


麵向半軸(zhóu)套管螺紋損傷的電火花沉積再製造技術研究
2017-2-23 來源:國營蕪湖機械 作者:沈曄超 劉天琪
摘要:為了研究電火花沉積工藝是否(fǒu)適合半軸套管螺紋損傷的再製造。選(xuǎn)用鎳基電極棒對螺紋受損區域進行電火花(huā)沉積,並采用銼修、板牙套扣等方法實施螺紋修正。利用滲(shèn)透、磁(cí)粉和磁記憶方法檢(jiǎn)測螺紋再(zài)製造修複區,同時進行螺紋配(pèi)合實驗。結果表明:電火花沉積工藝效率高,再製造螺紋與(yǔ)基體結合可(kě)靠。沉積區域沒有出現氣孔、裂(liè)紋夾雜等缺陷和新的應力集中(zhōng)區,能夠滿足半軸套管螺紋損傷的再製造要求。
關鍵詞:再製造;半軸套管;電火花(huā)沉積;無損檢測;應力分布
汽車驅動橋殼是基礎(chǔ)件,半軸套管螺紋損傷在橋殼(ké)失效形式(shì)中占有不(bú)小(xiǎo)的比重。半(bàn)軸套(tào)管拆卸換(huàn)新¨1的工藝方法雖然(rán)能夠有效地實現套管螺(luó)紋損傷修複,但適用範(fàn)圍小、修複效率低,不能滿足衝(chōng)焊式橋殼的(de)再製造需求;損傷區域堆焊後車削新螺紋的工藝方法舊1再加工時對刀十分麻煩∞。4 J,堆焊過程還會造成過大的熱影(yǐng)響,從而導致修複後的螺紋塑性、韌性較差。電火花沉積是利用放電作用,形成表麵修複層的(de)新型(xíng)工藝方法。近年來,國內外專家(jiā)學(xué)者對不(bú)同條件下的電火花沉積層進行了不少研究。文獻[6—8]分別利(lì)用xRD衍射(shè)儀、SEM(掃描電鏡)、輝光光(guāng)譜儀、球盤式摩擦磨損試驗機(jī)研究(jiū)了不(bú)同合金沉積層的摩擦磨損性能和組織結構形貌;文獻[9一11]分析了能量密度、沉積溫度、電極壓力等工藝參數(shù)和電火花沉積層(céng)質(zhì)量(liàng)、厚度之間的聯係;文獻(xiàn)[12—13]證實(shí)了電火花沉(chén)積適用於熱敏感和非晶態材料。但目前針對橋殼半(bàn)軸套管螺紋再製造的電火(huǒ)花沉積研究還很少(shǎo)。根據(jù)汽車驅動橋殼(ké)半軸套管的典型失(shī)效形式,以軸頭(tóu)螺(luó)紋損傷的半(bàn)軸套管為對象,采用(yòng)電火花沉積技術製備電火花沉積層,結合(hé)什錦銼修型和板牙套扣進行螺紋再製造實驗。分(fèn)別使用滲(shèn)透、磁粉、磁記憶方法對再製造螺紋進行無(wú)損(sǔn)檢測,並經(jīng)過螺紋、螺母配合試驗(yàn),證明了電火花沉(chén)積修(xiū)複方法的可靠性,為汽車驅動橋殼半軸套管螺紋的再(zài)製(zhì)造提供了(le)一種新方法。
1.半軸套管螺紋損傷概況
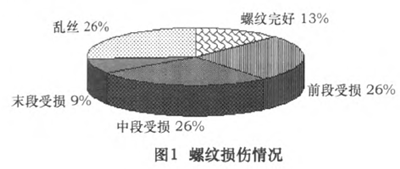
軸頭螺母裝配過程中的(de)人為誤操作因素、外購軸頭螺母中的殘餘雜質、車輛超(chāo)載、路麵不平整等帶來的衝擊載(zǎi)荷(hé)等都有可能導致橋殼半軸套管螺(luó)紋損(sǔn)傷。某企業出廠返回橋殼故障件統計分析情況如圖l所(suǒ)示。
統(tǒng)計發現,87%的故障套管螺紋都存在不同形式的損傷,但亂絲損壞無法修複的隻占總數的26%,還有約60%的半軸套管螺紋具備(bèi)實(shí)施再製造的可能性(xìng)。根據統計分析結果(guǒ),半軸套管螺紋主要有牙尖擄平、中徑擄平、局部爛牙(yá)、倒牙4種常見的損傷(shāng)形式。
2.電火花(huā)沉積螺紋再製造(zào)實驗
2.1實驗對象及前處理
實驗對象為某型號驅動橋殼半軸套管軸(zhóu)頭損傷螺紋,螺紋(wén)規格為M64×1.5—69。該段螺紋上存在3處缺(quē)陷(xiàn),分別位於第13牙附近(螺紋根部位置)、第7牙附近(螺紋中間位置)和(hé)前2牙(螺紋初始位置)。
使用洗滌汽油、丙酮依次清洗受損螺紋,並用銅絲刷等工具打磨(mó)清除殘留在螺紋中的汙物。螺紋上產生鏽蝕的部分還(hái)應該采用細砂紙打磨幹(gàn)淨,待沉積部(bù)位臨近區域需要利用膠布進行保護和遮蔽。
2.2設備及工藝參數(shù)
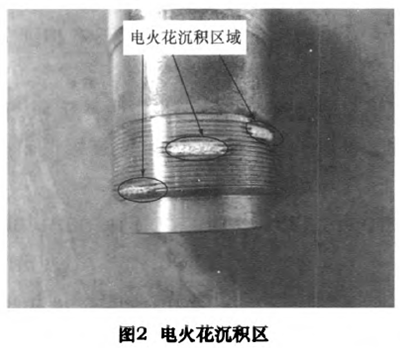
使用旋轉式電極的新型3H—Es係列設備¨4。。采用鎳(niè)基電(diàn)極棒,設備主要工藝參數如下:工作電壓22 V,功率l 500 W,頻率300 Hz,電極棒轉速1 600 r/min,保護性氣體氬氣流量10一15 I/min。對螺紋受損區域進行(háng)電火花沉積,直至沉積層略高於受損螺紋牙(yá)尖高度,如(rú)圖2所示。
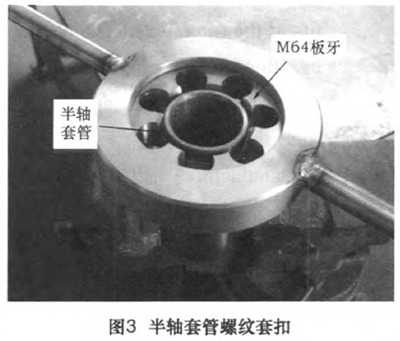
利用台虎鉗夾持半軸套(tào)管,什錦(jǐn)銼銼修螺紋至初步成型後,再采用M64×1.5的板牙套扣修正,如圖3所示。
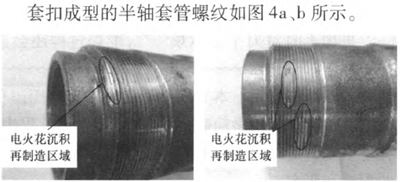
圖(tú)4再創造套管(guǎn)螺紋
3.實驗結果及分析
3.1滲透檢測
利用滲透(tòu)檢測(cè)確(què)定再製造螺紋表麵的連續性。采用UR—T美可達清洗液(yè)對電火(huǒ)花沉積區域螺紋(wén)進行預清洗(xǐ),清除表麵殘留的金屬氧化皮(pí);然後對電火花沉積區域施加UP—T美(měi)可達浸(jìn)透液,直至受檢麵被完全覆蓋;10 min後,使用除去液,清洗多餘滲透劑;最後,將uD—T美(měi)可達顯像(xiàng)液覆蓋被檢螺紋區域。在無(wú)反射光源(yuán)且白光照度大於10001)【的環境下,用肉眼或3—5倍放大鏡觀測螺紋表麵,檢測結果如圖5所示。
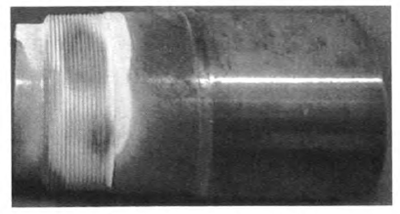
圖5半軸套管螺紋滲透檢測
經滲透檢測,顯像劑均勻分布,半軸套管(guǎn)螺紋的再(zài)製造區域未發(fā)現長圓條形、橢圓形、圓形亮點(diǎn)或曲折波浪狀、鋸齒狀的細線條等缺陷顯示。半軸套管螺紋再製造區域的表麵連續(xù)性良好。
3.2磁粉檢測
由於不受螺(luó)紋複雜的外形影響,靈敏度高,熒光磁粉檢測對螺紋近表麵和表麵(miàn)的(de)缺陷都具有極高的檢出率[15|。M64×1.5螺紋的(de)公(gōng)稱直徑、中徑和(hé)小徑分別為64 mm、63.026 mm、62.376 mm。螺紋完全磨損狀態下的最大淨修(xiū)複尺寸為1.624 mm。而(ér)近表(biǎo)麵2 mm以內的缺陷(xiàn)在熒光磁粉檢測方法下的顯像都(dōu)十分靈敏(mǐn),因此整個電火花沉積區都處於(yú)熒光磁粉檢測的靈(líng)敏區(qū)域範圍內。
將螺紋再製(zhì)造(zào)區(qū)域表麵進行預處理,清(qīng)除表麵汙物和金屬氧化皮,直至表麵呈現出金屬(shǔ)光澤。將熒光磁粉施加在螺紋再製造區域表麵,采用連續法對半軸套管進行磁化。周向磁化電流,=10d(工(gōng)件直徑)10×64=640 A,由經驗(yàn)公式(shì)∥d=128/64:2,2<∥d≤5(∥d為半軸套管長徑比),得出縱向磁化線圈H=28 kA/m(中心磁場強度)。可檢(jiǎn)磁痕在黑光燈下目視檢查,如(rú)圖6所示(shì)。
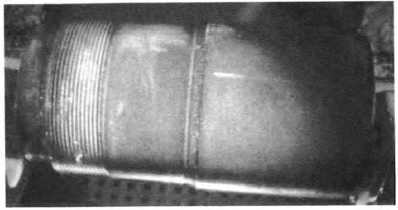
圖6半軸套管螺紋磁粉檢測
經磁(cí)粉(fěn)檢測,螺紋再製造區域未呈現出密集或(huò)單個點狀、方向不定(dìng)的鋸齒狀或曲線狀、連續線狀等磁痕顯示,磁粉積聚現象並未出現在再製造螺紋區域。由此證明,半軸套管和電極棒在(zài)電火花沉積過程(chéng)中結合效果良好。
3.3再製造螺紋的應力(lì)分布(bù)分析
螺紋拆裝過程中的操作性能和連(lián)接的密封(fēng)性、強度直接取決於(yú)螺紋的(de)應力分布狀態。使(shǐ)用金屬磁記憶方法分析(xī)半軸套(tào)管螺紋再製造後的應力分布情況。為了保證金屬磁記憶檢測過程中儀器探頭和位於圓柱麵上的半軸套管螺紋形成勻(yún)速(sù)相對(duì)運動(dòng),將半軸套(tào)管裝夾在(zài)車床卡盤上,並確保該車床能(néng)夠進行無級(jí)調速。工件按南北走向放置,選用金屬磁記憶智能檢測儀(EMs2000+)對再製造(zào)螺紋區域(yù)實施環向掃描,探頭提離高度1 mm,移動速度(7—9)r/mino檢測(cè)線路的其(qí)中一條如圖7所示。
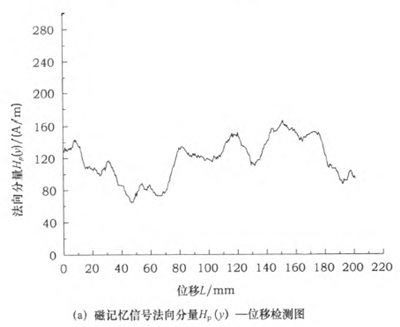
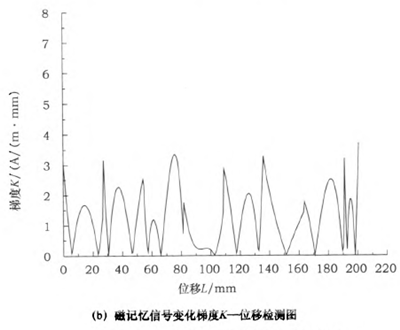
圖7再材造套管螺紋蠢記憶檢測結果
半軸套管再製造螺紋的應力分布可以根據磁記憶信(xìn)號的法向(xiàng)分量砟(y)及磁記憶信號變(biàn)化梯度K來判斷(duàn)。由圖7所(suǒ)示磁記憶(yì)檢測信號環向路徑的法向分量(liàng)以(y)總體較為平穩(wěn),起伏(fú)不大,沒有發現過零點和大異變峰現象;磁記憶信號變(biàn)化梯度K的波(bō)動幅度不大,沒有超標(biāo)ⅢJ,其中最大值(K。。,)僅為3.4 A/(m·mm),再(zài)製造螺紋區域的應(yīng)力分布比較(jiào)平緩。磁(cí)記憶檢測結果顯示:螺紋再製造過程並沒有因為電火花沉積而引入新的應力(lì)集(jí)中區(qū)。
4.實例驗證
對檢測合格後(hòu)的螺(luó)紋進行配合試驗,驗(yàn)證軸頭螺母和半軸套管再製造螺紋的配合效(xiào)果。將與套管螺紋(wén)配(pèi)合的(de)軸頭螺母(M64),從套管螺紋(wén)初始端緩慢(màn)旋入,如圖8a、8b所(suǒ)示。
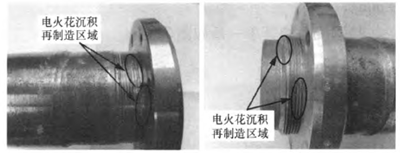
圖8再製造螺紋配合試驗試驗證明,再(zài)製造螺紋連接性能可靠,大螺母(mǔ)順利旋人套管螺紋根部,電火花沉積有效恢複了受損螺紋的配合效果。
5.結語
通過上述一係列(liè)實驗(yàn),研究了半軸套管損傷區(qū)域電火(huǒ)花沉積(jī)再製造螺紋的表麵、近表麵質量和應力分布(bù)情況,並(bìng)進行了再(zài)製造螺紋配(pèi)合實例驗證,得出如下(xià)結論:
(1)電火花沉積工藝效率高,具備很好(hǎo)的適應(yīng)性,能夠(gòu)有效實現半軸套管螺紋損傷的再製造。
(2)再製造螺紋質(zhì)量良好,與基(jī)體結合可靠,沒有裂(liè)紋、夾雜、氣孑L等沉(chén)積缺陷的存在。
(3)再製造螺紋區域的應力分布比較平緩,未(wèi)出現應力集(jí)中現象,電火花沉積過程未引入新的應力集(jí)中區。
(4)再製造螺紋能夠與軸頭大螺母進行(háng)配合,M64的大螺母順利旋入(rù)套(tào)管螺(luó)紋根部,達到了螺紋設計要求。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作(zuò),歡迎聯係本網編輯(jí)部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作(zuò),歡迎聯係本網編輯(jí)部, 郵箱:skjcsc@vip.sina.com
更多相關信息
金馬")
業界(jiè)視(shì)點(diǎn)
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機床(chuáng)產量數據
- 2024年11月 分地區金(jīn)屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年(nián)11月 基本型乘(chéng)用車(轎車)產量(liàng)數據
- 2024年11月 新能源(yuán)汽車產量數(shù)據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新(xīn)能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區(qū)金屬(shǔ)切削機床產量數(shù)據
- 2024年10月 金屬(shǔ)切削機床產量(liàng)數據
- 2024年9月 新能源(yuán)汽車銷量(liàng)情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據
博文選萃
| 更(gèng)多
- 機械加工(gōng)過(guò)程圖(tú)示
- 判斷一(yī)台加工中心精度的幾種辦法
- 中走絲線切割機床的發展趨勢
- 國產數控係統和數控機床何去何從?
- 中國的技術工人都去哪裏了?
- 機械老板做了十多(duō)年,為何(hé)還是小(xiǎo)作坊?
- 機械行業最新自(zì)殺性營銷,害人害(hài)己!不倒閉才
- 製造業大逃(táo)亡
- 智能時代,少談點智造,多談點製造
- 現實(shí)麵前(qián),國(guó)人沉默。製造業的騰飛,要從(cóng)機床
- 一文搞懂數控車床加工刀(dāo)具補償功能
- 車床鑽(zuàn)孔攻(gōng)螺紋加(jiā)工方法及工裝(zhuāng)設計
- 傳統鑽削與螺旋銑孔加工工藝(yì)的區別