太克")



主軸溫度補償技術在精密加工中心上的應用
2018-4-2 來(lái)源:轉載 作者:陳亮,王世鵬,邢海豐
摘要(yào):日益激烈(liè)的市(shì)場競爭,對國產加工中心的精度提出更高要求,就目前而言,主軸溫度補償技術,可以在成本增加不大的情況下,將機床本身(shēn)精度提高較為明顯。文中分析了機床的(de)主軸溫度補償實現基本原理(lǐ);基於FANUC係統(tǒng)的(de)PMC指令功能(néng)、FANUC PICTURE的係統界麵功能,最終將主軸溫度補償功能得(dé)以集於FANUC係統,且該功能(néng)模塊具有很好(hǎo)的操作性。
關鍵詞:加工(gōng)中(zhōng)心;主(zhǔ)軸溫度補償(cháng);FANUC係統;PMC; FANUC PICTURE
前言
隨著數控機床和精密(mì)加工的廣泛應用,人們對數控機床的加工精度提出了(le)更高的要求,由機床溫度變化而(ér)引起熱變形造成的熱誤差及由機床切削力引起(qǐ)力變形造成切削力誤差是影響加工(gōng)精度的關鍵因素,對於這些因(yīn)素引起的誤差,僅通過機(jī)床結構優化設(shè)計提高機床精度,比較困難;在當前及其以後的很長的時間(jiān)內,通過增加少量檢測零件,在(zài)機床數(shù)控係統內編(biān)製相(xiàng)應的補償功能模塊(kuài),將成為機(jī)床精度提高的重(chóng)要發展方向。數控機床誤差動態綜合補償己列入國家科技重大專項“高檔數控機床與基礎製造裝備(bèi)”表明國家對數控(kòng)機床誤(wù)差動態綜合補償技術的(de)高度重(chóng)視。機床誤(wù)差補償技(jì)術,在增加少量成本的情況下,能有效(xiào)地提高數控機床的加工精度,且該力一法也較易實現。本(běn)文作者就精密加工中心主軸溫度補償技術(shù)的應(yīng)用方麵進行了(le)探討,利用FANUC係統(tǒng)的PMC進行編程,將溫度補償軟件集成(chéng)於係統內部(bù),通過FANUCPICTURE編製相應的宜人操作界麵,將溫度補償技術較好地應用(yòng)於實際(jì)。最終通過實際(jì)驗證,說明本文方法的有效性。
1、主軸溫度補償實現的基本原理
開發的基(jī)於數控係統的軟件補償功能模塊,其控製方(fāng)式為半閉環前饋控製,其補(bǔ)償原理是(shì):利用係(xì)統的PLC程序(xù)計算出的補償值控製Z軸的運動(dòng)(在此僅以Z軸(zhóu)為例,可擴展於其他軸),從而保證刀具和主軸的相對位(wèi)置準確。
1. 1 補償係統(tǒng)控製(zhì)方式
補償功能模塊采用半閉環前饋補償的控製(zhì)方式,其原理如圖1所示。在加工過程中,利用熱電倡(chàng)檢測到的機床主軸(zhóu)和環境溫度變量,通過A/D轉換(huàn)模塊將溫度值,再由數學模型計(jì)算出(chū)預測誤差,對外部(bù)機械原點進行(háng)偏移(yí),從而修正加工誤差。采用半閉環前饋補償力方式時,選(xuǎn)擇正確、合理的(de)變量以及建立高精度(dù)的模型,是實現實時(shí)高精度誤(wù)差補償的關(guān)鍵。
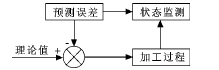
圖1 半閉環前饋控(kòng)製原理
1. 2 補(bǔ)償係統控製原理
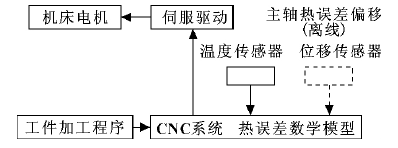
圖2 係統內部模塊溫度補償控製(zhì)原理圖
1. 3 補償係統軟件設計
主軸溫(wēn)度補償係統的流程框圖如圖3
圖3 熱誤差補償控製係統軟件流程框圖
在補償過程中,PLC運算得到(dào)補償值輸入(rù)CNC控製器後,對預先輸入控製(zhì)器(qì)中的數控加(jiā)工程序中外部機械原點按補償值進行偏(piān)移,從而使誤差獲得補償。當機床開機即開啟溫度誤差補償線程,溫度實時補償每隔2 min便讀取一(yī)次溫度(dù)(可(kě)以通過讀數周期參(cān)數來實現補償周期(qī)的調整),根據讀(dú)取的溫度值(zhí),通(tōng)過PLC運(yùn)算算出熱誤差值,使外(wài)部機械原點發生偏移,從而實(shí)現熱誤差的在線實時補償。其中PLC中主(zhǔ)軸溫度補償用於機(jī)械原點偏移的梯圖(tú)程序如圖4所示。
圖(tú)4 外部機械原點偏移梯形(xíng)圖
2、主(zhǔ)軸溫度償係統界麵設計
FANUC PICTURE界麵設計軟件仿(fǎng)真程序運行界麵設計如圖5所示。程(chéng)序運行界麵如圖6所示。
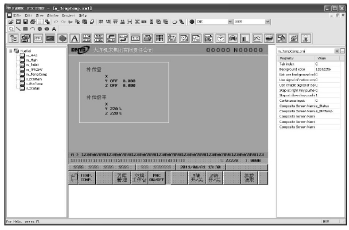
圖(tú)5 運(yùn)用FANUC PICTURE設(shè)計(jì)界麵
圖(tú)6 運行界麵圖
3、現場FANUC係統截圖
圖7為FANUC係統的部分PLC截圖。
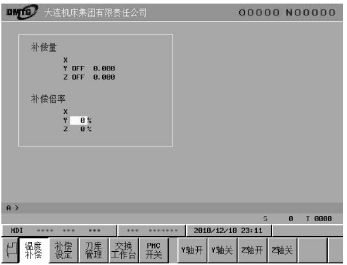
圖8中361累積補償脈衝(NC)的數值為(wéi)Z軸的應補償數值,補償數據(jù)可在機床NC顯示屏上顯示。現場驗證溫(wēn)度補償功能裝置如圖9所示。
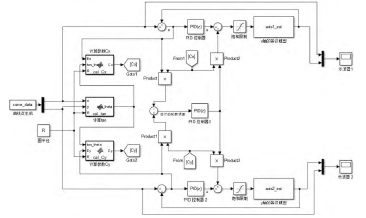
圖7 FANUC係統的(de)部分PLC截圖
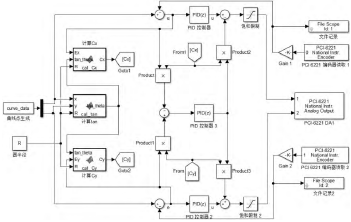
圖8 外部機械原點偏移顯示位置
圖9 現(xiàn)場驗證溫度補償(cháng)功(gōng)能裝置
實踐證明該方法具(jù)有較好的效果。
4、結論
設計了集成於FANUC數控係統的熱誤差補償軟件係統。進行了熱誤差補償(cháng)係統的原(yuán)理和程序設計,並將熱誤(wù)差補償軟件係統(tǒng)在立臥式加工中心上得到了應用,並掌握該技術的核心,可(kě)推(tuī)廣應用該技術,為進一步完善及廣泛(fàn)實(shí)際應用該技術奠定了良好(hǎo)的(de)基礎。
來源(yuán): 1.武漢輕土大(dà)學(xué)機械土程學(xué)院(yuàn)
2.大(dà)連交通大學土木與安全土程學院
3.吉林建大(dà)建築土程檢測有限公司
投稿(gǎo)箱:
如果您有機床行業、企業相(xiàng)關新聞(wén)稿件發表,或進(jìn)行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相(xiàng)關新聞(wén)稿件發表,或進(jìn)行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多(duō)相關信息(xī)

業界視點
| 更多
牌調查")
行(háng)業(yè)數據
| 更(gèng)多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切(qiē)削機(jī)床產量數據
- 2024年11月 軸(zhóu)承出口情況
- 2024年11月 基本型乘用車(轎車(chē))產量數據
- 2024年11月 新能源汽車產(chǎn)量數據
- 2024年11月 新能源汽車銷量情況
- 2024年(nián)10月(yuè) 新能源汽車產量數據
- 2024年10月 軸承出(chū)口情況
- 2024年10月(yuè) 分地區金屬切削機床產量數據
- 2024年10月 金屬切(qiē)削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基(jī)本型乘用車(轎車)產量數(shù)據
博文(wén)選萃(cuì)
| 更多