


大柵距帶葉冠渦(wō)輪盤電火花(huā)加工電極優化設計(jì)
2016-11-15 來源:首都航天機(jī)械公司 作(zuò)者:張昆(kūn),張曉陽,馬海鵬(péng),白(bái)淳,沈岩,張玉廣
摘要:以大柵距帶葉冠渦輪盤電火花加(jiā)工(gōng)電極(jí)設計為例,分析(xī)了數控電火花(huā)加工的電極設(shè)計思路與方法,給出(chū)了新的電極設(shè)計方法,同時分析了簡化的加工軌跡搜索方法,實現了大柵距帶葉冠渦輪盤的快(kuài)速電極設計與加工軌跡(jì)搜索,大大縮短了電極工藝(yì)設計時(shí)間。
關鍵詞:大柵距;帶葉冠渦輪盤;電火花加工(gōng);電極
整(zhěng)體式帶葉冠渦輪盤是當今國際上航空航天發動機的發展趨勢,其加工(gōng)技術是(shì)航空航天發動機的核心關鍵製(zhì)造技術之一。我國新一代運載火箭發動機渦輪泵的噴嘴葉柵環采(cǎi)用(yòng)了帶葉冠設計結構,由於結構所限,目前采用多軸聯動精密數(shù)控電火花加工技術進行葉(yè)片加(jiā)工[1]。田繼安采用X、Y、Z、V 四(sì)軸聯動技術於2003 年攻克了噴嘴葉柵環的電火花加工難題[2]。由於電極跨度大,其設計較複雜(zá),安裝定位(wèi)難度也大,同時由於生成的電極加工程序較複雜,也不便(biàn)於程序修改。
1. 電(diàn)極設計方案
電極設計一般分為減厚、減高兩種方法。電極減厚設計是通過減小葉片之間的中心角實現的(圖1)。電(diàn)極的初始運動空間就是(shì)葉片繞回轉(zhuǎn)中心旋轉某(mǒu)一角度所形成的空間。一(yī)般旋轉角度為搜索步長的整數倍即可,不宜過大,否則會導(dǎo)致最終形成的電(diàn)極厚度過薄,電極加工過程(chéng)中受熱易變形。由於此減厚設計方法通過旋轉(zhuǎn)就可(kě)到達所有初(chū)始運動空間位置,因此無論直紋葉片、彎扭(niǔ)葉片均推薦優先采用。
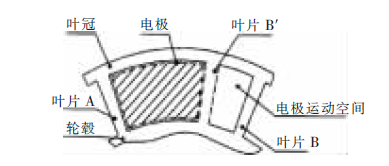
圖1 電極設計減厚(hòu)處理原理圖
電極(jí)減高設計是通過減小電極高度來得到電極的運動空間(jiān)。如圖2 所示,電極的初始(shǐ)運動空間就是葉冠向下移動一定的距離所形成的空間。由於減高設計的電極需向上(shàng)移動才能(néng)到達電極的所有初始運動空間位置,減高設計一般用於直紋葉片的電極設計[3]。另外,由圖2 可知,當將輪轂向上移動一定距(jù)離形成電極(jí)的(de)初始運動空間時,需同時進行電極的減厚設計才(cái)能到達(dá)電極的所有初(chū)始(shǐ)運動空間位置(zhì)。
由上麵的分析(xī)可(kě)知, 采用X、Y、Z、V 四軸聯動技術加工噴嘴葉柵環電極設計方案采用的是減厚加減高的設計方式(shì)。由於(yú)采用了兩種設(shè)計方法(fǎ)組合,使電極的工藝(yì)設(shè)計變得複雜,最後形(xíng)成的(de)電火花加工軌跡程序也複雜了許多。
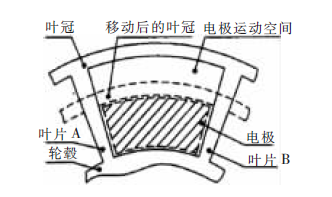
圖2 極設計減高處理(lǐ)原(yuán)理圖
2. 電極優化設計
從圖3 所示的噴嘴葉柵環模型圖中可看出,此噴嘴(zuǐ)葉柵環為進出口等徑結構,葉片跨距大且(qiě)細而狹(xiá)長[4],單(dān)獨采用減厚(hòu)法能實現最終的(de)電極設計。

圖3 噴嘴葉柵環三維模型圖
按照前麵論述的減厚(hòu)法重新設計了噴嘴葉柵環電極。從(cóng)圖(tú)4 可看出(chū),采用減厚法設計的右電極,其運(yùn)動軌跡(jì)搜(sōu)索(suǒ)隻需V-方向旋轉工件與電極X+方(fāng)向直線移動(dòng)即可完成,可以不需要減高設(shè)計。
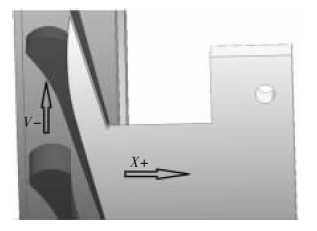
圖4 旋轉軸減厚設計電極運動示意圖
利用上海交通大學開發的渦輪盤CADCAM 軟件進行搜索,X 軸步長默認設置為0.1 mm,V 軸步長設置為0.1 度,搜(sōu)索成功後的單向代碼行數為40行。從圖5 可看出,搜索過程中(zhōng)旋轉軸、直線軸並不是等比關係。實際上,對於此類結構帶葉冠渦輪盤(pán),如果(guǒ)采用旋轉軸減厚設(shè)計,且每次直線軸搜(sōu)索步長(zhǎng)恒定,則旋轉軸每次對應於(yú)直線軸的搜索步長是逐漸(jiàn)增加的。由於葉片通道由裏向外(wài)逐漸(jiàn)增大,旋轉軸的搜索步長也是越來越大。

圖5 旋轉軸減厚設計電極CADCAM 軟(ruǎn)件搜(sōu)索軌跡結果
根據上麵的分析,由於電極加工(gōng)軌跡(jì)搜索時隻有X、V 兩個軸參與運動, 電極減厚設計除了沿V軸進行減厚外, 還可以沿X 軸進行減(jiǎn)厚設計(jì), 圖6為沿X 軸進行減(jiǎn)厚設計的電極(jí)模擬圖。
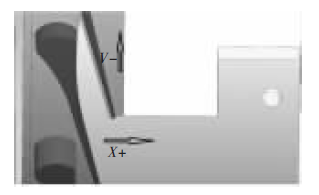
圖6 直(zhí)線軸減厚設計電極(jí)運動示(shì)意圖
利用上海交通大學(xué)開發的渦輪盤CAD/CAM 軟件進行搜索,X 軸步長默認設置為0.1 mm,V 軸步長設置為(wéi)0.1°, 搜索成功後的單(dān)向代碼行數為98行。通過對比圖5 和圖7 可發現,不同的設計方法,采用同樣的搜索步長設置(zhì),最終的(de)代碼行數並不相同,這是由於電極設計時(shí)減(jiǎn)厚尺寸不同導致的。

圖(tú)7 直線軸減厚設計電極CADCAM 軟件搜索軌(guǐ)跡結(jié)果
3. 電極(jí)再優(yōu)化設計
雖然通過前麵的方法(fǎ)利用CAD/CAM 軟件可得到電極設計結果,但是電極設計仍較繁瑣,可否(fǒu)不借用軟件進行電火花(huā)加工(gōng)軌跡快(kuài)速搜索(suǒ)呢?從圖8 可看出, 電極最終的搜索成功位置,Y+方(fāng)向最遠點A 至少要旋轉弦長為H 的夾角(此處定義為α),同時,X-方向最遠點B 至少要(yào)移動(dòng)距離W才能保證電極軌跡搜索完成。如圖8 所示,葉片側麵與Y 軸的夾角∠DEF 定義為β,DF 為旋轉軸最大搜索步長θ 所對應的弦長(zhǎng),DE 為電極減厚設計後電極X 方向(xiàng)的最大搜索步長λ, 則λ=DE=DF·tanβ。若旋轉軸V 的最少搜索步數為S1=α/θ,直線軸X 的(de)最少搜索步數為S2=W/λ, 最終搜(sōu)索成功的最少搜(sōu)索步數為max{S1,S2}。
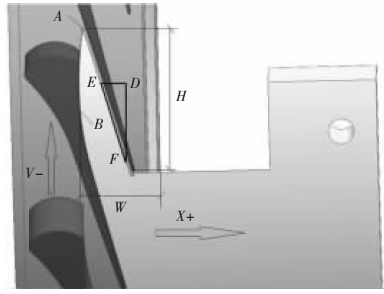
圖8 減厚設計電極軌跡搜索原理
根據(jù)上麵的分析,隻需在設(shè)計電極時確定直線軸、旋(xuán)轉軸的搜(sōu)索步(bù)長值DE=H001、DF=H002,則通過一(yī)條X、V 軸聯動循環語句即可(kě)完成葉片加工,格式如下:
G01 XH001 VH002
由(yóu)於單軸運動加工效率要大於多軸聯動加工效率(lǜ),可將(jiāng)上麵的程序分解為單軸運動,如:
G01 XH001
G01 VH002
由於電極放電加工中(zhōng)僅有X 軸運動,機床U 軸並不參(cān)與運動,因此電極可設計(jì)為成組電極結構[4],如(rú)圖9 所示,采用旋轉軸減厚法(fǎ)設計了整(zhěng)體式成組電極。當然,也可利用直線軸減厚(hòu)法進行電極設計,與前述方法相(xiàng)同,此處不(bú)再贅(zhuì)述。
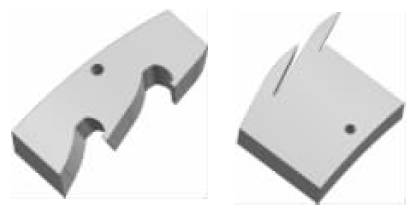
圖9 粗、精加工整體式成組電極(jí)
4.結論
通過對大柵距帶葉冠渦輪盤電火花加工(gōng)電極進行分析,在(zài)原有電(diàn)極的設計(jì)方法上,又提出了一(yī)種新的直線軸減厚設(shè)計方法和電極軌跡簡化搜索方法。經實際驗證,采用新方法設計的(de)電極,同時利用簡化(huà)方法編製的加工軌跡代(dài)碼進行產品加工,加工後的零件葉片尺寸完全滿足(zú)圖紙(zhǐ)設(shè)計要求。對於其他結(jié)構大柵距(jù)帶葉冠渦輪盤,本文所(suǒ)述方法具有通(tōng)用性, 能(néng)實現快速電極設計與(yǔ)加工軌跡搜(sōu)索,大大縮短了電極工藝設計時間。
投稿箱:
如果您有機床行業(yè)、企業相關新聞稿件發表,或進行資訊合作,歡(huān)迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業相關新聞稿件發表,或進行資訊合作,歡(huān)迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點(diǎn)
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年(nián)11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年(nián)11月 基本型乘用車(轎車)產量數據(jù)
- 2024年11月 新能源汽車產量數(shù)據(jù)
- 2024年11月(yuè) 新能源(yuán)汽車(chē)銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承(chéng)出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源(yuán)汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月(yuè) 基本型乘用車(轎車)產量(liàng)數據
博文選萃
| 更多(duō)
- 機械加工過(guò)程圖示
- 判斷(duàn)一台加工中心(xīn)精度的幾(jǐ)種辦法
- 中走絲線切割機床的發(fā)展趨勢
- 國產數控係統和數控機床何去(qù)何從?
- 中國(guó)的(de)技術工人都去哪裏了(le)?
- 機械(xiè)老(lǎo)板做了十多年,為何還是小作坊(fāng)?
- 機械行業最新自殺性營銷,害人害己!不倒閉才(cái)
- 製(zhì)造業大逃亡
- 智(zhì)能時代,少談點智造,多談點製造
- 現實麵前,國人沉默。製造業的騰飛,要從(cóng)機床
- 一文搞懂(dǒng)數控車床加工刀(dāo)具補償功能
- 車(chē)床鑽孔攻螺紋加工方法(fǎ)及工裝設計
- 傳統鑽削與螺旋銑孔加工工藝的區別