



銑磨機主軸優化設計分析
2018-1-19 來源:暢河南工業職業 暢河南中 暢南陽建設 作(zuò)者:劉暘 高誌華 徐樹青(qīng) 趙(zhào)華清
摘要(yào): 以光學銑磨機主(zhǔ)軸加工、裝配和維修為例, 介紹加工、使(shǐ)用(yòng)過程中(zhōng)所遇到(dào)的(de)主要問題。依據長期維修跟(gēn)蹤, 得出更優(yōu)化、更簡單(dān)的解決辦法, 使得銑(xǐ)磨機(jī)主軸方便製造、使用和減少(shǎo)維修(xiū), 降低成本, 提高效率等方麵, 都有很大的提高。
關鍵詞(cí): 主(zhǔ)軸; 加工成本; 精度; 生產周期
自20 世紀80 年代以來, 全球光電科學技術迅猛發展與進步, 我國光學產品的加工設備研發也隨之(zhī)發展起(qǐ)來。光學(xué)產品的精度(dù)要求(qiú)越來越高, 加工光學產品的加工機床精度也必然要得到提高, 這就涉及到此類機床(chuáng)設備的關鍵零部(bù)件的加工(gōng)和裝配(pèi)精度(dù)的問題。其中, 光學加工機床銑磨機的核心部(bù)件———高速旋轉主軸, 其加工、裝配、使用壽命、維修在很(hěn)大程度(dù)上對主軸(zhóu)精度都(dōu)有很大的影響。
在光學行業所用的加工機床中(zhōng), 高速(sù)旋轉主軸的(de)精度是該類機床的一個重要技術指標。其中, 光學銑磨機主(zhǔ)軸轉速高(gāo)達9 000~12 000 r/min, 要保證主軸高速旋轉的(de)精度(dù), 首先要保證各個關鍵零件的精(jīng)度; 其次, 也是人們常常容易忽略的, 主軸的裝配。關鍵點就是要保證主軸、主軸軸承座等零件的形位公差—同軸度、垂直度, 以及軸承安裝部位局部尺寸公差等; 再加上(shàng)合理的裝(zhuāng)配工(gōng)藝, 才可以保證主軸部件的裝配精度。
現就光學銑磨機主軸的加工、裝配、維修過程中(zhōng)所出現的問題, 對如何保(bǎo)證高精(jīng)度主軸高(gāo)速旋轉的精度和使用壽命等相關問題, 進(jìn)行探討和(hé)研究。具體對現有的加工、裝配工藝(yì)方法進行介(jiè)紹和對比, 以期(qī)得到更優化、更經濟、精度更高的加(jiā)工裝(zhuāng)配工藝和維(wéi)修方法。
1 、現在的加工工藝和裝配方法(fǎ)
主(zhǔ)要部件主軸、主軸軸(zhóu)承座以及(jí)主軸裝配圖如圖1—3。以下是零(líng)部件部(bù)分尺寸設計(jì)、裝配要點(diǎn)。
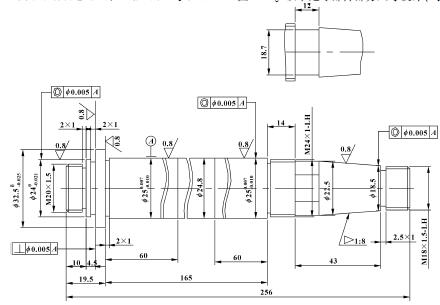
圖1 主軸
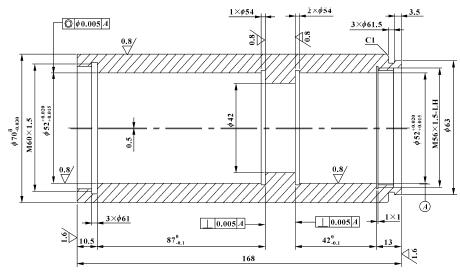
圖2 主(zhǔ)軸軸承(chéng)座
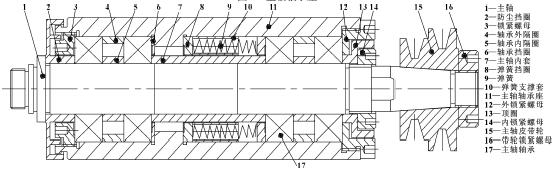
圖3 主軸部件
主軸和主軸軸承座安裝軸承位(wèi)置的尺寸公差、形位公差比較高, 目的要保證裝配後主軸的轉速達到9000、12 000 r/min, 並且運轉(zhuǎn)要靈活平穩, 不應有不(bú)正常的尖叫聲和(hé)不規則的衝擊聲; 在主軸軸承達到穩定溫度時, 其溫度和溫升應符合機床(chuáng)規(guī)定的技術要求; 主軸的徑向跳(tiào)動和軸(zhóu)向竄動應符合機床精度標準的規定(dìng)和圖紙要求。
為達到以上要求和裝配的方便, 主軸和主軸軸承座的局部(bù)尺寸公(gōng)差和形位公差標準比較嚴格, 主軸尺寸公差(chà)在IT3 級以上(shàng), 主軸軸承座的尺寸公差為IT3級; 同軸度公差在(zài)IT4 級左右。這使得零件的加工難度增加, 不利於加工, 加工成本增(zēng)大。
軸承的選用: (1) 選用國產7205C 級(P4) 軸承, 要求是正規大廠生產的, 比如洛陽(yáng)軸承研究所;軸承價位115 元/套, 若要求配對(duì), 要加價(jià)20%左右;四套軸承, 或兩兩配對的, 價格在460~580 元。(2)也可選(xuǎn)用進口軸承7205D 級(P5) 來替代(dài)國(guó)產軸承;配對好的, 一對大約(yuē)400 元, 兩(liǎng)對大概(gài)800 元左右。並配磨軸承內、外隔圈。
以上是主軸(zhóu)零部件加工、裝配過程中必(bì)須要(yào)做到(dào)的, 目的是為了(le)保證主軸部(bù)件的裝配精度。
在實際的生產中, 大概有4 ~5 年, 此類(lèi)加工、裝配的缺點是:
(1) 加工難度和加工成本(běn)成倍增加;
(2) 設備精度不穩定, 用過一段時間後, 調節比較頻繁, 影響設備的有效使用率; (3) 裝(zhuāng)配效果(guǒ)比預想(xiǎng)的要差些, 轉動噪聲和溫升偏大, 維(wéi)修次數較多。
2、第一次改進優化設計
在現有的零部件設計、加工、裝配(pèi)基礎上, 近7年來, 根據實際(jì)工作中遇到的各類問題, 通過多次的整改、優化設計、維修, 得出以下比較係統的、成熟的零部件設計方案。
具體的(de)解決方案(àn)是:
(1) 改變和軸承內、外圈相配(pèi)套的主軸和主軸軸(zhóu)承(chéng)座的公差配合, 把其中(zhōng)過度或過盈配(pèi)合變為(wéi)滑動配合———間隙配合(hé)。具體要求(qiú): 裝配零件清洗幹淨,塗抹(mò)潤滑脂(zhī)後, 軸承內、外圈(quān)分別可以用(yòng)手用(yòng)力推或橡皮錘輕敲, 即可順利完(wán)成和主軸、主軸軸承座的裝配(pèi)。
(2) 此銑磨機的床身, 質量大約380 kg, 材料為HT200, 是該設備最大的零件(jiàn), 占該設備總質量的3/5 以上, 還是該設備所有零(líng)部件裝配的基礎件(jiàn), 在加工前一定要經過嚴格的時效處理。最好是自然失效, 雖然時(shí)間長(zhǎng), 資金占用偏大(dà), 但(dàn)加工、裝配(pèi)後效果好, 裝配使用過程精度穩定不變; 若采用(yòng)人工時效回火, 時間雖然比較短, 但在加工過程中, 不能在一個工廠、一個車間、一台機床上(shàng)加(jiā)工完畢, 一定要(yào)盡可能拉(lā)長(zhǎng)床身各個工序間的加工地點和時間, 最大限度地消除鑄件的應(yīng)力, 使得最終精加工後的尺(chǐ)寸精度保持(chí)穩定不變。
(3) 選用7205P5 級進(jìn)口軸承, 配對(duì)好的, 替代(dài)國產的7205 P4 級軸承。根據配對軸承標示的遊隙值, 配磨軸承內、外(wài)隔圈, 以保證配(pèi)對軸承內外圈間隙(xì)的一致性, 為調(diào)節主軸前後軸(zhóu)承的間隙做準備。
(4) 潤滑脂選用國產的(de)白色特種潤滑脂, 800 g,價格40 元上下。也可選用進口的潤(rùn)滑脂, 價格大概是此種潤滑脂的8~9 倍。沒特殊要求, 不推(tuī)薦使用。根據近幾年的(de)具體實施, 做到以上4 點, 就可以保證合格的零件裝配後, 達到設計的技術指標, 保證有良好使用效果, 基本避免前麵所說(shuō)的(de)生產裝配後的(de)三(sān)大缺點。
3、銑磨機主軸部件改用外購的電主軸
該設備零件數量偏多(duō), 絕大(dà)部分零件體積比較小, 部(bù)分零件加工精度又比(bǐ)較(jiào)高, 加工和裝配費時費工, 這些都大大增加了設備(bèi)的(de)成本, 延長了整機的(de)生(shēng)產周期(qī)。
一般來(lái)講, 現在與客戶簽訂的合同要求的交貨期都比較短, 此時(shí)對於及時交貨來說, 成本稍高點倒是次(cì)要的, 加工(gōng)周期倒是急需解決的第一難(nán)題, 比較長的加工周期不利於在(zài)多變的市場中贏得(dé)客戶。
具體針對銑磨機主軸部件來說, 高精度的零件,加工精度高, 加(jiā)工周期長, 加工成本高; 另外, 該部件零件數量比較多, 加工時間和周期(qī)自然(rán)就比較長。由圖3 可以看到: 自製件有15 個品種, 除了軸承內、外隔圈, 都(dōu)為單件(jiàn), 不利於組織生產, 並且部分(fèn)零件的精度要求(qiú)較高; 2 個常用件, 主軸軸承(兩對共四套P5 級進口軸承) 和彈簧需外購。
另外, 帶動主(zhǔ)軸旋轉的部件和(hé)相關附件, 自製件共有9 個品種, 組裝、固定(dìng)後, 用來固定、調整和保護電機(YS8012)。並由電機(jī)帶輪增速4 倍左右, 所以電(diàn)機帶輪直徑偏大, 須選用鑄(zhù)鋁材料, 並且要作動平(píng)衡試驗。
以上(shàng)直接成(chéng)本(běn)合計2 300~2 400 元, 且不(bú)包含人工的裝配調試成本(běn)。其(qí)中裝配中所用到的各種標準件(jiàn)暫(zàn)忽略不計。
近十多年來(lái), 電(diàn)主軸發展迅速, 各項技術性能指標也日趨完善, 這也為選擇電主軸準備了相(xiàng)應可靠的物質基礎。在此基礎上, 通(tōng)過反複調(diào)研、對比多(duō)個廠家、多個品種的產品性能指標, 定做和主軸軸(zhóu)承座外部(bù)尺寸相符合、技術指標相當(dāng)的或更(gèng)高的電主軸, 價格每套在2 700 多元(當然價格低的有一千多元多的, 高(gāo)的有四、五千元的); 功率選1暢5 kW, 原設計的帶動電機YS8012 功率0暢75 kW, 功率(lǜ)應該足(zú)夠。現在, 去掉銑磨機原設計主軸, 換(huàn)上(shàng)外購的電(diàn)主軸, 已經陸續在近10 台銑磨機上試用, 時間近兩年(nián),使用一(yī)切正常, 還沒出現意外的問題(tí), 效果還(hái)算滿意。
更換(huàn)為電主軸(zhóu)後, 直接成本增加300 ~400 元,加工周期基本(běn)就變為外購周期, 時間更短、更省心,省去了主軸加工、裝配(pèi)(銑磨機的加(jiā)工裝配(pèi)中的重(chóng)點和難點(diǎn)), 電機支架的加工、安裝等; 加工和裝配周期的時間(jiān)節約在95% 以上, 能更好地和快速變化的市場對接。隨著時間的推移、實踐的檢驗, 電主軸的設(shè)計(jì)采用應該是一(yī)種很好的設計思路和方法。
4、 結論
從以上3 種方(fāng)法使用效果來(lái)看, 主軸的優化設計是一種成熟的加工裝配, 解決了絕大多數問題, 目前應用最廣泛; 電主軸的采用, 省去了大量繁瑣的工作, 加工裝配周期優勢特別(bié)明(míng)顯, 是很值得推廣的一(yī)種思路和方法。
在現代工業化的社會中, 分工會更細化, 做好、做精某一(yī)個或某一項工作才是未來的發展方向, 協調、利用好社會上的各(gè)種優勢資源, 為我所用, 應該是一種好的思路和發展方向。不能小(xiǎo)而全, 那樣隻會增(zēng)加時間和(hé)成本, 不(bú)利(lì)於工作的開展和推進, 也不可能在工業化社會中長期立足。
推而廣之, 在(zài)現代(dài)的工業化生產中, 機床的生產和維修, 要盡可能地(dì)去選用專業廠家已有的、現成的、成熟的零部件, 利用別人的優勢, 其結果往往是事半功倍。不要每樣東(dōng)西都立(lì)足自己加工製造, 費時費工(gōng), 效果還未必好。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或(huò)進行資(zī)訊合作,歡(huān)迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或(huò)進行資(zī)訊合作,歡(huān)迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相(xiàng)關(guān)信息(xī)

業界視點
| 更多(duō)

行業數據
| 更多
- 2024年11月 金屬(shǔ)切削機(jī)床產量數據
- 2024年11月 分地區金屬切削機(jī)床(chuáng)產量數據
- 2024年11月 軸(zhóu)承出口情況(kuàng)
- 2024年11月 基(jī)本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月(yuè) 新能源汽車銷量情況
- 2024年(nián)10月 新能源汽車產量數據
- 2024年10月 軸承出口情(qíng)況
- 2024年10月 分地區金屬切(qiē)削機床產量數據
- 2024年10月 金屬切削機床(chuáng)產量數據
- 2024年9月 新能源汽車銷量(liàng)情況
- 2024年8月 新能源汽車產(chǎn)量數據
- 2028年(nián)8月 基本型乘用車(轎車(chē))產量數(shù)據
博文選萃
| 更多
- 機械(xiè)加工過程圖示
- 判斷(duàn)一台加工中心精度的幾種辦法
- 中走絲線切割機床的(de)發展趨勢
- 國產數控(kòng)係統和數控機床何(hé)去何從?
- 中國(guó)的技術工人都去哪裏了(le)?
- 機械老板做了十多年,為何還是小作坊?
- 機械(xiè)行業最新自殺性營銷,害人害己!不(bú)倒閉才(cái)
- 製造業大逃亡
- 智能時代,少談點智造,多談(tán)點製造(zào)
- 現(xiàn)實麵前,國人沉默。製造業的(de)騰飛,要從機床
- 一文搞(gǎo)懂數(shù)控車床加工刀具補(bǔ)償功能
- 車(chē)床鑽孔攻螺紋加工方法及工裝(zhuāng)設計
- 傳統鑽削(xuē)與螺旋銑孔加工工藝的區別(bié)