


BFKl 50/2鏜(táng)銑床主軸夾緊裝(zhuāng)置的改造
2016-9-19 來源:中冶(yě)陝壓重工設備(bèi)有限公司機動部 作者:任小星
摘要:針對BFKl50/2鏜銑床主軸夾緊功能(néng)出現的故障進行分析、判斷和最終解決該問題的過程做了詳細介紹。
關鍵詞:鏜銑床;主軸(zhóu)夾緊;解(jiě)決方案
該機床主軸作(zuò)為獨立的主軸組件安裝(zhuāng)在主軸(zhóu)箱內,它是由主軸、主軸軸承、主軸軸套等零部件組成。該(gāi)主軸具(jù)有轉速高、調整方便(biàn)等優點。
1、故障現象及解決措(cuò)施
該機床要求刀具(jù)在固定的角度軸(zhóu)向(xiàng)進給,因此機床設有(yǒu)主軸定向裝置。該裝置由編碼器、聯軸節組(zǔ)成。編(biān)碼器主要是對機床(chuáng)主軸轉速和轉角進行檢測(cè)。當主軸需(xū)要軸向移動時,由編(biān)碼器發出信號,使電動機停止轉動,並啟動主軸夾緊裝置將主(zhǔ)軸夾緊,然後進行切削(xuē)加工。
原(yuán)機床(chuáng)主軸(zhóu)軸向移動夾緊裝置(zhì)采用的是高強度塑料油管,通過給油管裏提供高壓油,使油(yóu)管徑向漲開一定距離推動管座(可動側)產生位移並向主軸軸承座一(yī)側貼緊,產生足夠的摩擦力,從而實現(xiàn)主軸夾緊。保(bǎo)證主軸上的刀具在強力切削時,主軸不會(huì)發生軸向竄動,原主軸夾緊裝置如圖1所示。
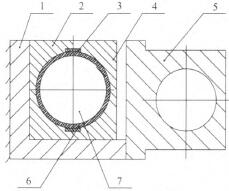
1一槽(cáo)道;2一管座(固定側);3一塑(sù)料襯板;4—管座(可動側)
5—鏜杆軸(zhóu)承座;6一(yī)高強度油管;7—進油口。
圖1原主軸夾緊裝置(zhì)
機床在使用過(guò)程中,有段(duàn)時間總是頻繁出現“主軸未夾緊”報(bào)警,剛開始懷疑是主軸夾(jiá)緊油壓偏低或者是壓力油管漏油,去液壓站查看壓力表讀數並檢查壓力油的進出油管、各管接頭是否漏油以及方向控製閥、壓力控製閥和流(liú)量控製閥(fá)等相(xiàng)關元(yuán)件是否損壞,結果(guǒ)發現壓力表讀數在說明書要求的6—8 MPa內,並且進出油管、各接頭處均無漏油現象,相關控製元件均無損壞。
由於該(gāi)機床為德(dé)國上世紀70年代的進口設備,使用年限較長,原裝的夾緊(jǐn)裝(zhuāng)置(zhì)中油管老化,強度降低,長期使用(yòng)後出現針孔及細小裂紋,導致油管漏油,無(wú)法建立起壓力,最終導致主軸無法夾緊,機床不能正常運行。經過(guò)現場觀察並了解該機床結構後,最終決定將其夾緊裝置進行改(gǎi)造。改造後的夾緊裝置如圖2所示,該夾緊裝(zhuāng)置是由多個小活塞缸組成,通過活塞推動摩(mó)擦片,使摩擦片貼緊(jǐn)主軸軸承座一側,產生足夠的摩擦力,從而(ér)實現主軸夾(jiá)緊功能,保{幣機睞(lài)能詎常運行。
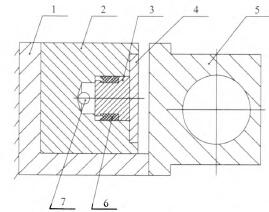
1一槽道;2—缸體;3一活塞(sāi);4一摩擦片;5—鏜杆軸承座
扣密封;7—進油13
圖2改造(zào)後主軸夾緊裝置
2、夾緊為(wéi)計算
2.1改造前受力情況(kuàng)
改(gǎi)造之前高壓油管(guǎn)直徑D=15 mm,長度L=350mm。機床主軸夾緊來油壓力P=7 MPa,鋼與鋼的(de)摩擦係數p=0.1。管座(可動側)受力(lì)簡圖如圖3所示:

圖3管座(可動側)受力向(xiàng)圖(tú)
管(guǎn)座(可動側)受力情況計算如下:

2.2改造後受力情況
改造後單(dān)個活塞受力麵直徑d=35 mm,長度L=550 mm的活塞缸體上分布的活塞總數N=12。鋼與鋼的摩擦係數肛=0.1,受力計算如下:
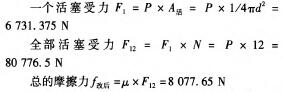
經過比(bǐ)較可以知道厶後>厶前,理論是成立的。經過長(zhǎng)時(shí)間運行驗證,結果沒有發現該機床再出現過“主軸(zhóu)未夾緊(jǐn)”報警,機(jī)床操作者也反映機床使用情況比以前好多了,經過多次反(fǎn)複試驗,證明(míng)改造是成功的。
參考文獻
[1]餘仲裕.數控機床維修[M].北京:機械工業出版社,2003.
[2]徐橫.數控機床維(wéi)修[M].沈(shěn)陽(yáng):遼寧科學技術(shù)出(chū)版社,2005.
[3]任建(jiàn)平.現代數控機床故障診(zhěn)斷及維修[M].北京:國(guó)防工業出版社。2005.
[4]成大先.機械設計手(shǒu)冊單行本.常用設計資料[M].北京:化(huà)學工業出版社,2004.
[5]陳(chén)奎生.液壓與氣(qì)壓傳動[M].武漢:武漢理工大(dà)學出版社(shè),2001.
[6]方曉華.高等數學[M].北京(jīng):機械工業出版社,2010.
投稿箱:
如(rú)果您有機床行(háng)業(yè)、企業(yè)相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如(rú)果您有機床行(háng)業(yè)、企業(yè)相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多

行業數據
| 更多
- 2024年(nián)11月 金屬切削機床產量數據
- 2024年11月 分(fèn)地區金屬切削機床產量(liàng)數據
- 2024年11月 軸承出口情況
- 2024年11月(yuè) 基(jī)本型乘用車(轎車)產量數據(jù)
- 2024年11月 新能(néng)源(yuán)汽車產量數(shù)據
- 2024年11月 新能源(yuán)汽車(chē)銷量情況
- 2024年10月 新能源汽車產量數據(jù)
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新(xīn)能源汽車銷量情況
- 2024年(nián)8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產(chǎn)量數據
博文(wén)選(xuǎn)萃
| 更多(duō)
- 機械加工(gōng)過程圖示
- 判斷(duàn)一台加工中心精度的幾(jǐ)種辦法(fǎ)
- 中走絲線切(qiē)割機床的(de)發展(zhǎn)趨(qū)勢
- 國產數(shù)控(kòng)係統和數(shù)控機床何(hé)去何從?
- 中國的技術工人都(dōu)去哪裏了?
- 機械老板做了十(shí)多年,為何還(hái)是小(xiǎo)作坊?
- 機械行業最新自殺(shā)性營(yíng)銷,害人害己(jǐ)!不倒閉才
- 製造業大逃亡
- 智能時代,少談(tán)點智(zhì)造,多談點製造
- 現實麵前,國人沉默。製造業的(de)騰飛,要(yào)從機(jī)床
- 一文(wén)搞懂(dǒng)數(shù)控車床加工刀具補償功能
- 車床鑽孔攻螺紋加工方法及工裝設計
- 傳統鑽削(xuē)與螺旋銑孔加(jiā)工工藝的區別