


集成化電火花加工模具電極的驅動模塊設計
2017-2-23 來源:浙江海洋學院船舶與海洋工(gōng)程(chéng)學院 作者:魏展穎 趙曉棟 林祖傑
引言
電火花放電(diàn)加工(EDM)是分別把工件(jiàn)和(hé)工具製作成2個電(diàn)極(jí),利用兩極間脈衝火花放電產生的熱能,熔化、蒸發和(hé)拋出工件電極材料,達到加(jiā)工(gōng)工(gōng)件的目的㈣。自從(cóng)20世(shì)紀40年(nián)代初該技術問世以來,已廣泛應用於生產和(hé)科學實驗中。在電火花加工中,因受到外部環境(jìng)的極強約束,難以用精確的數學工具(jù)建模和研究放電間隙(xì),需考慮(lǜ)自動跟蹤、多軸協調等(děng)問題。就控(kòng)製係統而言,EDM係統是一個具(jù)有複雜對象、複雜任務、複雜環境的3c係統。脈衝電源的控製極為重要,脈寬、電流強度等因素對加工過程(chéng)都存在一定(dìng)的影響[4-121。課題組旨在開發一種(zhǒng)可控(kòng)離散化電火花加工模(mó)具(jù),而本文將重點對本模具的控(kòng)製模塊進行研究。
1可控離散化電火花加工(gōng)模具
模具采用電火花加工(gōng)時,電極的製造需要最先考慮。選擇正確的電極材料和電極的製備方法對於電火花加工的質量、生(shēng)產率和加工成本(běn)至(zhì)關重要。近年來不少國內外學者(zhě)對(duì)工具電極製備開(kāi)展(zhǎn)了(le)一係列研究。譬如石(shí)墨電(diàn)極(jí),剛性好、不變形、容易成形,利用它的高速銑削和研磨,用於加工深的(de)型腔和(hé)複雜形狀;用電鑄法製備電極,能精確複製芯模表麵微細的形貌,且可(kě)以同時製備幾個電極相繼加工工件上較深的型腔,但電極形狀複(fù)雜,深寬比大,電鑄(zhù)時電場畸變嚴重,也給電(diàn)鑄(zhù)工藝(yì)的實(shí)施帶來很大難度;微細電極(jí),普遍用反拷塊電火花加工和線電極電火花磨(mó)削(WEDG)這兩種實用的方法(fǎ)進行製備,可以實現(xiàn)簡單形狀微細工具電極的在線製作,但不適用於複雜的異(yì)形電極。
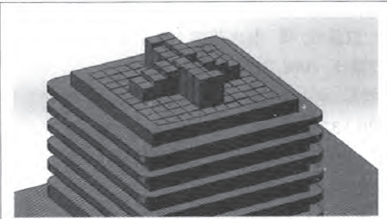
圖1 可控離散化電火花加工模具示意圖
課題組旨在開發一種可控離散化電火花加工模具(jù)(如圖l所示),電極可按要求組合成(chéng)所需(xū)模型。集成化模具電極包括模具外殼(ké)、x細針束、針束定(dìng)位模塊和驅動模塊,x細針束設(shè)置(zhì)在(zài)模具外殼中,固定模塊設置於x細針束上,驅動模塊設置於固定模塊上。這樣的模具電極可以利用細針束構成各種需要的加工形狀,因此隻需要一個模具便可滿足一定(dìng)加工尺(chǐ)寸範圍內的形狀加工需求。同時由於(yú)模具電極(jí)的驅(qū)動模塊與計算機進行連接,加工時可以通過控製參數實時改變模具形狀,不需要對模具(jù)進行(háng)更換(huàn);加工中若尺寸或形狀不符合要(yào)求可以對模具進行修改,不需要重新製(zhì)作模具。
本文接下來將重點對該模具的控(kòng)製模塊進行探討(tǎo)和設計。
2控(kòng)製模塊硬件設計
控製(zhì)模(mó)塊(kuài)作為模具工作針驅動,是模具的核心部分,起到接受上位機控製數據、發出(chū)控製信號的作用。本研究采用電磁驅動、同步帶(dài)帶動、光柵尺閉環(huán)定位的設計,如(rú)圖2所示。
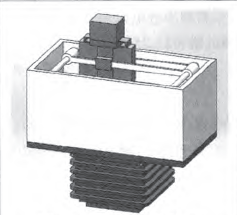
圖2 控製模(mó)塊整體圖
2.1驅動針結構設計
驅動機構由主體、驅動(dòng)針、使動電磁、定位電磁(cí)組構成,為確保驅動針輸(shū)出長(zhǎng)度精確,驅動(dòng)針動作由電磁組帶動,如圖3所示,使(shǐ)動電磁控製驅動針的伸縮,9x寸定位電磁組控製驅動針(zhēn)的輸出長度,一一對應於(yú)工作針的9檔長度,每檔長度為0.5,驅(qū)動芯片對輸入數據進行轉碼,轉碼中共9位,每一(yī)位表示每檔電磁(cí)組所(suǒ)對應的位(wèi)置,若為(wéi)壩4表(biǎo)示電磁組動作,反之不(bú)動作。對於每次控製動作,一般(bān)每次都出一對定位電磁組(zǔ),使(shǐ)動電磁帶動驅動針滑落,在該長度上定(dìng)位。例如上位(wèi)機給(gěi)驅動模塊一(yī)組數(shù)據(G1X20 Y10 E2.5),即控製(20,10)位置的工作針輸出2.5長,E2.5經轉碼輸出(000010000),控製定位電磁組中的第(dì)5對電磁動作,限製驅(qū)動針輸出2.5單位。
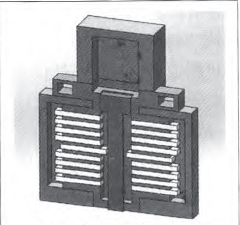
圖3 驅動機構剖視圖
2.2精確定位設計
定位機(jī)構的工作可靠性直接決定模塊形狀輸出質(zhì)量,故對其精度有嚴格的要求,x、y定位(wèi)機構由x滑軸、x軸光柵(shān)尺、y滑軸、y軸光柵尺、同步帶、驅動電機構成。驅動針機構可在同步帶的帶動下沿滑軸移動,光柵尺測定驅動針的當前(qián)位置,在兩滑軸的極限位置各布(bù)置(zhì)有限位開關,防(fáng)止驅動針超出工作範圍而發生碰撞,使得設備受損。工作(zuò)時,電機接收控製信號女I(G1 X20 Y10 E2.5),控製(zhì)x軸與y軸分別移動20個單位與10個單位,同時控製(zhì)器接收光柵尺的反饋(kuì)信號進行實時運算,以達到閉(bì)環控製的目的,保證定位的精度。控製模塊俯視圖如圖(tú)4所示。

圖4 控製模塊俯視圖
2.3同步帶走帶方式(shì)
同步帶(dài)的走帶方式與電機的控製算法(fǎ)有直接(jiē)聯係,如(rú)圖5所示,本設計采用H型走帶方式(設電機順(shùn)時針旋轉為正),由(yóu)圖5可知:2X1=-M1+M2,2Y=-M1 M1=-X-Y,M2=X-Y 即(jí)兩電機反向轉動時,驅(qū)動針進行x軸移動,兩電機進行同(tóng)向(xiàng)轉動時,驅(qū)動針進行l,軸移動,由此,驅(qū)動針即可在G指令(lìng)的控製下進行插補運動。
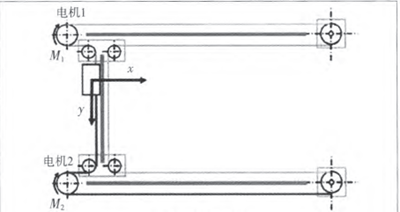
圖5 H型走帶
同步帶的張緊力是否合適對(duì)移動的精度和傳動的可靠性有比較(jiào)大的影響,在H型(xíng)走帶方式下對同步帶張緊力的(de)調節將變得非常方便,由圖5可知,同步帶首尾相連處(chù)不可能走出y軸範圍,故僅需在驅動針機構處(chù)設置機械調節(jiē)裝置即可調節張緊力。
3控製軟件設(shè)計
針對驅動針移動時會因環境問題產(chǎn)生誤差,設置智能排差控製器算(suàn)法,控製流程圖如圖(tú)6所示,x為驅動針的x軸坐標,y為驅動針的y軸坐標,E為驅動針的輸出長度,X光,T光為光柵尺測量驅動針當前(qián)的X、y坐標。
MCU控(kòng)製策略:當輸(shū)入驅動針需要到達的位置為(X,y),將光柵尺所測定的當前值與所要求的值進行比較,若不相等,則進型運(yùn)算,M1=(X+y)和M2=X—y,使得電機轉動,采(cǎi)用H型走帶的同(tóng)步帶,讓(ràng)驅動針在X、y平麵上運動,達到閉環控製的目的,定位更加精確。直到驅動針準確達到所要求的位置,則輸入E,即對對驅(qū)動針的長度進行設置,隨後進行轉碼,並輸出轉碼值以便計算機識(shí)別,然後控(kòng)製使動電(diàn)磁、定位電磁組動作,帶動驅動針。可連(lián)續接收(shōu)信號,對x、y進行設置,當所要(yào)求的工作細束針達到所期望的位置後(hòu),可(kě)結束信號(hào)。
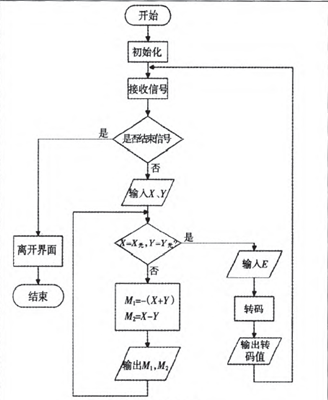
圖6 控製流程圖
4結語
該(gāi)模具可以根據不同用途分100 mmxl00 mm和200mmx200 mm兩個(gè)檔次。通過H型走帶方法,控製使動電磁和定位電磁組對驅動針進行定位,從而帶動控製針(zhēn),使得細針束構成各種需要的加工形狀,因(yīn)此隻需要一個模具便可滿足一定加工尺寸範圍內的(de)形狀加工需(xū)求,以提高電火花加工效率,縮(suō)短模具電極(jí)的製備周期,節約(yuē)製備(bèi)成本。需要注意的是,在控製工作(zuò)針之間的距離上無法做到很貼近,如若兩針之間的距(jù)離過近,則會導致工作針伸縮時摩擦,從而使工作針的使用壽命減少(shǎo)。因而需要(yào)選擇正確的控(kòng)製技術保證數據、坐標的準確,電極的(de)製備也是(shì)需(xū)要謹慎考慮,更要注意在(zài)加工過(guò)程中的細節,防止短路等安全問題。
投稿箱:
如果您有機床(chuáng)行業、企業相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯係本(běn)網編輯部(bù), 郵箱:skjcsc@vip.sina.com
如果您有機床(chuáng)行業、企業相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯係本(běn)網編輯部(bù), 郵箱:skjcsc@vip.sina.com
更多相(xiàng)關信息
金馬")
業界視點
| 更多

行業數據
| 更多
- 2024年(nián)11月 金屬切(qiē)削機床產量數據
- 2024年11月 分(fèn)地區(qū)金屬切削(xuē)機床產量(liàng)數據
- 2024年11月 軸承出口情(qíng)況
- 2024年11月 基本型乘用車(轎(jiào)車)產量數(shù)據
- 2024年11月 新能源汽車產量數據
- 2024年(nián)11月 新能源汽車銷量情況
- 2024年(nián)10月 新能(néng)源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬(shǔ)切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年(nián)8月 新能源汽車產量數(shù)據
- 2028年(nián)8月 基本型乘用車(轎車)產量數據
博文選萃
| 更(gèng)多