


摘 要: 針對現有大功率激光切割機床產品網絡化不足、維護效率低、維護成本高等問題,結合目前成熟(shú)的 GPRS 移動通信技術,提出了基於雲服務器的高功率切割機床遠程監控係(xì)統,構造遠程監控平台,能(néng)夠遠程(chéng)監控多台激(jī)光(guāng)切割機床設備。針對(duì)高功(gōng)率激光切割機床遠程監控係統設計了(le)數據采(cǎi)集智能終端,實現了現場數據通過 GPRS 技術傳送到雲端,為高(gāo)功率激光切割故障的快速(sù)診斷與處理提供了數據(jù)支撐。
關鍵詞: 激光切割; 遠程監控; 雲服(fú)務; GPRS; STM32
0 引言
目(mù)前,隨著激光技術(shù)的不斷發(fā)展,激光加工技術也得到了(le)飛速發展。激(jī)光加工已廣泛(fàn)應用於鈑金切割、雕刻(kè)、打孔、焊接、表麵處理等領域。激光切割過程是將激光束聚(jù)焦到工件表麵,利用其釋放的能(néng)量瞬間使工件(jiàn)融化並蒸發,從而達到切割和雕刻的目的。激光加工具有切割速度遠(yuǎn)遠高於傳統的切割技術,切割精度高,可以實現自動排版加工,且不受切割圖案限(xiàn)製,切口平滑等特點,將在(zài)切割市場占(zhàn)有越來越多的市場份額[1 - 4]。 隨著電子、通信以及互聯網技術的迅(xùn)猛(měng)發展,激光加工也朝著大功率,高速度等方向快速(sù)發展,同(tóng)時,激光切割(gē)機床(chuáng)信息化和(hé)智能(néng)化技術也得到(dào)了越來越多(duō)的重視。當前,國內鈑金加工(gōng)車間工作環境相(xiàng)對較差(chà),加工粉塵、輻射、噪聲(shēng)等都會給現場操作人員身(shēn)體(tǐ)造成不同程度的危害,因(yīn)此,遠程實時監控激光切割機床工作狀態和現場環境參數成為激光加工機(jī)床製造業重點研究(jiū)的熱(rè)點問題之一[5]。
文獻[6]針對 FANUC 等(děng) 3 種不同的數控係統,利用一台服務器,基於通用(yòng)的通信(xìn)接口,實時(shí)采集(jí)數控設備的加工狀態和工藝過程參數等信息; 文獻[7]利用網絡,對數控機床加(jiā)工工藝參數、係統報(bào)警信息、PLC 控製信號、伺(sì)服驅(qū)動參數、係統故障診斷(duàn)、機床維護信息(xī)等進行遠程監控和管理; 文獻[8]利(lì)用傳統的現場總線技術和無線傳感網絡實(shí)時采集(jí)數據,采用 ARM Cortex - M3 嵌入式芯片對數據進(jìn)行處理,實現了基於 Web 環境的數控機床遠程監控係統。伴隨(suí)著 GPRS 技術的不斷(duàn)完善發展,越來越多的應用於機床監控領域[9 - 11]。
本文提出針對大功率激光切割機(jī)床,利用(yòng) GPRS無(wú)線通信(xìn)技術,在激光切割機床(chuáng)現場設置數據傳輸模塊,實時將(jiāng)激光切割機床的加工狀態和環境信息傳輸到雲端服務器,從而(ér)實現對激光切割機床狀態的遠程實時監控。
1 、總體方案設計
目前一些(xiē)先進的數控係統具有通信接口,能夠將數據參數傳送出來,通過數據接口實現對分散的數控設備的遠程控製。GPRS 能夠實時在線,支持多點數據(jù)同傳,傳輸時(shí)延(yán)小,滿足一般(bān)監控係統對數(shù)據采集和傳輸實時(shí)性的要求。隨(suí)著國內移(yí)動通信技術的快速發展,絕大(dà)部分(fèn)地區已經覆蓋(gài)了GPRS 網絡,因此(cǐ)為(wéi)大範圍的設備在線監控提供了基礎(chǔ)條件,係統的傳輸容量大,能很好滿足傳(chuán)輸監控數據(jù)的(de)需要(yào),且通信費(fèi)用越來越低(dī),應用方便。隨著智能手機的普及,維修人員可以通(tōng)過應用程序瀏覽雲端數據,進而得知數控機床發生故障前後的數據,為快速診(zhěn)斷奠定了應用(yòng)的基礎。本文以發格(gé)激光切割機床(chuáng)作為控製對象,基於(yú)串口通信和 GPRS 移動通信技術(shù)構建(jiàn)高功率(lǜ)激光切割機數據采集傳輸係統,實現對激光切割(gē)機(jī)床狀態(tài)的無線遠程監控。激光切割機床遠(yuǎn)程監控係(xì)統主要由(yóu)6 部分組(zǔ)成: 現場激光切割機床(chuáng)、攝像機、車間環境采集模塊、現場智能(néng)監控(kòng)終端模塊、雲服務器以及(jí)遠處監控客戶端,總體結構框圖如圖1 所示。
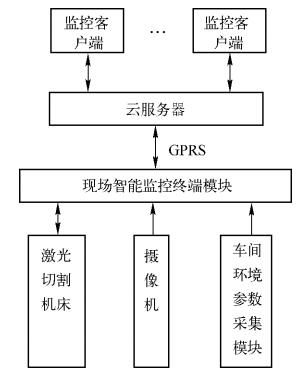
圖 1 激光(guāng)切割機床遠(yuǎn)程監控係統框圖(tú)
2、 硬件設計
硬件部分(fèn)主要涉(shè)及現場智能監控終端模塊,本係統以(yǐ) STM32 微處理器和 GPRS 無線通信模塊(kuài)為核心,現場智(zhì)能監控終端通過(guò)串口數控機床進行通信,並將數據通過 GPRS 無線通信模塊實時傳輸到雲端。雲端服務器自動(dòng)記錄(lù)上傳的數據,任何聯網的(de)電腦通過雲端均可獲取當前機床的工作狀態。當激光切割(gē)機床出現故障時,現場智能監控終端將故障信息通過短信服務模(mó)塊發送到預製的手機電話號碼。維修(xiū)人員通過(guò)短信即可獲取數控機床故障信息,並進行故障(zhàng)診斷。
2. 1 現場智能監控設備硬(yìng)件(jiàn)設計
現場智能監(jiān)控(kòng)模塊的硬件由 32 位微處理器、數據顯示單元、GPRS 無線數據傳輸模塊、數據采集模塊(kuài)和數據存儲模塊組(zǔ)成,係統硬件原理圖如圖 2 所示。
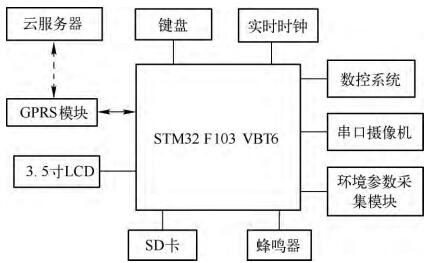
圖 2 現場(chǎng)監控設備硬件原理圖
微 處 理 器 選 用 STM32 係(xì) 列(liè) 單 片 機STM32F103VBT6 作為主(zhǔ)控芯片。采用 SIMcom 公司的(de) SIM800E 模塊進行 GPRS 數據傳輸,SIM800E是一種專(zhuān)門用於 GPRS 數據傳輸模塊,SIM800E 支持多種 TCPIP 連接協(xié)議和多種連接方式,單步與多步開發環境,傳輸模式可選擇透明(míng)與非透(tòu)明模式(shì),在服務端或客戶端支持 TCP 和 UDP 協議棧(zhàn),在本係統設計中,SIM800E 模塊和 STM32 單片機的串口 2 相連,實現 GPRS 模塊與單片機之間的通信。顯示單元采(cǎi)用 3. 5 寸真彩觸摸(mō)屏,實現人機交互。
2. 2 攝像頭監控硬件(jiàn)設計
圖像采集選用串(chuàn)口攝像頭模塊,采用成都藍矩科技生產的 LJ - DSC02 係列串口攝像頭,200萬像素,該(gāi)模(mó)塊內置 0 V 係列高性能 CMOS 傳感器,直接輸出 JPEG 圖片,通過 RS232 或者 RS485進行數(shù)據傳輸,配置(zhì) 6 顆 850 nm 夜視燈進行(háng)紅外補光。在本係統中將 LJ - DSC02 和單片機的串口 1 相連,實現攝像頭數(shù)據的采集。
2. 3 環境采集模塊硬件設計
環境參數采集采用 GK - 508F 模塊,該模塊可以(yǐ)采集 16 路 模 擬 量 信 號,通 信 支 持 RS232、RS485 和 MODBUS 協議(yì)接口。在本係統中,主要采集激光切割機床工作時的環境溫(wēn)度、濕度、壓力(lì)、電源電壓、電流、冷卻風(fēng)機溫度等信號。
3 、軟件(jiàn)設計
在 Keil 開發(fā)環(huán)境中設計(jì)終端控製軟件,軟件主要分為係統初始化模塊、數據采集(jí)模塊、數據分析模塊、觸摸屏顯示模(mó)塊(kuài)、通信模塊等。
智能監(jiān)控設備啟動後首先進入(rù)係統初始化模塊,初始(shǐ)化(huà)完成後,開始數(shù)據采集。數據采集部(bù)分主要包括對對數控機床運行參數的采集、對攝像機圖像的采集、現場環境參數的采集。數據采集完成後,進入(rù)數據分析模(mó)塊、分析完成後,進行數據顯示和存儲,最後進入通信子程(chéng)序進行數據(jù)遠傳。數據傳送完成後(hòu),進入下一個循環,軟件流程如圖(tú)3 所示。係統初始化主要進行時鍾、中斷(duàn)、GPIO、串口(kǒu)等初始化工作。完成(chéng)後(hòu)依次與(yǔ)數控機床、串(chuàn)口攝像機、環境(jìng)采集模(mó)塊和 GPRS 模塊依次通信。激光切割機床數控係(xì)統的通信采用串口異(yì)步通信協議。現場監(jiān)控設備程序運行(háng)時,首先向數控係(xì)統發送握手請(qǐng)求,握手成功後,接收數控係統傳出的各種參(cān)數數據; 握手(shǒu)失敗,發送故(gù)障顯示接(jiē)口(kǒu)。
在(zài)數(shù)據處理(lǐ)分析模塊中,將激光加工機床的工藝參數、NC 程序、螺距(jù)誤差補償參數、工件坐標(biāo)數據等(děng)數據進(jìn)行分類保(bǎo)存(cún),通過 GPRS 傳輸到(dào)雲端服務器。當接收到雲端(duān)服(fú)務(wù)器更新數據請求的命令時,數控機床通信管理模塊通過通(tōng)知數控機床修改通信參數,進行數據更新工作。
串口攝像機模塊通過單片機獲取攝像頭圖像,設備上電初始化時打開串口,設置圖像分辨率。正常通(tōng)信(xìn)時循環執行開始采集圖像、獲取圖像數據、結束采集圖像並上傳。
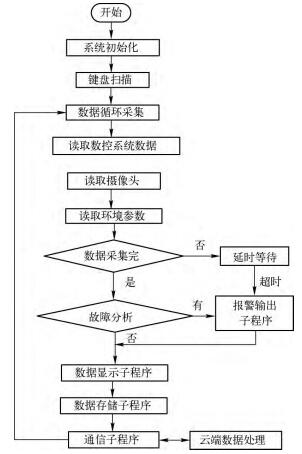
圖 3 軟件控製流(liú)程圖
數據分析模塊對采集的各種數據(jù),與設定(dìng)值進行比(bǐ)較,符合(hé)報警條件時,將信號發送至報警子程(chéng)序。為了方便(biàn)人機交互,設置了數據顯示模塊,采用迪文(wén) 4. 3 寸真(zhēn)彩觸摸屏,完成數(shù)據顯示與報警信息查看。為了避免由於網絡產生故障時,數據不能及時上傳,現場設置數據存儲模塊,將采集(jí)到的數據及報警信息,本地存儲於(yú)工業 SD 卡,確
保數據的安全性。
GPRS 模塊通信時(shí),首先進行參數(shù)初始化,主要參(cān)數有: 手機(jī)卡號碼、DNS 服務設置(zhì)、GPRS 服務密碼、APN 設置、IP 地址、TCP 端口(kǒu)號等,係統上電後(hòu),自(zì)動建立一個(gè) TCP 通訊,通信成功後,智能終端模(mó)塊和雲端(duān)的數(shù)據實現無線交互。
4 、結論
實踐表明,利用 STM32 單片機和 SIM800LGPRS通信模塊設計的現場智能監控終端,體積小、功耗低,可以與激光切割機床數控係統實時對(duì)接,通過該終(zhōng)端(duān),能夠將(jiāng)激光切割機床現場數據通(tōng)過無線網絡,傳送至雲端服務器,通過雲服務監控(kòng)客(kè)戶端,維修人員可以給用戶提供方便快捷的(de)技術支持,具有較好的現實意義和推廣價(jià)值。
如果您有機床行業、企業(yè)相關新聞稿件發表,或進行資訊(xùn)合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com


- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬(shǔ)切削(xuē)機床產量(liàng)數據
- 2024年11月 軸承出口(kǒu)情況
- 2024年(nián)11月 基本(běn)型乘用車(轎車(chē))產量數據
- 2024年11月(yuè) 新能源汽(qì)車產量數據(jù)
- 2024年11月 新(xīn)能源汽車銷量情況
- 2024年10月 新能源汽(qì)車產量(liàng)數據
- 2024年10月 軸(zhóu)承出口情況
- 2024年10月 分地區(qū)金屬切削機床產量數(shù)據
- 2024年10月 金屬切(qiē)削機床產(chǎn)量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年(nián)8月 基本型乘用車(轎車)產量數據