


淺談圓錐麵配合零件在普通車床上加工的(de)改進
2020-12-10 來源: 福(fú)州(zhōu)第一技師學院 作者(zhě):林寶忠
摘要:以職業院校技能競賽車加工項目試題(tí)為例,描述了圓錐麵配合零(líng)件在普通車床上常規車(chē)削加工方法及(jí)存在的問題,結合競賽輔導經驗,針對(duì)存在的問(wèn)題提出了利用百(bǎi)分表(biǎo)配合車削加工圓錐麵配合零件的(de)改進方法,及利用三角(jiǎo)形關係解決圓錐零件配(pèi)合間距(jù)的改進方法(fǎ)。
關鍵詞:車加工;圓錐麵;百分表(biǎo);競賽(sài)
雖然當(dāng)今工業智能化日(rì)益發展,但是在平時(shí)的設備和工具中基礎零部件仍然占據著重要地位,特別是許多圓錐麵的配合零件仍被廣泛應用,如普通車床主軸的錐孔與前頂尖(jiān)錐柄的配合,麻花鑽頭的錐柄與變徑錐套之間配合等。技工學校是培養技能型才的重要基地,普通車(chē)床的(de)技能訓(xùn)練已經成為各類中職、技(jì)工學(xué)校機械專業教學與訓練的重要課題。
圓錐零件是機械(xiè)零(líng)件結構中重要的組成部(bù)分,其車削也是機械(xiè)零件中較難掌握的加工工藝之一,利用普通車床加工各種(zhǒng)形狀和精度的圓錐麵(miàn)配合零件也是車工必須掌握的重要內容,圓錐麵配合零件的加工是各類車加工技能競賽的重(chóng)要考點之一(yī)。
本文以福建省中職院校技能競賽車(chē)加工項目試題為例,如圖 1。
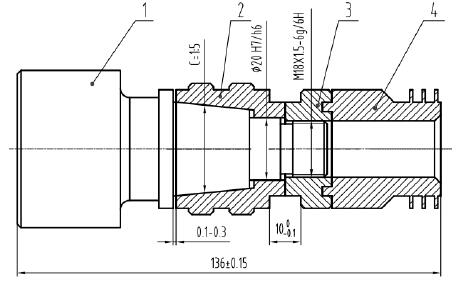
圖 1 車加工項目試(shì)題
1 、零件的車削要求分析
1.1 精度(dù)要求
分(fèn)析該(gāi)中職類車加工競賽試題的車削工藝,圖樣中的加工基本要求:錐度是 1:5±5′,要求圓錐麵的(de)配合件 1、2 的配斷麵間隙為 0.1- 0.3,表麵粗糙度要求為 1.6μm 塗色法檢查配合接(jiē)觸麵≥70%。
1.2 競賽要求
車加工項目技能競賽追求三個“度(dù)”,即精度、速度(dù)和粗糙(cāo)度。即在日常的訓(xùn)練指導中教師應該經常分析學生(shēng)的工藝(yì)安排、切削用量選擇(zé)及工量夾具的(de)使用(yòng)等。在加工過程中合(hé)理選擇刀具和優(yōu)化切削用量(liàng),在最短時間內用熟練的操作確(què)保關鍵得分點,保證在規定的時間內完成切削項(xiàng)目。 因此,用(yòng)優化的加工工藝和方法以便節約加工時間至關重要。
2 、傳統的車削方法及存在的主要問題
在普通車床上加工圓錐零件(jiàn)時主要保證圓錐角(jiǎo)度和(hé)尺寸精度,首先先控製圓錐角度,其次再(zài)精車保(bǎo)證尺寸精度(dù)。經過零(líng)件的分析(xī),該零件的(de)圓錐半角較大且圓錐麵對應的直線距離(lí)較短,適用於(yú)轉動小滑板的車削法。常用的轉動小滑板法車圓錐(zhuī)零件即在車削工件的圓錐麵零件前將車床的小滑板轉過一定角度, 使車床小(xiǎo)滑板移動的手動進(jìn)給方向與工(gōng)件主軸中心線的夾角等於計算的(de)圓錐半角 α/2 。該方法特點(diǎn)是操作簡單且可加工錐角範圍較大的內外(wài)錐零件,缺點就是圓錐角精(jīng)度較(jiào)差且受小滑(huá)板轉(zhuǎn)動行程的限製不能車削長的圓傳統的加工(gōng)步驟是:
2.1 小滑板轉動角度的確定
通過查表(biǎo)或者數學計算確定錐度1:5 的圓錐半角是 5°42′38″;
2.2 轉動小(xiǎo)滑板的方法
鬆開小滑板下的轉盤上兩個螺母,觀測小滑板中(zhōng)間刻度零線,用目測的方法轉動小滑板的角度至(zhì)計算的圓錐半(bàn)角,粗略對準後再通過試(shì)車削測量多(duō)次找正。
2.3 粗車外圓錐麵
先移動中滑板(bǎn)調(diào)整(zhěng)好切削深度再雙手交替轉動小(xiǎo)滑板的手柄將零件車(chē)削到外圓位置。然後調整萬能角度尺(chǐ)至要測(cè)得的圓錐半角,基尺靠在零件端麵並穿過工件(jiàn)中心,刀口尺貼在圓錐麵的切線(xiàn)上,再用透光法檢驗並微調小滑板下的轉盤(pán)角度。多次試切測量至合格的(de)角度要求。
2.4 精(jīng)車(chē)圓錐麵
小滑板的轉角(jiǎo)調整準確後,提高主(zhǔ)軸(zhóu)轉速、降低進給量,精車圓錐麵保證表麵粗糙度和尺寸精度。這種方法雖然簡單但是在加工圓錐零件時(shí)因車(chē)床小滑板(bǎn)轉盤的刻度值精(jīng)確度較低,而且常見圓錐的圓錐角度基本不是整數,故(gù)角(jiǎo)度的小數部分隻能用目測方式對準。因目測存在較大誤差,所以車削圓錐(zhuī)時經一次角度調整加(jiā)工的錐度難以達到圖樣要求,一般要需(xū)要試車削後測(cè)量錐度再微調小(xiǎo)滑板的轉角,經過多次反複後才能逐步使錐度準確。因(yīn)此在競(jìng)賽加工圓錐配合零件費(fèi)時費力而(ér)達不到精(jīng)度要求。
3 、改進方法
在輔導技能競賽及教學工作的幾年中,通過(guò)教(jiāo)學實踐和結合競賽輔(fǔ)導經驗,在不斷的研(yán)究、總結下,對於圓(yuán)錐麵配合零件的(de)車削也有了一定的認知,在此談(tán)談車削圓錐麵配合零件的方法改進。
3.1 校準錐度的改進方法
通過理解圓錐的基本參數(shù)(如(rú)圖 2)。可推(tuī)演(yǎn)為直角三角形來表達錐度,如上例的錐度 1:5 可計算轉變為:徑向半徑差(D- d)=1mm,錐麵對應的(de)水平長度 L=10mm,根據直角三角形關係式可得轉動小滑板(bǎn)移(yí)動的距離即斜邊 c=10.05mm。轉動(dòng)小滑板轉盤(pán)時應用鍾(zhōng)表式百分表和機床尾座(zuò)伸出(chū)套筒的光滑麵調整圓錐半角的方法如下:百分表吸附在刀架邊緣並垂直對準尾座套筒中(zhōng)心位(wèi)置,鬆開小滑板(bǎn)下的轉盤上兩個螺(luó)母,轉動小滑板的轉盤至需要的圓錐半(bàn)角並(bìng)且將百分(fèn)表的(de)刻度盤對零,百分表壓(yā)入兩圈(2mm)後(hòu)指針調零,然後消除間隙後轉動小滑板向左移動10.05mm,最後用微調小滑板下的轉盤直至百分表指針示數變化為1,說明錐度半角校準(zhǔn)完畢,然後按圖紙要求加工圓錐麵。
如果競(jìng)賽過程中的圓錐配(pèi)合麵的錐度與樣題不一致,或者以盲題的方式呈(chéng)現給選手(shǒu),例如錐度改為 1:12,如(rú)何應變呢?同樣的原理,百分表壓入兩圈(2mm)後指針調(diào)零,然後(hòu)消除間隙後轉動小滑板向左(zuǒ)移動略大於 2 倍的水平長度(即 2×12)mm,再微調小滑板下的轉盤直至百分表指針(zhēn)示數變化為 1。
該改進的方法減少圓錐半角繁瑣的計算(suàn)過程,彌(mí)補現階段技工院校學生(shēng)計算能力的不足,且節約了非加(jiā)工的銜接時間(jiān)。
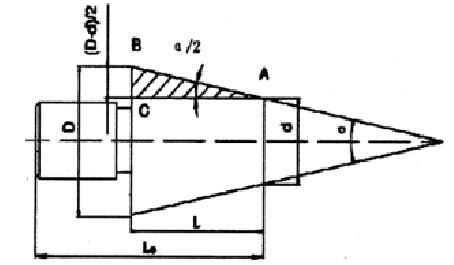
圖 2 圓(yuán)錐的基本參數
3.2 內圓錐麵的加工(gōng)改進方法
測量(liàng)工件端麵並精車外圓錐麵後(hòu),保持小滑板轉盤轉動的角度一致,安裝反向鏜刀(左偏刀)於刀架,車床主(zhǔ)軸反轉加工內(nèi)錐麵。這(zhè)種方法即可以保證內外圓錐(zhuī)麵配合更佳(jiā),而且節省了內錐零件再次校準錐度(dù)的時間(jiān)。
3.3 控製圓(yuán)錐配合間距的改進方法
如上例,對於錐度 1:5 的圓錐配合零件間的配合間隙為(wéi)0.1- 0.3。按傳統的加工方法為使用經驗法和結合多次切削測量的形(xíng)式。此方法(fǎ)費時且難於達到精度要(yào)求。利用三角形關係的改進方法準確控製圓錐零件的配合間距,從(cóng)錐度零件軸向移動和徑向變化關(guān)係圖(圖 3) 所(suǒ)示,可以快速計算軸向變化 1mm徑(jìng)向(xiàng)需調整0.1mm。半精車結束後測量(liàng)軸向配合間距,(實際測(cè)量值(zhí) - 理論間(jiān)距值)×0.1mm即為中滑板的精車餘量。經過一次調整中(zhōng)滑板的徑向精車餘量可直接精車到位,保證圓錐配合間(jiān)距合格。
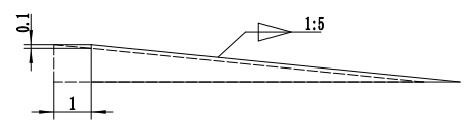
圖 3 軸向(xiàng)移動和徑向變(biàn)化關係
通(tōng)過以上車削方法的改進,效果顯著(zhe):a.通過多次的實(shí)踐統計,改進(jìn)的方法單項切削(xuē)可節省 15 分鍾,提高效率(lǜ),為後續的加工提(tí)供了充足的時間條(tiáo)件;b.應用“反刀法”車削的內外圓錐麵,經塗色法檢查配合接觸麵為≥98%,高於(yú)圖樣要求;c.經過三坐標(biāo)精密測量檢(jiǎn)驗,工件的尺(chǐ)寸精度特別是(shì)圓錐配合間距符合圖樣要求。以上改進符合技能競賽追求的三個“度”,即尺寸精度、加工速度和粗糙(cāo)度。
結束語
經過改進的圓錐(zhuī)麵配合零件的車削方法,在實操中提高了效率並有效地解決車加工(gōng)“圓錐(zhuī)麵配合零件的車削”技能實習教學的難(nán)點(diǎn),本人將改(gǎi)進(jìn)方法應用到車(chē)工實踐教學中(zhōng)取得了顯(xiǎn)著的教學成績。近年來我院車工工種的中(zhōng)、高級職業資格鑒定考(kǎo)核通過率大於92%以上,指導學生(shēng)參加省、市各級技能競賽在車加工項目中多次獲得了(le)市賽一、二等獎和省賽一、三等(děng)獎的好成績,也充分證明圓(yuán)錐麵配合零件的車削方法的改進是(shì)合適現(xiàn)階段的教學和(hé)技能競賽。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行(háng)資訊合作,歡迎聯係本網編輯部(bù), 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行(háng)資訊合作,歡迎聯係本網編輯部(bù), 郵箱:skjcsc@vip.sina.com
州金馬")
業界視點
| 更多
查")
行業數(shù)據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎(jiào)車(chē))產(chǎn)量數據
- 2024年(nián)11月 新能源汽車產量數據
- 2024年(nián)11月 新(xīn)能源汽車銷(xiāo)量(liàng)情況
- 2024年(nián)10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區(qū)金屬切削機床產量數據(jù)
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車(chē)銷(xiāo)量情況
- 2024年(nián)8月(yuè) 新能源汽車產(chǎn)量數(shù)據
- 2028年8月 基本型乘用車(轎車)產量數據