


偏心(xīn)工件夾具(jù)設計
2014-2-22 來源:數控機床市(shì)場(chǎng)網 作者: 陳洪峰
偏心工件一般分為偏心軸類、偏心盤類、偏心孔類等, 通常情況在(zài)車床上進行加工(gōng)。普遍采用的方法是(shì)在四爪單動卡盤上, 或(huò)者利用彎板、花盤等簡(jiǎn)單的工裝(zhuāng)夾具, 通過較為複雜的調(diào)整偏心距、定位基準等工序進行加工。這(zhè)些辦法操作過程複雜, 工件定位(wèi)安裝調整困難, 對操作(zuò)者技術水平要求(qiú)較高, 一般進行單件零件(jiàn)的試(shì)製加工, 不能適應大批零件的生產, 難以保證產品零件的質量, 且生產效率較低。因此在加工偏心零件時經常使(shǐ)用各種專用夾具來(lái)進行(háng)裝夾加工。
1. 偏心夾具的設計(jì)思路(lù)
在夾具設(shè)計時, 必須使工件的加工質量、生(shēng)產效率、勞動條件和經濟性等四方麵達到辯證的統一, 其中能穩(wěn)定地保證工件加工質量是最基本的要求。為了提高生產率, 夾具采用先進的結構和機(jī)械傳動裝置以及快(kuài)速高(gāo)效的(de)夾緊裝置, 以縮短輔助(zhù)時間。既要滿足產品零件大批量生產需要, 又要滿足工件(jiàn)加工質量、生產效率、勞動條件和經濟性的要求(qiú), 因(yīn)此需根據工件的類型、技術要求等特點設計製造(zào)一些專用工裝夾具來實現。
筆者在實(shí)際工作(zuò)中遇到如圖1 所示(shì)的工(gōng)件, 此(cǐ)工件要求車(chē)削加工端麵(miàn)上的兩個偏(piān)心孔及其內螺紋。
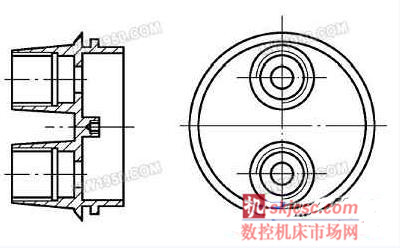
圖1 工件(jiàn)示意圖
采(cǎi)用(yòng)常規夾具滿足不了大批生產的需要且操(cāo)作複雜, 調(diào)整困難, 工件裝夾時間(jiān)長。如果到專門的工裝模具加工企業外協加工該專用夾具, 其設計、製造成本費用較高而且往往達不到最佳使(shǐ)用效果。筆(bǐ)者根據工件的結構特點, 設計製造一種結(jié)構簡單(dān)、製造成本低廉、具有(yǒu)自動定心功能(néng)且重複定位準確、無須調整找正、操作方便快捷的專用偏心夾具, 特別適應(yīng)於大批產品零件的生產。
2. 偏心(xīn)夾具結構分析(xī)
(1) 夾具結構 該夾具整體結構如圖2 所示, 由工件定位、鎖緊(jǐn)裝置和夾具裝夾定位三(sān)大部分(fèn)組成。
投稿箱:
如果您有機床行業、企業相關(guān)新聞稿件發表,或進行資訊合作,歡迎聯係(xì)本網編輯(jí)部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關(guān)新聞稿件發表,或進行資訊合作,歡迎聯係(xì)本網編輯(jí)部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月(yuè) 分地(dì)區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數(shù)據
- 2024年11月 新能(néng)源汽車(chē)銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年(nián)10月 軸承出(chū)口情況
- 2024年10月 分地區金屬切削(xuē)機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年(nián)8月 新能源汽車產量數據
- 2028年8月 基(jī)本型乘用車(轎車)產(chǎn)量數據