設計
支承結構的尺度優化設計(jì)是基於Workbench與Pro / E實現聯(lián)合參數化建模與分析,采用多變(biàn)量多目標優化的設計方法,在支承係統的基礎上(shàng),通過結構性能最薄弱的立柱尺寸優化,選擇合理的外壁板、加強筋和結構單元尺度,以滿足支承係統的靜動態性(xìng)能。
3.1 支承結構的尺度優(yōu)化目標與(yǔ)變量
將該機床的刀尖最大變(biàn)形量作為立柱尺度優(yōu)化設計的優化目(mù)標,保證在質量不變或者減小的條件下,改善支承係統的靜態性能(néng)。同時,建立對(duì)稱性和工(gōng)藝性約(yuē)束,設置優(yōu)化變(biàn)量中相應尺寸保持(chí)等量關係,亦可顯著減小計算量。立柱優化以外壁板的前後側(cè)、左右側、加強筋厚度和菱型單元的寬度與高度五(wǔ)種尺寸作為優化變量,如(rú)圖5所示。此外,對以係(xì)統(tǒng)模態固有頻率作為衡(héng)量該立(lì)式加工中心動態性能的優(yōu)化目(mù)標,分析優化變量參數與固有頻率的關係。

圖5 立(lì)柱尺寸優化變量
3. 2 支承結構的尺度優(yōu)化結果分析
根據workbench正交試驗(yàn),通過響應曲而(ér)(線)來擬合設計點(diǎn),研(yán)究優化變量的影響,並能(néng)夠動態顯示優化變量與目標(biāo)參數之間的關係,確(què)定最佳的優化變量尺寸。限於篇幅(fú),僅列舉其中的兩種優化變量如圖6所示,圖中(zhōng)x、y和z分(fèn)別代表加強筋厚度、菱(líng)型單元高度(dù)以(yǐ)及刀具的z向(xiàng)最大變(biàn)形量。
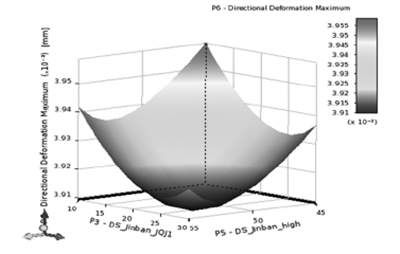
圖6 優(yōu)化變(biàn)量的響應(yīng)曲麵
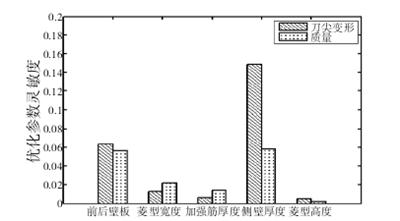
圖7 優化變量的靈敏度
為了更好(hǎo)地(dì)明確(què)優化變量對於優化目標的影響程度,基於workbench的靈敏度結果,衡量各優化變量的貢獻程(chéng)度。其中(zhōng),涵蓋了對模型質量(liàng)和刀尖成形點位(wèi)移的影響,如圖7所(suǒ)示。當優化變量的刀(dāo)尖變形靈敏度(dù)大於其質量靈敏度時,則說明該優化變量更能夠滿(mǎn)足在質量輕的前提卜,對機床刀尖變(biàn)形量影(yǐng)響(xiǎng)更大。圖中結果顯(xiǎn)示,側壁厚度、前後壁板(bǎn)厚度和菱型單元高度符合刀尖變形靈敏度大於其(qí)質量靈敏度。此外,側壁板厚度、前後(hòu)壁板厚度、菱型寬度、加強筋厚度以及菱型(xíng)高(gāo)度(dù)依次對於刀尖變形的影(yǐng)響逐漸(jiàn)減小。 在考慮該支承係統導致的刀尖最大變形的(de)同時,通過Workbench立柱外壁板、加強筋以及(jí)菱型單元的正交試驗設計,觀察立式加工中(zhōng)心支承係(xì)統的固有頻率,圖8為模態優化(huà)過程中不同優化變量尺寸組合(hé)的固(gù)有(yǒu)頻率(lǜ)結果。圖中的(de)結果表明(míng),優化變量大小的變化對支承係統的固有頻率影響較小(xiǎo),其固有頻率變化的最大幅度(dù)不超過1. 6Hz。
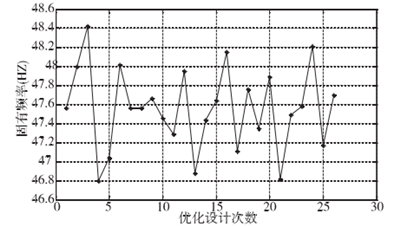
圖8 模態優化分析結果
綜上,立柱結構最終尺寸僅需要考慮各優化變量對支(zhī)承係統剛性的影響,即刀尖的位移量。根據優化變量的靈敏度及響應曲而,將前(qián)後壁板厚度、側壁厚度(dù)和菱型(xíng)單元寬度由初(chū)始的15 mm設置(zhì)為18m,28mm和12 mm菱型單元高度(dù)由40 mm增至SOmm,加(jiā)強筋板(bǎn)寬度保持不變。
4、支承係統的性能評價
機床支承係統(tǒng)剛性采用(yòng)刀具(jù)成形點和(hé)工件成形點之間的相對位移誤差進行評價(jià)。由於工作台處變形相
對刀具成形(xíng)點變形要小很多,因此,結構方案性能評價(jià)時,僅考慮刀具的位移量作為支承係統剛(gāng)性的評價指標。
保證新結構方案與原方(fāng)案的工況條件、約束(shù)位置(zhì)、網(wǎng)格劃分等保持一致情況下進行結構(gòu)的剛性分析,結果見圖9。刀具上最大位移(yí)點(diǎn)由53. 8μm減小至48.4μm,而最小位移點則由50.0μm減小(xiǎo)至47.4μm其支承係統的質量3. 255t減小為3. 241t,即保證質量相對不變(biàn)的條件下,立式加工中心支承係統的剛性(xìng)提高(gāo)了5%一11%左右(yòu)。
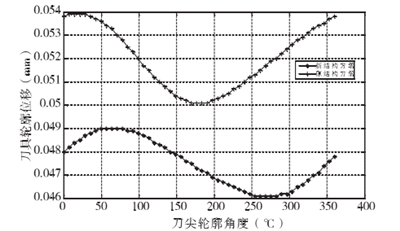
圖9 支承係統的(de)刀具位移
5、結論
本文(wén)從機床(chuáng)結構設計角(jiǎo)度出發,提出了切削載荷(hé)下支承係(xì)統的敏感性建(jiàn)模與(yǔ)分析方法,結果顯示,立柱z向位置位移是該立式加工中心支承係統的薄弱環節;基於此,建立(lì)了立柱的拓撲優化與在(zài)支(zhī)承係統基(jī)礎上(shàng)尺度優化設(shè)計方法,優化的結果(guǒ)顯示,立柱的優化變量對機床係統固有頻率的影響很(hěn)小(xiǎo);最終在保證(zhèng)質量相對不變的條件下支承係統的剛性提高了5%一11%左右。
投稿箱:
如果您有機床行業、企業相關新聞(wén)稿(gǎo)件發表,或進行資訊合作,歡迎聯係本網編(biān)輯部, 郵箱(xiāng):skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞(wén)稿(gǎo)件發表,或進行資訊合作,歡迎聯係本網編(biān)輯部, 郵箱(xiāng):skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多

行(háng)業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切(qiē)削機(jī)床產量數據
- 2024年11月 軸承出口情(qíng)況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月(yuè) 新能源汽車銷(xiāo)量情況
- 2024年10月 新能源汽車產(chǎn)量數據
- 2024年(nián)10月 軸承出口情況
- 2024年(nián)10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年(nián)9月 新能源(yuán)汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據
博文選萃
| 更多