


T6216C 落地鏜床滑座變速箱的改進
2018-8-13 來源(yuán): 寧夏天地奔牛(niú)實業集團有限公司 作者:鄧立軍
摘 要:針對 T6216C 落地鏜(táng)床滑座變速(sù)箱瞬間啟動衝擊大、扭矩傳遞不平穩的問題,提出一種用奧利康製弧型錐齒(chǐ)輪代替直齒圓錐齒輪,改進滑座變速箱的方法。
關鍵詞:滑座變速(sù)箱;奧利康製弧型錐齒輪;改進
0 引言
弧型錐(zhuī)齒輪是用於(yú)機械傳動的關鍵零件,特別適用於相交軸之間的傳動,與(yǔ)直齒(chǐ)錐齒輪傳動相比,弧型錐齒輪傳動具有重合度大、承(chéng)載能(néng)力高、傳動效率高、傳動平穩(wěn)、對安裝誤差的(de)敏感性小以及噪聲小等優點,因此,利(lì)用弧型錐齒輪替代直齒圓(yuán)錐齒輪,對 T6216C 落(luò)地鏜床滑座變速箱(xiāng)進行(háng)改造,是技術發展的必然要求。
1 、改造原因(yīn)
T6216C 落地鏜床滑座變速箱,原結構為 11 k W 電機輸出軸端組裝(zhuāng)直齒錐齒輪,傳遞運動於箱(xiāng)體內的各軸(zhóu),通過切換齒輪齧合實現變速,輸出(chū)功率於滑座,進行各項運動。鏜削加工各類零部(bù)件(jiàn)時,由於所需加(jiā)工麵相互交錯,滑座變速箱(xiāng)頻繁(fán)啟動、瞬間傳遞扭矩大,造成電機直齒圓錐齒輪經常(cháng)性斷齒,設備的頻繁停機嚴重影(yǐng)響生產,同時更換齒輪修複變速箱可靠性差、等待周期長,不能從根本(běn)上解決設備故障。
2 、改造可行性分析
在電機輸出軸端組(zǔ)裝奧利康製弧型(xíng)錐齒輪,替代原直齒圓錐齒輪傳動,改變滑座變速箱瞬間起動衝擊大(dà)、扭矩傳遞不平穩的問(wèn)題。直齒圓錐齒輪通過平齒(chǐ)齧合傳動,齒麵接觸區(qū)域小、單齒受力大(dà)、啟(qǐ)動頻繁時瞬間衝擊力大(dà)容易造成斷齒。采用奧利康製弧型錐齒輪傳動,可以有效解決上述問(wèn)題。
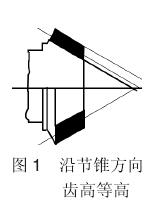
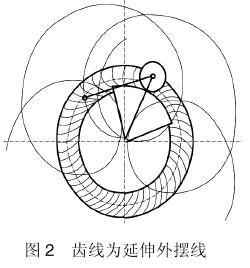
奧利康製弧型錐齒輪產形冠(guàn)輪上的齒線是圓弧,軸(zhóu)向力大,且隨(suí)轉(zhuǎn)向變化,傳動自適應性好,傳動質量高,傳動每齒是逐步進入齧合,輪(lún)齒也是(shì)逐步脫開,沒有輪齒(chǐ)瞬間完(wán)全脫開的現象,避免了(le)直齒圓錐齒輪傳動(dòng)時瞬間脫(tuō)齒(chǐ)的問(wèn)題,由於傳動平穩、克服了瞬間啟動衝擊大和打齒的問題。公司現有 2 台從瑞(ruì)士奧力(lì)康公司引進的奧利康製 SKM2 弧齒銑齒機床,奧利康製采用(yòng)等高齒(圖 1)加(jiā)工方法,冠輪齒線是延(yán)伸外擺線(圖 2),切齒加工大小齒輪都(dōu)用(yòng)雙麵法。
用奧利康的方法切齒,刀盤中(zhōng)心與(yǔ)齒的(de)曲(qǔ)率中心不重合,由於(yú)刀(dāo)齒(chǐ)在包絡齒廓時沿齒的對角(jiǎo)線(xiàn)方向交選,齧合時,主從動齒沿交叉的包絡發生線進入齧合。奧利康製按假想平麵齒輪原理加工,不存在刀號修正問題,刀片規格簡化,加(jiā)工調整(zhěng)計算方便,適合於(yú)設備改造中單件或小批量生產,由於傳動副在奧利(lì)康(kāng)機床上加(jiā)工(gōng),噪聲級別低,傳動質量高,加工齒輪的平均使用壽命高(gāo)。
3 、奧(ào)利康(kāng)製錐齒輪設計與加(jiā)工
3.1 幾何參數確定
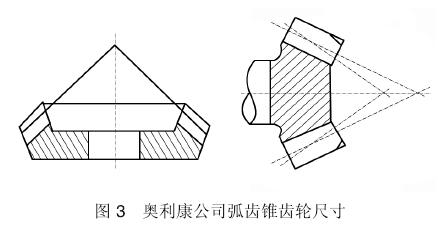
奧利康公司在機床附帶說明書中(zhōng),給出了該型號齒輪對應的設計計(jì)算公式,並附帶計算卡,根據原直齒錐齒輪的安裝尺寸(cùn),設計出示意圖(圖 3)中的(de)幾何尺寸,並在奧利康公司 SKM2 銑齒機上執(zhí)行工藝過程進行銑齒加工和參數校正。
3.2 加工原理
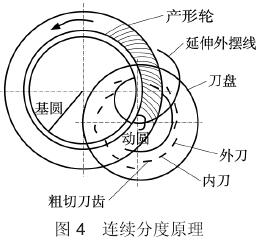
奧(ào)利康製弧型錐(zhuī)齒(chǐ)輪為(wéi)等(děng)高齒擺線準雙曲麵齒輪,齒長方向齒線為延伸外擺線,沿分(fèn)錐母線齒高相等。其加工原理采用(yòng)假想平麵齒輪原理,連續分度雙麵法加工(圖 4),刀盤每(měi)轉過一組齒,產形輪也(yě)跟隨轉過一(yī)個齒。刀刃繞刀盤軸線自轉(zhuǎn),又相(xiàng)對於產形輪軸線公轉,在(zài)平麵產形輪上形成延(yán)伸外擺線產形麵,被加工(gōng)齒輪的齒麵由產形輪的產形麵展成而成。
3.3 加工方法
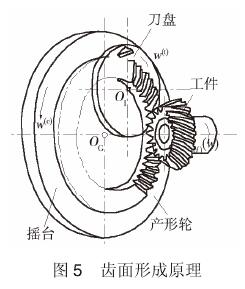
采用普通全(quán)展成(chéng)法,在奧利康 SKM2 銑齒(chǐ)機上,用 EN 刀(dāo)盤(或 TC 刀盤)加工,錐齒輪采用普通全展成法,加工小齒輪和大齒(chǐ)輪(lún),搖台都做展(zhǎn)成運動。切齒時,刀座快速(sù)移動到切入(rù)位(wèi)置,采用切入法先軸向進給切至(zhì)齒深,然後搖台擺動開始展成(chéng)(圖 5),切齒後去(qù)掉毛刺,清洗和檢驗,再將零件滲碳淬火和回火。工藝過(guò)程完成後進行清洗(xǐ)和校正,檢驗硬度,配對研磨。
4 、結(jié)語
利用奧(ào)利(lì)康製(zhì)弧型錐齒輪替代直齒圓錐齒輪(lún),采用等高(gāo)齒加工方法,增大了齒(chǐ)麵的接觸區域。通過引入奧利(lì)康製弧型錐齒輪,利用其重(chóng)合度大、承載能力高、傳動效率高、
傳動平穩、對安裝誤(wù)差的敏感性小以及噪聲小的(de)特點,經磨齒後可用於高速重(chóng)載,提升(shēng)了傳動性能,有(yǒu)效解決了(le)原直齒圓(yuán)錐齒輪單齒受力大、瞬間齒麵接(jiē)觸不均勻,造成打齒或斷齒的問題。
通(tōng)過對 T6216C 落(luò)地鏜床滑座變速箱(xiāng)關鍵零(líng)件的改造,改善了原相交(jiāo)軸的傳動平穩(wěn)性,從根本上解決了設(shè)備故障,延長了設備使用壽(shòu)命,提(tí)高了產品加工(gōng)質量。
5 、經濟效益
自 2008 年(nián)設計製(zhì)造 1 對奧利康製弧型錐齒(chǐ)輪用於滑座變速箱傳動以來,至今(jīn)未(wèi)出現過打齒或斷齒現象,保證了生(shēng)產經營工作的順利開展,解決了原(yuán)來每月至少要更換 1 對直齒圓錐齒輪的問題(tí),提高了設備技術狀態。按一對直齒圓錐齒輪外購價格5000 元人民幣計,每年可節省維修費用 6 萬餘元(yuán)人(rén)民幣 。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或(huò)進(jìn)行資訊合作,歡迎聯係本(běn)網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或(huò)進(jìn)行資訊合作,歡迎聯係本(běn)網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信(xìn)息

業界視點
| 更多

行業數據
| 更(gèng)多
- 2024年11月(yuè) 金屬(shǔ)切削機床產量數據
- 2024年11月 分(fèn)地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據(jù)
- 2024年11月 新能源汽車銷量(liàng)情況
- 2024年(nián)10月 新(xīn)能源(yuán)汽車產量(liàng)數據
- 2024年10月 軸(zhóu)承出口情況
- 2024年10月 分地區金(jīn)屬切削(xuē)機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽(qì)車產量數據
- 2028年8月 基本(běn)型乘用車(轎車)產量數據
博文選萃
| 更多