


FeatureCAM 銑齒的(de)編程設計研究及應(yīng)用
2016-8-1 來源:陝西建設機械股份有限公(gōng)司 作者:吉寧波
摘要:文章通過對鏈輪齒形的工藝分(fèn)析,應用solidworks進行三維建(jiàn)模,使用FeatureCAM軟件進行程序(xù)生成並仿真,從而實現(xiàn)使用立式加工中心,采用立銑刀(dāo)銑(xǐ)削的方式對鏈輪進行加工。
關鍵詞:鏈輪齒形;工藝分析(xī);三維建(jiàn)模;程序生成
1、 概述
鏈(liàn)輪是帶嵌齒式扣鏈齒的輪子,用以與節鏈環或纜索上節距準確的塊(kuài)體相齧合一種實心或帶輻條的齒輪,與(滾子)鏈齧合從而傳(chuán)動運動,廣泛被應用於紡織機械、工程機械、儀表(biǎo)儀器等(děng)領域進行機(jī)械傳(chuán)動。
鏈輪齒形加工一般使用滾齒機或成形銑(xǐ)刀銑齒的方式進行加工,但對於沒有此類設備的企業,在加工批(pī)量較小的鏈輪時,進行外協加工(gōng)的成本(běn)較(jiào)高、工期較長。本文選用(yòng)立式加工(gōng)中心銑削齒形的方式(shì),主要用於單件小批量的齒形加工。
2 、工藝分析與(yǔ)設計
相關(guān)項目(mù)與工藝內(nèi)容,見表1。
表1 相關項目與(yǔ)工藝內容
3、加工模加工(gōng)模型的(de)建立與程序的生成
3.1 模型的建立
使用solidworks軟件(jiàn)建立三(sān)維模型。首先,通過繪製鏈輪截麵輪廓(kuò),再通過旋轉功能生成零件。在齒形麵,根據GB1243-97繪製出一組齒形,再進(jìn)行旋(xuán)轉陣列生成完整齒形。最後使用拉(lā)伸切除功能生成三維模型,如圖1所示。
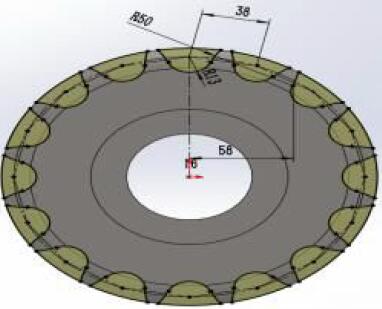
圖1 鏈輪齒形
3.2 毛坯與加(jiā)工特征的設置
鏈輪齒形加(jiā)工的(de)特(tè)征設置參數與程序生成在FeatureCAM軟件上進行。
首先,對加工模型(xíng)的毛坯與編程坐標係進行設置。使(shǐ)用毛坯屬性,設置毛坯的形狀、尺寸參數、材質等數據。同時設置零(líng)件的加工(gōng)零點。設置加工坐標係。
其(qí)次采用FeatureCAM軟件中的側邊特征識別(bié)功能,選取(qǔ)齒形麵形成加工路徑,如圖2所示。

圖2 特征提取
具體操作如下(xià):首先選取新的特(tè)征按鍵;選取側邊特征,同時(shí)勾選FeatureRECOGNITION提取功能;最後(hòu)通過點選需(xū)要加工麵,完成加(jiā)工特征的識別。
最後設置具體的加工參數與(yǔ)刀(dāo)具(jù)參數。本文刀具選用D20立銑刀進行分層加(jiā)工。加工參數設置(zhì)中,可根據實際加工情況與刀具情況,設置Z向增量。本文由於所選設備:小巨人VTC200CN立式加工中(zhōng)心,適用於少吃刀,快進給的零件加工。因此,本(běn)次加工設置(zhì)的z向增量為1.5 mm,X/Y平麵采用螺旋進刀方式,每次吃刀量為刀具半徑的33%。
完成參數(shù)設置後,通過軟件生成粗(cū)加工刀具路徑,如圖3所示。

圖3 齒(chǐ)形加工刀具路徑
3.3 程序的生成
刀具路徑設置完成後,通過NC代碼生成功能,選取相應機床後處理,成加(jiā)工程序。生成的部分程序如下(此程序選Fanuc OM.cnc機床後處理):
O0001
G00 G17 G40 G49 G80 G94
G91 G28 Z0
T1 M6
G00 G54 G90 X-118.333 Y41.384 S1000 M03
G43 H1 Z25.0 M08
Z3.0
G01 Z-1.5 F250.
X-107.519 Y39.369 F500.
G02 X-105.755 Y39.886 I5.658 J-16.031
X-99.197 Y41.089 I15.351 J-65.218
X-102.984 Y46.577 I53.184 J40.749
X-103.865 Y48.189 I14.455 J8.947
G01 X-112.937 Y54.411
X-119.097 Y17.514
X-111.608 Y25.572
G02 X-104.152 Y33.072 I9.747 J-2.233
X-90.222 Y34.668 I13.747 J-58.404
G03 X-88.311 Y39.283 I0.008 J2.7
G02 X-97.032 Y50.261 I42.297 J42.555
……
G02 X-108.88 Y9.302 I22.792 J55.502
X-112.898 Y19.086 I5.842 J8.116
G01 X-116.733 Y29.395
G00 Z25.0
G0 G91 G28 Z0 M09
G49 G90 X0. Y0.
M30
3.4 軟(ruǎn)件模擬仿真(zhēn)
通過FeatureCAM軟件模擬加工(gōng)仿真功能,通過與三維建模的零(líng)件進行(háng)對比,可以反映程序是否有明顯過切現象。如圖4所示。齒形(xíng)麵綠(lǜ)色(sè)代表尺寸合格(由於本文程序仿真,隻加工了齒形麵,藍色(sè)麵為未加工的內容,實際加工中在其他工序完(wán)成)。
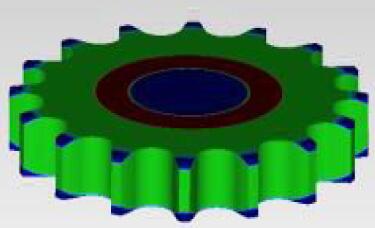
圖4 齒形加工仿真對比
4、結語
本企業采用此齒形編程設計(jì)加工後的工件(jiàn),各項檢驗指標(biāo)均符合使用要求,且(qiě)降低了生(shēng)產成本,提高了(le)加工(gōng)效率,經驗(yàn)值得(dé)相(xiàng)關企業(yè)借鑒和推廣。
參考文獻:
[1] 王先逵.機械加工工藝手冊第2版[M].北京:機械工業出版社,2015.
[2] GB/T 1243-1997,短節距(jù)傳(chuán)動用精密滾子鏈和鏈輪[S].
[3] SolidWorks2012從入門到(dào)精通[M].北京:清華大學出(chū)版社,2012.
投稿(gǎo)箱:
如果(guǒ)您有(yǒu)機床(chuáng)行業、企業相關新聞稿(gǎo)件發表,或進行(háng)資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果(guǒ)您有(yǒu)機床(chuáng)行業、企業相關新聞稿(gǎo)件發表,或進行(háng)資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月(yuè) 分地區(qū)金屬切削機(jī)床產量數據(jù)
- 2024年11月 軸(zhóu)承出口情(qíng)況(kuàng)
- 2024年11月 基本型乘用(yòng)車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月(yuè) 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分(fèn)地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據(jù)
- 2024年9月 新(xīn)能源汽車銷量情況
- 2024年8月(yuè) 新能源汽車產量數據
- 2028年8月(yuè) 基本型乘用(yòng)車(轎車)產量數據