


鋼軌道岔軌麵精磨機研究
2017-12-21 來源:- 作者(zhě):-
摘 要: 針對(duì)鋼軌道岔(chà)軌麵打磨精密化的要求, 通過對各型鋼軌軌麵形狀的分析, 提出鋼軌軌麵打(dǎ)磨機的設(shè)計方案, 經過(guò)分析、 比(bǐ)較選擇采用可(kě)以(yǐ)升(shēng)降、 橫移(yí)、 角度可調的精度機來進行鋼軌軌麵的精密(mì)打(dǎ)磨, 精磨機設計及加工簡單, 操作簡便, 實用性(xìng)強。
關鍵詞:鋼軌 道岔 軌麵 精磨機
1 、引言
隨著鐵路事業的(de)快速發展,高鐵(tiě)新線建(jiàn)設(shè)大規模開展,既有(yǒu)線路的全麵技術提升,對高鐵 (提速) 線路道岔平麵、正線軌(guǐ)頂麵的平整度要求越來越(yuè)高,同時尖軌的非作用邊病害也需(xū)要整治(zhì)。如果不及時處理,將直接影響提速道岔的使用壽命和線路設備的安全運行。
2 、國內外研究開發現狀
2.1 國內現(xiàn)狀(zhuàng)
目前道岔平麵、正線軌頂麵及(jí)尖軌的非作用邊的打磨整修作業(yè)主要采用手提砂輪進行人(rén)工打磨。因作業效率較低,難以保證打磨質量,同時因需攜帶發電機組作業,易對人身(shēn)和行車安全構成危險。
2.2 國(guó)外現狀
v據現有文獻,尚未發現國(guó)外打(dǎ)磨機能同時具有對道(dào)岔平(píng)麵、正線軌頂麵及(jí)尖軌(guǐ)的非作用邊進行打磨的多(duō)功能小型打磨維護設備。
3 、目前國(guó)內主(zhǔ)要使用的各種鋼軌軌型
國內使用的鋼軌(guǐ)軌型主要有 38 kg/m、43 kg/m、50kg/m 、60 kg/m 、75 kg/m ,以下就線路上使用最為常見的60 kg/m 鋼軌軌頭進行分析。60 kg/m 高速鐵路用鋼(gāng)軌的型式尺寸見圖 1,圖參照 TB/T3276。
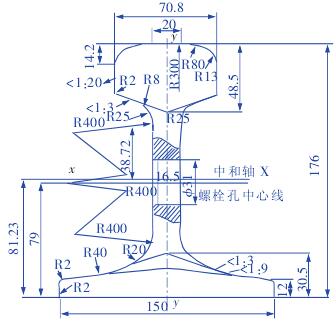
圖 1 高速鐵路用 60 kg/m 鋼(gāng)軌斷麵圖
60 kg/m 鐵路用熱軋鋼軌的(de)型式尺寸見圖 2,圖參照GB2585。
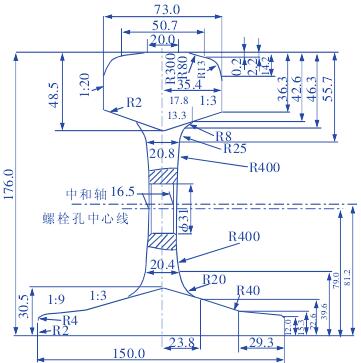
圖 2 60 kg/m 熱軋鋼軌斷麵圖
從 2 種鋼軌截麵圖可以看出,軌麵圓(yuán)弧半(bàn)徑一致,均為 R300、R8、R13,隻是寬度 70.8、73 及其餘尺寸的微(wēi)小差(chà)別。從打磨角度考慮,理想的結果是打磨(mó)後的軌(guǐ)麵形狀與標準的軌型完美貼(tiē)合。比較理想的是打磨頭(tóu)在打磨時逐步仿形達到接近鋼軌軌(guǐ)麵形狀的打磨(mó)效果。
4 、打磨效果分析(xī)及設計(jì)方案鋼
軌軌麵的打磨要求為,用 1 m 直尺檢查平麵誤(wù)差為0~ 0.2 m m ,作用邊誤差±0.3 m m ;對(duì)於鋼軌平麵及肥邊的打(dǎ)磨要求為用(yòng) 1 米直尺檢查平麵誤差為 0.3 mm,軌距角(jiǎo)角度 45°,軌距角成圓弧形,角磨(mó)機打磨無明顯凹坑。根據打磨效果(guǒ)測量(liàng)要求製定設計方案。
4.1 第 1 種設計方案
根據鋼軌軌頭形狀的不同,製造不同形狀的打磨頭,打磨頭通過內燃(rán)汽油機動力驅動,完成鋼(gāng)軌的打磨。
4.2 第 2 種設計(jì)方案
根據鋼軌軌頭形狀的不(bú)同(tóng),製造不同形狀的銑削(xuē)刀盤,銑削刀盤為多(duō)個,刀盤通過內燃汽油機動力驅動,通過多個刀盤的逐次銑削(xuē)使不符合要(yào)求的、不規整的鋼軌符合最
終的使用(yòng)要(yào)求。
4.3 第 3 種設計(jì)方(fāng)案
根(gēn)據軌頭形(xíng)狀的不同,采(cǎi)用平行樹脂砂輪,在打磨時根據鋼軌形狀(zhuàng),調整升(shēng)降、橫向移動(dòng)機角度偏轉,依次對鋼軌斷麵進行打磨,打磨出符合要求的鋼軌。
4.4 方案比較
方案 1 根據鋼軌(guǐ)軌頭形狀的不同,製造不同形狀的打(dǎ)磨(mó)頭。此方案的好處是鋼軌形狀根據打磨頭的形狀而變,看似好像可以做到一步到位的打磨效果,實際上存在有打磨頭耐(nài)用度的問題。如果做成普通的樹脂砂輪(lún),砂輪(lún)更換頻繁,無實際使用意義,如果(guǒ)做成硬質合金砂輪,雖較樹(shù)脂砂輪耐用,但造價較高。
方案 2 根據鋼軌軌頭形狀的不同,製(zhì)造不同形狀的刀盤。此種方案的優點是鋼軌的(de)形(xíng)狀可一次銑削完成,缺點是同一(yī)台機器上需根據鋼軌形狀製造多種切削深度(dù)的刀具,製造難度(dù)較大,不(bú)適用於(yú)生產現場,不適合於批量生產(chǎn)。
方案 3 針對不同形(xíng)狀的鋼軌,采用普通的樹脂砂輪,通(tōng)過調整(zhěng)升降、橫向移動、角度偏轉機構即(jí)可完成(chéng)對鋼軌的打磨(mó)。方案 3 比較合(hé)適,製造簡(jiǎn)單,操作簡便,所以選擇方案 3
作為內燃道岔(chà)軌麵精磨機的設計方案。
5 、磨削原理
v方案 3 的磨削原理,見圖 3。采用樹脂砂輪進行磨削,砂輪的中心線或中心線的平行線過鋼軌斷麵圓弧的中心,且(qiě)與圓(yuán)弧相切,通(tōng)過調整,調整角度 α,逐次(cì)完(wán)成鋼軌軌麵圓弧麵的打磨。按(àn)照方案 3 的磨削原(yuán)理,樹脂砂輪中心線或中心線的平行線過鋼軌斷麵圓弧中(zhōng)心且與圓弧相(xiàng)切,需要設計一係(xì)列機(jī)構配合完成鋼軌軌麵的打磨,需設計砂輪在鋼軌上的走行機構,砂輪逐漸(jiàn)接近鋼軌的升(shēng)降機構,橫移機(jī)構,為了(le)實現相切的角度(dù)擺動機構,驅動砂輪運轉的傳(chuán)動機構(gòu),由這一係列機構共同來實現對鋼軌軌(guǐ)麵的打(dǎ)磨。
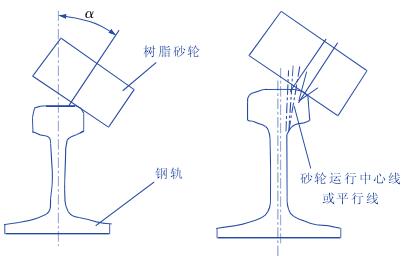
圖 3 樹脂砂(shā)輪磨(mó)削(xuē)
6 、內燃道岔軌麵精磨機的總體機構
內燃道岔軌麵精磨機的總體(tǐ)機構,詳見圖 4。
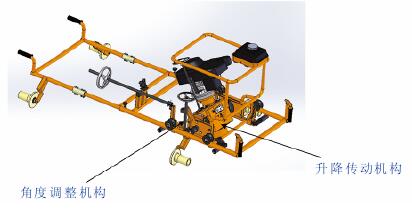
圖 4 道岔軌麵精磨機(jī)的總體機構圖
7 、機構設(shè)計
7.1 走行機(jī)構的設計
對於走行機構的設計主要考慮以下幾點:打磨頭(tóu)的(de)縱向移動,打磨頭的橫向移動,走行機構(gòu)與鋼軌的絕緣問題,走行機構自身的絕緣問題,方便(biàn)運輸的問題,與其他機構的結合問題等。考慮打(dǎ)磨頭需縱向移動及由於運(yùn)動於鋼軌之上,設計走行機架並(bìng)安裝 4 個尼龍絕緣輪分別跨騎於鋼軌之上;考(kǎo)慮打磨(mó)頭在打磨道岔部位軌頂(dǐng)麵時需(xū)橫向移動,走行機架需有足夠的長度,根據目前道岔的(de)使(shǐ)用情況,打磨頭的橫向移動範圍初定 400 mm,即工作於走行機架的其餘機構在走行機架(jià)上的移動範圍 0~400 mm;考慮走行機架的自身絕緣問題,在走行機架右端設計絕緣棒,將走行機架左右(yòu)兩部分(fèn)絕緣;考慮(lǜ)到機架便於運輸的(de)問題,將走行機架設計成可左右快速拆解的機構(gòu)。詳見圖(tú) 5。
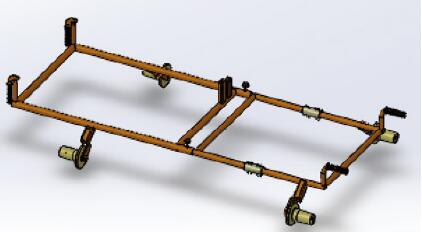
圖 5 走行機架簡圖
7.2 橫移機構的設計
橫移機構的設計主要考慮了橫移距離(lí)、快速移動、精確移(yí)動等問題(tí)。由於橫移距離(lí)與走行機架配合工作,在設計橫向移動時設計加(jiā)長絲杆配合螺母解決了橫向移動的問題,並設計有快速螺母及快速夾緊機構,既解決了快速移動的問(wèn)題(tí),又具有精確移動的功能。
7 .3 角度調整機構的設計
角度調整(zhěng)機構的設計主要考慮了角度調整範圍問題、角度調整精度問題(tí)等。根據打磨質量(liàng)效(xiào)果分析,打磨的角度範圍定在(zài) 10°~50°之間,此種範圍的調整可通過連杆活節螺母調整(zhěng)機構完(wán)成,活節螺母設計(jì)成小螺距梯形螺紋,同時與活節螺母連接的角度調整絲杆(gǎn)設計成小間隙配合絲杆,絲杆轉動設計離合分度裝置(zhì)完成角度的高精度調整。詳見圖 6、圖 7、圖(tú) 8、圖 9。
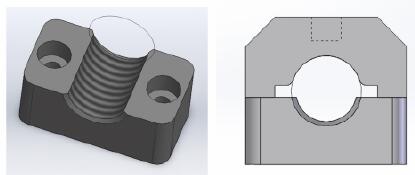
圖6 橫移快速螺母夾緊機構簡圖
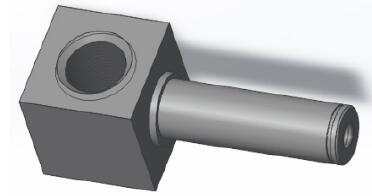
圖7 活節螺母簡圖
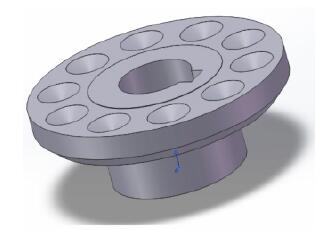
圖8 離合分度裝置筒
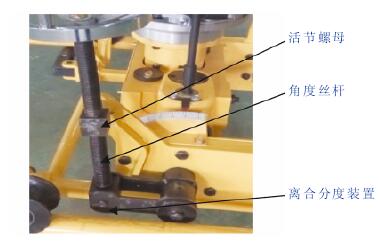
圖(tú)9 轉動絲杆筒圖
7.4 升(shēng)降、傳(chuán)動機構設計
升降機構的設計主要考慮了砂輪的利用率及砂輪角度擺動範圍。砂輪的有效使用高度≤55 mm,所以在設計(jì)升降機構時移動機構(gòu)即移動箱體的移動(dòng)距離確定為≤55 mm。設(shè)計升降絲杆升降螺母配合機構,升(shēng)降螺母固定在移(yí)動(dòng)箱體之上,通過轉動轉杆(gǎn),帶動升降絲杆(gǎn)轉動,從而帶動與升(shēng)降螺母配合的移動箱體(tǐ)的升降運動。由(yóu)於砂輪、主軸、移動箱體、彈性離合器相對固定,所以升降絲杆(gǎn)的轉動就帶動了砂(shā)輪的轉動(dòng)。
傳動機構的設計主(zhǔ)要考慮以下幾(jǐ)點,傳動級別盡量少,功率損(sǔn)耗少等。將傳動機構設計成發動機主軸通過彈性離合器連接,帶動彈性離合器轉動,彈(dàn)性離合器的轉動帶(dài)動主軸(zhóu)轉動,主軸帶動砂輪轉動,這樣的(de)的直連方式(shì)滿足了傳動級別(bié)盡量少的原則,功(gōng)率損耗少,工作扭矩損失(shī)小。
升降傳動機構如圖 10 所示的設計方式,減少了(le)外形占用空間,機構配比緊湊,不易造成裝配及攜帶不便的結果,此種方式可取。
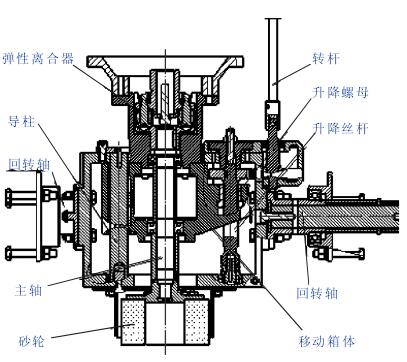
圖 10 升降、 傳動機(jī)構簡圖
8 、結束語(yǔ)
以上主要概述了鋼軌打磨機械國內外現(xiàn)狀,通過(guò)對國內現用(yòng)鋼軌軌型的研究,提出了內燃道岔軌麵精磨機的設計方案,通過對比分析,確定了設(shè)計原理,通過(guò)對(duì)走行機構(gòu)、橫移機構、角度調(diào)整機構、升降傳動機構的設計分析,完成了內燃(rán)道(dào)岔軌麵精(jīng)磨(mó)機的(de)研(yán)究。內燃道岔軌麵精磨機解決了目前高鐵 (提速) 鐵路線路道岔軌頂麵、正線軌(guǐ)頂麵、尖(jiān)軌非作(zuò)用邊(biān)的打磨無打磨工具的問(wèn)題,實用性強,操作便(biàn)捷,是一款理想的精密打磨工具。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表(biǎo),或進行資訊合作,歡(huān)迎聯係本網編輯(jí)部(bù), 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表(biǎo),或進行資訊合作,歡(huān)迎聯係本網編輯(jí)部(bù), 郵箱:skjcsc@vip.sina.com
更(gèng)多相關信息
金馬")
業界視點(diǎn)
| 更多

行業(yè)數據
| 更多(duō)
- 2024年11月(yuè) 金屬切削機床(chuáng)產量數據
- 2024年11月 分地區金屬切(qiē)削機(jī)床產量數據
- 2024年(nián)11月 軸承出口情況
- 2024年11月 基本型乘(chéng)用車(chē)(轎(jiào)車)產量數據
- 2024年11月 新能源汽車產(chǎn)量數據
- 2024年11月(yuè) 新能源汽車銷量情況
- 2024年10月 新能源汽(qì)車產量數據
- 2024年10月 軸承出口情(qíng)況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月(yuè) 金屬切削(xuē)機床產量數據
- 2024年9月 新能源汽車(chē)銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據
博文選(xuǎn)萃
| 更多