


集束電(diàn)極電火花(huā)加工模具(jù)型(xíng)腔的技術(shù)研究術
2017-12-5 來源: 佳木斯大學機械工程學院 作者(zhě):孫趙寧 李小海 高瑞林 邢(xíng)蕾(lěi)
摘要:在(zài)電火花型腔成型力n-r-中.采用分步法。先采用集束電極快速仿形成(chéng)型進行粗加工。再采用成型電極進行(háng)電火花成型精加工,避免了電火花型腔粗加工中(zhōng)複雜結構成型電極的製作。提高加工效率。基於花瓣式錐形(xíng)電(diàn)極夾頭,研(yán)發了新型快速(sù)夾(jiá)持集束電極裝置,進行集束電極電火花成型加(jiā)工工藝試驗。摸索了不同電火花加工參數對電火花加工(gōng)性能的影響,並實現了複雜型腔的(de)加工。
關鍵詞(cí):電(diàn)火花加工;成型電極;集束電(diàn)極;電極夾具;電規準
電火(huǒ)花加(jiā)工被廣泛應用於難加工材料以(yǐ)及複雜型腔的製作[1。4]。雖然電火花(huā)加工存在著很多優勢,但(dàn)複雜型腔成型電極的製作一(yī)直(zhí)以來都是人們想要努力攻破的難題。傳(chuán)統(tǒng)實體電極製作(zuò)工藝複雜,用於加工時,某個電極棱角處放電(diàn)不均勻可能導致整個實體電極的報廢。
本文基於上海交通大學(xué)趙萬生"‘6o提出的集束電極的加工理念,首先在不同加工參數下,使用集束電極進行工藝試驗研究,得出一組適用於集束電極加工的最優參數,然後(hòu)調(diào)用該組參數通過集束電極進行(háng)型腔的粗加工,再用相應的實體電(diàn)極進行精加工從而完成複雜型腔的加工。
1 、集(jí)束電極(jí)的加工機理分析
集束電(diàn)極主要運用化整為零的離散思想,它(tā)是一種製(zhì)作三維自由型麵電極的新(xīn)方法。這種方(fāng)法將一定數量(liàng)的細的棒狀或管狀電極單(dān)元捆成一束(shù),再通(tōng)過(guò)調整每根電極單元的長度使其擬合成近似實體電極的型麵∞J。集束電極的最大優點是免(miǎn)去了實體電極設計、製作的麻煩,同(tóng)時單元電極便於(yú)製作(zuò)又可(kě)以被重複(fù)使用,提高(gāo)了材料的利(lì)用率,降低了電火花(huā)型腔加工的成本,符合綠色加工的理念。集束電(diàn)極主要(yào)用於三維型腔加工時的初始粗(cū)加工,工作液從(cóng)管狀電極中心孔(kǒng)流出,改善型腔加工(gōng)工作液流場,有利於電蝕產物的排出。其製備原理圖如圖I所示。單元電極的尺寸和內外徑(jìng)比(bǐ)大小的選擇要適中,單元電極尺寸選(xuǎn)擇過大,則不能(néng)很好地擬合出複雜(zá)的三維型腔麵,同時也(yě)會延長二次精加工的時間。電極尺寸選擇過小,則不易於裝夾。單元(yuán)電極的內徑如果選擇過大,則容易在工件表麵留下毛(máo)刺料芯,阻礙工作(zuò)液的流通與電蝕產物的排除(chú),從而造成短路,影響加工效率和加工精度(dù)。另外,單元電極的內外徑尺寸能夠直接影響加工間隙內(nèi)的工作液流場,使工(gōng)具電(diàn)極的相對損耗有所不同。本實驗中選用的單元電極尺寸為外徑(jìng)1.2 mm內徑0.5 mm。
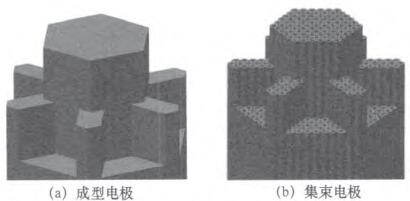
圖1 成型電極與(yǔ)集束(shù)電極示意圖
2 、集束電(diàn)極的夾持裝置的(de)設計與使用
2.1 集束電極的夾持裝置設計
針對集束電極的加工原理提出了(le)集束電極的(de)夾(jiá)持裝置。該(gāi)裝置同時兼顧實現了加工過程中(zhōng)可靠的強迫內衝液。圖2所示(shì)為集束電極夾持裝置。該裝置由電極套筒、電極夾頭、收(shōu)緊螺母和工作液流道組成。電極夾具的接口與機(jī)床的夾具接口相連,電極(jí)夾具的衝油口與機床配置的衝油管相連,在(zài)加工過程中,通過控製機床衝油管的閥門來控製衝液流量的大小。
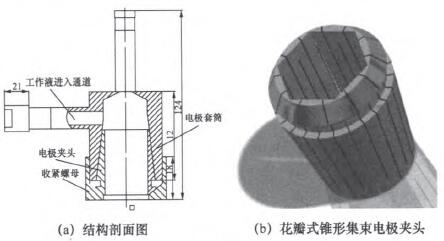
圖2集柬電極夾持裝置
電極套筒是連接電極夾頭及收緊螺母的零件。電極(jí)套筒與衝油管(guǎn)管(guǎn)道相連形成衝液加工用的型腔,上端的夾具接口與電極(jí)套筒形成螺紋連接,整體形成密封腔(qiāng)。電極夾頭是用於完成對單元電極組合體可靠集束的零件。夾頭(tóu)的夾緊端外側(cè)麵具有(yǒu)錐麵幾何特征,沿其兩端周向開有均勻分布的軸向收緊槽,呈花瓣式結構。其內側麵輪廓為(wéi)所選單元電極(jí)的組合體的穩定集束幾何輪廓。在受到電極套筒及收緊螺母提供的收緊力時,可以實現徑(jìng)向均勻收縮,從而完成對內側(cè)單元電極組合體的可靠夾緊。
收緊螺母為電(diàn)極夾頭提供可靠的收緊力,螺母內螺紋與電極套筒外螺紋連接,通過旋進收緊螺母,收縮電極夾頭,實現對集束(shù)電(diàn)極的快速可靠夾緊。
2.2集束電極夾持裝置的使用(yòng)
圖3所(suǒ)示為集(jí)束電極(jí)橫截麵、夾持裝置與(yǔ)機床主軸的連接(jiē)以及工作液(yè)供液係統連接的實施例,根據機床供(gòng)液方(fāng)式設計電極夾具接(jiē)口為側麵進液。
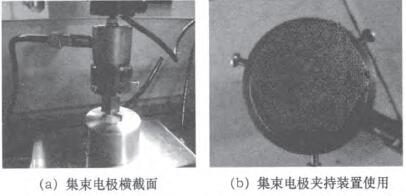
圖3集柬電板夾持裝置使(shǐ)用示倒
3 、集束電極電(diàn)火(huǒ)花加工試驗
3.1 電火花(huā)加工試驗裝置
本課題的所有試(shì)驗都是在北京凝華科技有限公司研發的NI-1250三(sān)軸聯動電火花成型機床進行。集束電極底部端麵外輪廓為正六邊形。工具和工件材料分別為紫銅和454鋼。工作液為電火花加工(gōng)專用煤油。
3.2電火花加(jiā)工工藝試驗
本(běn)實(shí)驗研(yán)究的電火花加工電參數主要是指:脈衝放電時間(ON)、放電休止時(shí)間(OFF)、峰(fēng)值(zhí)電流(IP)、加工極性(PL)。在實驗加工中,通過對比研究,選用了3組電規準進行了一定時間的加工(gōng)放電(表1)。
表1 加工參數表
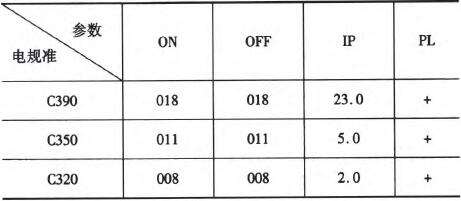
在表(biǎo)1中ON、OFF的單位為¨s,PL+表示工具電極為正極,工件為(wéi)負極(即負極性加工)。在電火花加工(gōng)過程中,ON、OFF、IP三者對加(jiā)工速度、工具(jù)電極的相(xiàng)對損耗以及表麵粗糙粗均有影響(xiǎng)。
采用(yòng)C390組的電規準進行加(jiā)工時,加工的峰值電(diàn)流IP較大,大約為69 A,ON、OFF的值也比較大,因此單個脈衝的放電(diàn)能量高,一次放電過程中蝕除的電蝕產物(wù)比較多,在(zài)加工過程中工作液迅速變黑,放電時產(chǎn)生大(dà)量的氣(qì)泡並伴隨著濃烈的(de)黑煙。為(wéi)了(le)保證放電的順利進行,采用了較大的衝液流量,工具電極的損耗(hào)也同時增大。在使用該(gāi)組(zǔ)電規(guī)準進(jìn)行加工時(shí),由於蝕除速度過快,電蝕產物進(jìn)入油箱後來不及被充分過濾,工作液中電蝕產物濃度過高,工(gōng)作液(yè)的(de)絕緣性不(bú)好(hǎo),容(róng)易產生短路現象,同時長時間的使用過大(dà)電參數進行加(jiā)工對機床內(nèi)部的電(diàn)源也(yě)有一定(dìng)的損害,因此不建議使(shǐ)用。
當采用C350組電規準進行加工時,放電(diàn)過(guò)程中能觀察到較微弱的(de)火花放電,加工過程中,工作液(yè)比(bǐ)較清澈,加工性能比較(jiào)穩定(dìng),很少出現短路現象,加工後的工件表麵粗糙度值較小。加丁後的表麵如圖4所示。

圖4 c350組電規準加工後的表麵
當采用C320組電規準進行加工時,電火花微弱,幾乎不可見,加工過(guò)程中無明顯現象。原因是加工電流為6 A,ON、OFF的數值也非常小,加工效率非常低,速度大概在02mm/h,加工後的表麵精度(dù)與C350相差不大。通(tōng)過選用上述多組規準進行工藝試驗,得到了集束電極(jí)電火花加工時的(de)加工(gōng)速度(u。)和電(diàn)極消耗比(p)隨峰值電流(,,)變化(huà)關係如表2。已知電極相對消耗比(bǐ)計算公式如下:

表2 在不同電規準下對(duì)加工速度(‰)和(hé)電極消耗(hào)比0影響
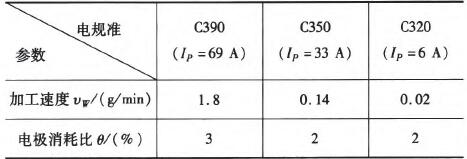
由(yóu)表(biǎo)2可知,在J『,增大的情況下,加工速度也隨之增大(dà),且(qiě)增加顯著,電極消耗重量比也隨之增大,但相(xiàng)應的表麵粗糙度值也會隨之增大。綜合上述實驗參數,選定C350為集束電極型腔(qiāng)粗加工的使用參數。
3.3電火花型腔的加工
複雜型腔電火花加工分兩步進行:首先用集束電極(jí)模擬出近似於實體電極形狀的曲(qǔ)麵如圖5所示,再使用C350組電規(guī)準進行大部分材料去除的粗加(jiā)工;第二步用表麵經過打磨處理後的實體成型電極如圖6所(suǒ)示對型腔進行(háng)精加工,實體電極配合電火花機床搖動功能,去除集束電極產生的管形加工痕跡,圖7為實體成型電極(jí)加工(gōng)後的型腔。
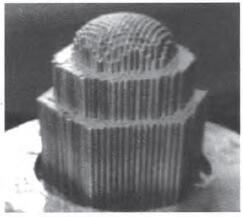
圖5 仿形集束電(diàn)極

圖6 成型實體電極
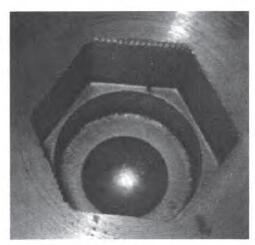
圖7 精加工後的型腔(qiāng)
4 、結語
集(jí)束電極是將實體電極的離散(sàn)化,它免去了製作實體成型電極用於粗中加工的步驟,降低了加工成本,提高了加工效率。通過工藝試驗得出了用紫銅集束電極加工45。鋼的最優參數,並用該組參數成功地(dì)進行了型腔粗加工,之後又(yòu)通過實體電(diàn)極進行了精(jīng)加(jiā)工,得(dé)到了粗糙度值小的型腔表麵。
投稿箱:
如果您有機床行業、企業相關新(xīn)聞稿件發表,或進行資訊合作,歡迎聯(lián)係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新(xīn)聞稿件發表,或進行資訊合作,歡迎聯(lián)係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多

行業(yè)數據
| 更(gèng)多
- 2024年11月(yuè) 金(jīn)屬切削機(jī)床產量數據
- 2024年(nián)11月 分地區金屬切削機床產量數據
- 2024年11月(yuè) 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能(néng)源汽車銷量情況
- 2024年10月 新(xīn)能源汽車產量數據(jù)
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床(chuáng)產量數據
- 2024年(nián)10月 金屬(shǔ)切(qiē)削(xuē)機(jī)床產量數據
- 2024年9月(yuè) 新能源汽車銷量情(qíng)況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(chē)(轎車)產量(liàng)數據
博文選萃
| 更多
- 機(jī)械加工過程圖示
- 判斷一台加工中(zhōng)心精度的(de)幾種辦法
- 中(zhōng)走絲線切割機床(chuáng)的發展趨(qū)勢
- 國產數控(kòng)係統和數控機床何去何從?
- 中國的(de)技術工(gōng)人都去哪裏了?
- 機械老板做了十多年(nián),為何還是小作坊?
- 機(jī)械行業最新自殺性營銷,害人害己!不倒閉才
- 製造業大(dà)逃亡
- 智能時代,少談(tán)點智造,多談點製造
- 現實麵前,國人沉默。製造業的騰飛,要從(cóng)機床
- 一文(wén)搞懂數控(kòng)車床加工刀具補償(cháng)功能
- 車床鑽孔攻螺紋加工方法及工裝設計
- 傳統鑽削與螺旋(xuán)銑孔加工工藝的區別