



基於試驗模態的精密加工中心動態性能分析
2018-5-14 來源: 大連理工大學 機械工程學(xué)院(yuàn) 作者:馬 躍,嶽文斌,黃餘彬,孫(sūn)清超,楊帥傑等
摘要: 在對模態測(cè)試原理進(jìn)行分析的基礎之上,通過(guò)試驗模態分析法獲取了某型號(hào)臥式精密加工中心的固(gù)有頻率、模態振(zhèn)型和阻尼比。依據測試結果,結合傳遞函數分析,驗證了被(bèi)測對象具(jù)有良好的低頻動態特性。同時,在將測試結果與加工(gōng)中(zhōng)心(xīn)實際使用工(gōng)況進行(háng)對比後,針對影響整機動態性能的工作台與立柱(zhù)進(jìn)行了實際裝配條件(jiàn)下的局(jú)部模態測(cè)試,依(yī)據理論分析和所測結果,對發現的薄弱環節提出(chū)了相應的優化設計建議以改進其動態(tài)性能。上述工作可為同類型機(jī)床的結構優化設計與相關試驗提供一定的參考。
關鍵詞: 振動(dòng)測試; 動態特性; 模態分析; MIMO; 加工中心
0 引言
數(shù)控(kòng)機床是當(dāng)今精密加工製造領域的重要設備,其加工精度與加工效率日益(yì)受到人們的重視。 加工中心(xīn)做為一種高度自動化的多(duō)功能數控機床,其自身(shēn)的性能穩定性尤為重(chóng)要。
在實際加(jiā)工(gōng)過程中,振(zhèn)動是影響加工中心(xīn)性能的一個關鍵因素。
引起機床振動的主要原因包括(kuò)回轉零部件因質量不(bú)平衡引發的受迫振動,以及刀(dāo)具和工件之(zhī)間因相對運動引發(fā)的自激振(zhèn)動等。
在兩種類型振動的綜合作用下,機(jī)床往往會產生繁多而複雜的振動形式,極大的影響其加工性能 。
因(yīn)此,機(jī)床(chuáng)的動態性能已成為其性能(néng)評(píng)價的重(chóng)要(yào)指標 。對機床動態性能的研究,通(tōng)常采(cǎi)用計算機模擬仿真(zhēn)與振動試驗兩(liǎng)種方法。
而對諸如機床之類大型結構的模(mó)擬仿真,往往離不開振(zhèn)動(dòng)試驗的支持,如對於機床性能影響較(jiào)大的結合麵 ,其仿真時模(mó)型參數一般需要結合實際的試(shì)驗給定 。
因此,振動試驗分析方(fāng)法是研究機床動態性能的重(chóng)要手段。
它可以驗證仿真(zhēn)分(fèn)析的準確性(xìng),可以評價機床的抗振性(xìng)能,可以了解機床的薄(báo)弱(ruò)環節,也可以為機床結構優化設(shè)計(jì)提供重要(yào)的(de)參考依據。振動試驗(yàn)包括結構的固有屬性測試、動力響應測試以及動(dòng)力穩定性測試。其中固有屬性的測試一般由試驗模態分析完(wán)成。
它通過對激勵及響應信號的采集與處(chù)理,獲(huò)得係統的傳遞函數,然後用一定的擬合方(fāng)法得到結構的固有頻率(lǜ)、模態振(zhèn)型和阻尼比等模態參數(shù),從而幫助設計(jì)人員(yuán)在預防(fáng)共振(zhèn),發現結構薄弱環節和評價減振性能方麵提供數據支持 。
本文以試驗模態(tài)分析理論為基礎,針對某型號精(jīng)密(mì)臥式加工中心( 下文簡稱測試對象) ,通過多點激勵多點輸出( Multiple Input Multiple Out,MIMO) 模態分析法來獲取整機及局部的固有頻率(lǜ)、模態振型和阻(zǔ)尼比,進而對加工中心進(jìn)行動態性能分(fèn)析。1 試驗模態(tài)分析原理一個 N自由度的線性定(dìng)常係統,其運動微分(fèn)方程為(wéi):
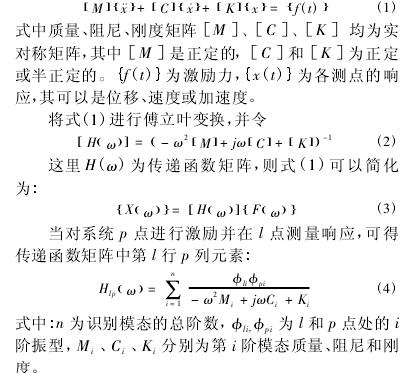
由式( 4) 可知(zhī),式( 2) 的一(yī)行或一列(liè)包含了試驗需要獲(huò)得的所有參數。
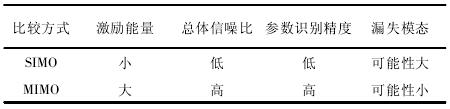
本文(wén)在獲得傳遞函數(shù)後,從時域與頻域兩個方麵,分別使用特征係(xì)統實現算法和(hé)複頻域最小二乘法對數據進(jìn)行擬合(hé)處理,即可獲得試驗對象的模態參數。試驗模態分析法包含單點激勵(lì)多(duō)點輸(shū)出( SingleInput Multiple Out,SIMO) 和多點激勵多點輸出 ( MI-MO) 兩種方法,其特點如表 1 所(suǒ)示。
根(gēn)據二者(zhě)在四個方麵的性(xìng)能對比,針對大型結構(gòu)件的模(mó)態測(cè)試,MIMO具有較大的(de)優(yōu)勢,故本文選用 MIMO 模(mó)態分法。
表 1 SIMO 與 MIMO 特點比較
2 、臥式加工中心模態(tài)測試
2. 1 模態測試係統
本文(wén)通過構建的模態測試係統,針對重(chóng) 25t,床身設計剛度良好的某型號精密(mì)臥式(shì)加工中心進行(háng)了模態(tài)測試。測試係(xì)統(tǒng)由(yóu)激勵係統,響應信號采集(jí)係統及數據存(cún)儲與處理係統三部分組成(chéng)。其中,激(jī)勵係統由 YC-3 型高彈性聚能力錘及 1 個 YFF-6 型(xíng)力傳感器(qì) ( 量 程 為 125k N,靈 敏 度(dù) 為4. 17PC / N) 和 YD-1 袖(xiù)珍型電荷放大器(qì)組成( 可對幾百公斤到上百(bǎi)噸的結構進行激勵) ; 考慮到試驗成本(běn),響 應(yīng) 信 號 采 集 係 統(tǒng) 由 5 個YSV2303 型三向加速度(dù)傳感器( 量程(chéng)為 50g,靈敏度為 100mv/g,頻響範圍為 0. 5 ~5k Hz) 組成; 數據存儲及處理係統由 YSV8116 型智能信號(hào)采集儀和 DASP 軟件構成。
圖 1 是被測對象實景圖。

圖(tú) 1 被測對象實景圖(tú)
2. 2 模態測試方案
在確定模態測試方案時,從測點的布置,測試方向的選取及激勵點的選取 3 個方麵進行分析。在測點的布置中,考慮到測(cè)試對象的核心結構包括主(zhǔ)軸(zhóu)箱,十字滑台,工作台,立柱和床(chuáng)身等五大部分,故測點(diǎn)也集中布置在這五大部分上。在測點(diǎn)分布選擇上,充分考慮了該加工中心(xīn)的幾何(hé)尺寸與(yǔ)結構特點,在準確表達振(zhèn)型的情況下盡量簡(jiǎn)化測(cè)點的布置,對次要結構進行測點簡(jiǎn)布(bù),對結合麵(miàn)如床身與立柱結合麵進行測點密布,其他部位(wèi)則進行測(cè)點均布。
依據這些原則,共(gòng)用 227 個測點對整機(jī)結構進行測試,各測(cè)點分布如圖 2 所示。圖 3 為主軸滑軌局(jú)部測點圖。
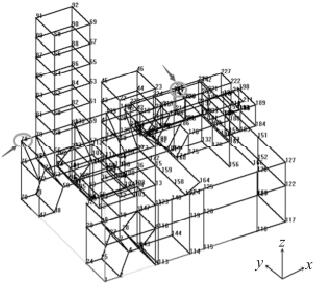
圖 2 各測(cè)點分布圖

圖(tú) 3 主軸滑軌(guǐ)局部(bù)測點圖
在測試方向的選取上,依據機械振動理論和對試驗對象的結構(gòu)分析,確定該加工(gōng)中心的主要振動方向在 x、y 兩個水平方向(xiàng)上,垂直向受(shòu)加工中心自身結構和邊界條件限製,其振動響應較其他兩個方向可(kě)忽略不計,不作為本文(wén)模態測試的關心方向。在激勵點的選擇上,對力錘激勵的試驗模(mó)態分析,根據激勵點及響應點位置的(de)不同,可分為單點(diǎn)拾振法和單點激勵法。
對於加工中心等精密加工製造設備,其主軸等部位不允許進行激勵,故(gù)本文選用單點激勵法。試驗時分別在(zài)立(lì)柱和床身上選擇多個點進行試激勵(lì),觀察響應信號的頻譜分布,結合試驗的可操作性(xìng),最終(zhōng)確(què)定在立柱 78 點的 X 方向(xiàng)及床身 141 點的 - Y方(fāng)向進行激勵。激勵點的位置在圖 2 中用圓圈標注。
2 . 3 模態測試過程
模態試(shì)驗中,測量信號的獲取是通過傳感器所產生的正比於被測對象加速度的電信號來實現的。傳感器與被測對象(xiàng)的聯接方式包括栓接、粘結以及磁力吸附(fù)等多種方式,安裝剛性越好,所測(cè)信號的準確(què)度也就越高。
在現場測試時,考慮到機床的結(jié)構特點、環境條件、被測對象的表麵塗裝麵及試驗的可操作性(xìng),本文選用絕緣磁座將 YSV2303 加速度傳感器吸附(fù)在測點處。測試時,隻測量水平 X、Y 兩個方向的振動。227個(gè)結構測點由 5 個 YSV2303 三向加速度傳感器和 11個采集通道分成 41 組測完。為了減小因力錘敲(qiāo)擊力度不均引起的測量誤差以及(jí)測試(shì)噪(zào)聲的幹(gàn)擾(rǎo),每組測點敲擊三次後(hòu)再進行平均計算。測試(shì)對象的最高轉速為 16000rpm,關心的頻率範圍在 300Hz 以內。
為了保證試驗(yàn)效果,準確(què)的采(cǎi)集激勵及響應信號,本文采用變時基技術,響應信號的分析頻率為 500Hz,力信號的(de)分析頻率為 4k Hz,變時倍數設置為8。在計 算 傳 遞 函 數 ( Frequency Response Function ,FRF) 時,對力信號(hào)加力(lì)窗,對響應信號加指數(shù)窗。測試時,正確的力信號及加速度響應信號如圖 4所示
。
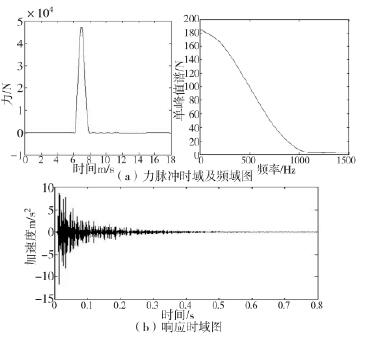
圖 4 激勵及響應信(xìn)號圖
3 、測試結果及動態特性分析(xī)
3. 1 整機(jī)模(mó)態測試結果分析
通(tōng)過比較特征係統實現(xiàn)算法和複頻域最小二乘法兩種擬合方法的數據處理結果,本文提取了整機的固有頻率、模態振型和阻尼比。圖 5 為整機模態測試(shì)227 個測點(diǎn)的 FRF 在
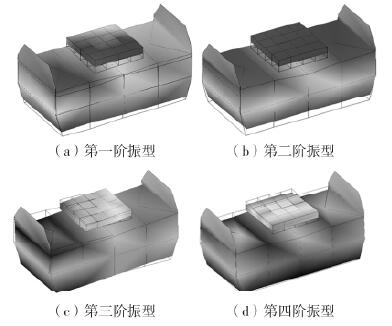
0 ~ 160Hz 的瀑布圖。表 2 中列出了加工(gōng)中心前 5 階模態的固有(yǒu)頻率、阻尼比,並對主要振型進行了描述。圖 6 為整機測試得到的 1 ~ 5 階模態振型圖,本(běn)文(wén)的振型(xíng)分析基於(yú)振型動(dòng)態圖,由於論文表達形式所限,文中的(de)振(zhèn)型圖均為靜態圖。
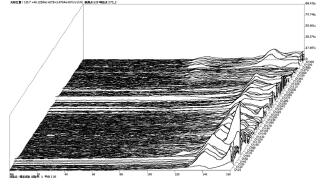
圖 5 整機 FRF 在 0 ~ 160Hz 瀑布圖
通過對瀑布圖的分析(xī)可以看出,各測點的 FRF 在80Hz 以下峰值基本為零(líng)。另外,針對整機固有頻(pín)率進行(háng)分析,第一階固有頻率較高(gāo),為 87Hz,而類似機床的(de)一階固有頻率一般較低,如史安娜等對某型號數控機(jī)床進行模態測試,得到的一階固有頻率在 19. 4Hz。由以上兩點可以確定該加(jiā)工中心在(zài)低頻段的動態性能良好。
分析整(zhěng)機測試各階模態振型,第一階振型為主(zhǔ)軸(zhóu)箱獨立的彎曲擺動,這是(shì)由主軸箱抗彎曲和抗扭轉變形能力不(bú)足以(yǐ)及主軸箱與滑枕連接剛度不(bú)足引起的。應從改進(jìn)主軸(zhóu)箱材料與(yǔ)結構,改變其與滑枕連接方式兩個(gè)方麵來(lái)提(tí)高其(qí)抗(kàng)振性能。
而對於後四階(jiē)整體(tǐ)振型,加工中心的整機同向晃動對(duì)加工精度影響較小。但當發生共振時(shí),機床較(jiào)大的振動不利於加工作業的進行,故(gù)應避免轉速檔接近 116Hz 與 139Hz。在 151Hz與 179Hz 附近出現了左右兩立柱之間,工作台與主(zhǔ)軸之間的反向振動,在加(jiā)工(gōng)時(shí)會引起刀具(jù)與工(gōng)件(jiàn)的相對位移,從而影響加工精度,屬有害模態。
表 2 整機前 5 階模態參數
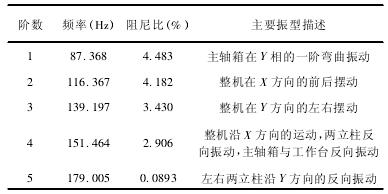
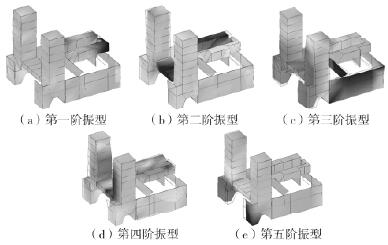
圖 6 整機模(mó)態振型
3. 2 局部(bù)模態測試(shì)與結果分析
通過對整機模態振型的分析可知,在前 5 階振型中床身的變形小,剛度良好,振型主要出現(xiàn)在立柱與工作台上。這與現場調試人(rén)員反應(yīng)的問題相吻合,即在加工中心實際調試過程中,當刀盤轉動時,立柱會出(chū)現(xiàn)顫振,而工作台也存在著靜不穩定現象,故可以確定工作台與立柱為整個加工中心的薄弱環節,是(shì)影響整機動態特性的關鍵因素。
為了更好的觀察立柱與工作台(tái)的振動特性,分別對二(èr)者進(jìn)行實際裝配(pèi)條件(jiàn)下的局部模態測(cè)試。工作台的測試結果如圖 7、圖 8和表 3 示,圖中坐標係同前。
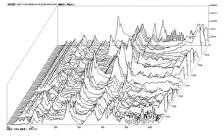
圖 7 工作台 FRF 瀑布(bù)圖(tú)
表 3 工作台局部試驗模態參(cān)數
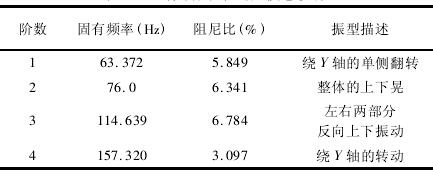
圖 8 工作台局部模(mó)態振(zhèn)型
分(fèn)析工作台各階模態振型,第一階振型與工作(zuò)台的靜不穩定(dìng)現象相吻合。根據工作台的結構分析可知,其兩側與立(lì)柱(zhù)的結合分別由(yóu) 6 個螺栓在四周均(jun1)布完成(chéng),這樣結合麵在內部連接剛度較差,易發生變形(xíng),建議在結合麵內部(bù)增加固定螺栓以提(tí)高結合麵的剛度。
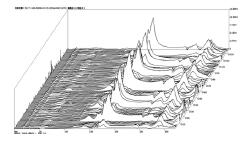
圖 9 立柱 FRF 瀑布圖
圖 9、圖 10 及表 4 為立柱局部模(mó)態測試結果。
表 4 立柱局部試驗模態參(cān)數
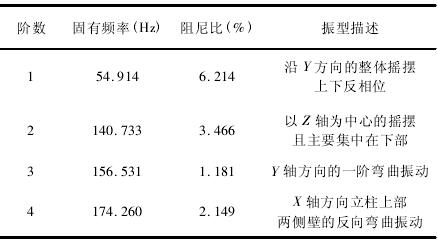
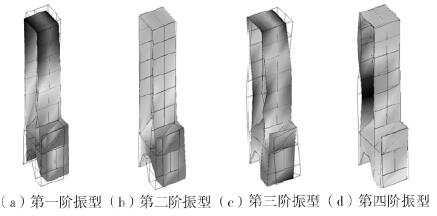
圖 10 立(lì)柱局部模態振型
根據立柱的局部模態振型分析,其(qí)薄弱環節表現在(zài)兩處,一(yī)是立柱下部(bù)與床身結合麵連接強度較低,二是立柱(zhù)上部兩側麵剛度較小。分析其原因,由於床身和立柱在結合麵(miàn)處隻(zhī)由(yóu) 5 處 M16 內(nèi)六角(jiǎo)螺(luó)栓加墊片後進行連接,約束較(jiào)弱,易發生振動,而(ér)對於立柱上部(bù)兩側麵,其實際(jì)結構間由於安裝絲杠而缺少加強結構,易發(fā)生變形。
本文建議在結合(hé)麵處加大(dà)連接螺栓的直徑以提高連接強度,在立柱兩側麵加入加強筋來改善結構剛度,減(jiǎn)小振動變(biàn)形。
3. 3 整機與局部模態測試結果對比
對於加工中心等大型設備,因其產品特征導致結構複雜,往(wǎng)往會存(cún)在大量的結合麵。結合麵在受(shòu)到外力後,表現(xiàn)為既有阻尼,又(yòu)有彈(dàn)性,既消耗能量,又(yòu)存儲能量的特性,這會使得(dé)模態測試(shì)結果發生複雜的變化。
表 5 整機與局部模態測試固有頻率對比(bǐ)
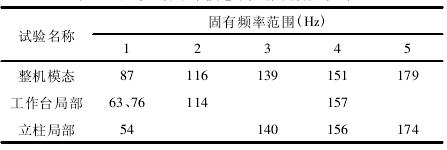
將整機與局部模態測試所(suǒ)得固有頻(pín)率按頻(pín)率段(duàn)劃分可得表 5,對其進行分析(xī)可知,實測(cè)整機一階固有頻率要高於局(jú)部的一階固(gù)有頻率。由模態分析理(lǐ)論可知,隨著試驗對(duì)象質量與(yǔ)結合麵數目的增加,整機的固有頻率會降低。但該加工中心床身本身具有良好的剛(gāng)度,整機質量又達到 25t,激勵能量無法使床身產生較大振幅。
此外,從設計圖紙對結構進行分(fèn)析可知(zhī),立柱與床身處的結合部動態特性差,對能(néng)量的消耗大,最終使得某些局部模態難以得到有效激勵。所以整機模態測試(shì)並沒有得到某些局(jú)部低階模態。
另外,對於加工中心的同一部件,如立柱,在(zài)整機與局部的模態測試結果中振型相差較大,難以吻合,其原(yuán)因主要表現在(zài)兩個方麵: 首先,由於加(jiā)工中心整機中存在的大量結合麵導致對測試結果影響較大。
整機模態測試數(shù)據受全部結合麵的影響,得到的立柱(zhù)振型(xíng)是所有結合麵共同作用的結果,而立柱的局(jú)部模態測試(shì)結果隻受與立(lì)柱有關的結合麵的影響,排除(chú)了(le)其他結合麵(miàn)的幹(gàn)擾; 其次,在進行整機測試時,往往由於激勵能量的不足,某些局(jú)部模態並不(bú)能有效的激勵(lì)出來,而在進行局部模態測試時,激勵點及激勵方向的改(gǎi)變,對振型影響很大。因此,在本次試驗中,整機與局部模態才會出現較大的差異。
通過以上分析可以看出,對於結構複雜的大(dà)型(xíng)設備,其整機(jī)模態測試並不能很準確的得到每一個部件本身的動態特性。要(yào)想對關(guān)鍵部件進(jìn)行動態特性分析,有必要對其進行實際裝配條件下的局部模態測試。
4 、結論
本文以試驗模態分析理論為(wéi)基礎,針(zhēn)對某型號精密臥式加工(gōng)中心,通過 MIMO 模態分析法,獲得了整機及局部的模態參數,並以此為依據進行了(le)加工中心的動態性能分析,完成的研究工作具體包(bāo)含以下幾個方麵:
( 1) 在對試驗(yàn)模態分析理論研究的基礎之上,利用激勵係統,響應信號采集係統及(jí)數(shù)據存儲(chǔ)與處理係統三部分搭建了試驗模(mó)態測試係統。
( 2) 利用試驗模態測試係(xì)統,對整機及局部( 工(gōng)作台和立柱(zhù)) 進行了模態測(cè)試,獲取了整機及局部的固有頻率、模態振型和阻尼比。
( 3) 通過整機模態測試(shì)結果的分析,驗證了整機具有良好的低頻特性。同時(shí),將測(cè)試(shì)結果與機床實際使用情況相比較,確定了工作(zuò)台與立柱(zhù)是影響整機動態特性的(de)關鍵因素。據此,在(zài)實際裝(zhuāng)配條件下(xià)對二者進行了局部模態測試。依據測試結果,對(duì)發現的(de)薄弱環節提出了相應的(de)優化設(shè)計(jì)建(jiàn)議以(yǐ)改進其動(dòng)態性能。
( 4) 通過對比整機與局部的模態測試結果,得(dé)出對於結構(gòu)複雜的(de)大型設備,除進行整機模態分析外,有必要結合實際裝配條件下的局部(bù)模態測試,才能更好的分析其動態特性的(de)結論。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯(lián)係本網編輯部, 郵(yóu)箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯(lián)係本網編輯部, 郵(yóu)箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多
牌調查(chá)")
行業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月(yuè) 分地區金屬切削機床產量數(shù)據
- 2024年11月 軸承出口情況
- 2024年(nián)11月 基本型乘用車(轎車(chē))產量數(shù)據
- 2024年11月 新能源汽車產量數據
- 2024年11月(yuè) 新能(néng)源汽車銷量(liàng)情況
- 2024年10月 新能源汽車產量(liàng)數據(jù)
- 2024年10月 軸承出(chū)口情況
- 2024年10月 分(fèn)地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數(shù)據
- 2024年9月 新能源汽(qì)車銷(xiāo)量情況(kuàng)
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用(yòng)車(chē)(轎車)產(chǎn)量數據
博文選萃
| 更(gèng)多