


淺(qiǎn)談發動機凸輪軸(zhóu)孔和曲軸子L的加工(gōng)工藝
2018-1-16 來源: 浙吉(jí)利羅佑發動(dòng)機(jī) 寧波(bō)吉利羅佑發(fā)動機 作者:史丁丁(dīng) 朱葛(gě)明 羊奎 王瑞平
摘要:為保(bǎo)證凸輪軸和曲軸高(gāo)速運轉(zhuǎn)並擁有良好的動(dòng)力輸出環境.發動機(jī)缸體的曲軸孔和(hé)缸蓋的(de)凸輪(lún)軸孔必須具有高(gāo)的精度。為提高發動機性能,對(duì)發動機曲軸孔和(hé)凸輪軸孔的機械加工工藝方法進行了研究,通過對(duì)加工工藝(yì)方法、設備精(jīng)度和工裝(zhuāng)夾具的可(kě)靠性進行改進.保證了兩軸孔孔隙的尺(chǐ)寸精度、形狀精度和位置精度,加工(gōng)質量和效率得到有效提升。
關鍵詞:曲軸孔 凸輪軸(zhóu)孔 工(gōng)藝方法(fǎ) 同軸度 鏜杆
隨著汽車工業的不斷發展,發動機作為汽車心髒,其(qí)性能要求也更加苛刻。凸輪軸作為進排氣機構的主要動力,曲軸作為整機動力(lì)輸出的主要(yào)機構,兩者對發動機的性能起到關鍵的作用。為保證凸輪軸和曲軸高速(sù)運轉並(bìng)具有良好的動力輸出環(huán)境,發動機缸體(tǐ)的曲軸孔和缸蓋(gài)的凸輪軸孑L必須具有高的精度。由於凸輪軸孔和曲(qǔ)軸孔的長度和(hé)間隔性的特點.其加工在發動機製造行業仍是(shì)一個比較棘手的難題(tí)。筆者旨在探討兩軸孑L孑L隙的精度要求(qiú)和在加工過程中的工藝方法、影響因素、失效模式以及質量控製方法等。
1 、凸(tū)輪軸孑L和曲軸孔的(de)技術要求
4G發動機的缸蓋材料為鑄鋁.缸體材料為鑄鋁和鑄鐵混合材質,參數見表(biǎo)1。由於發動機最高轉(zhuǎn)速可達6 ooo r/min以(yǐ)上。兩軸的高速運(yùn)轉對兩軸孔孔隙技術條件有(yǒu)很高要求,詳細技(jì)術參數見表2和(hé)表3。
表l 材料參數

表2 凸輪軸孔主要技術參數
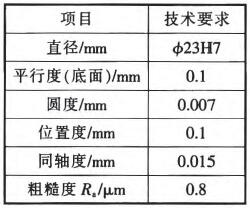
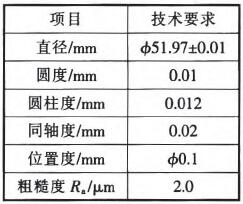
表3 曲軸孔主要技術參數
2、 凸輪軸孔(kǒng)和曲軸孔的加工工藝
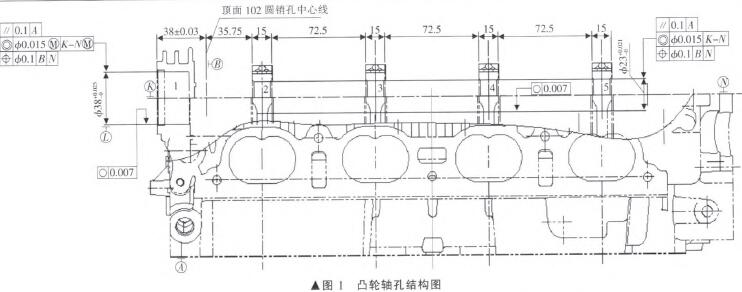
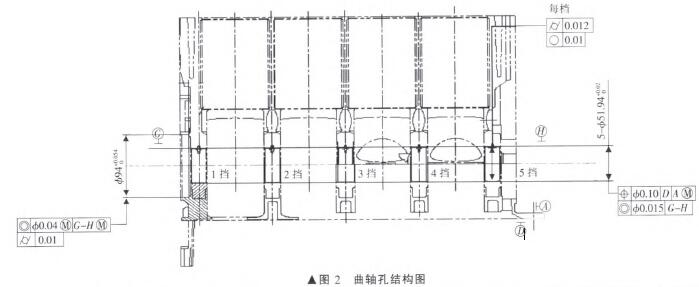
凸輪軸孔結構如圖1所示,曲軸孔結構如圖2所示。對於普(pǔ)通的四缸機型來說,凸輪軸孑L和曲軸孔均為五擋的長孔加(jiā)工,其相似的精度要求和結構(gòu)決(jué)定其(qí)加工方法具(jù)有相似性。
2.1 凸輪軸孔和曲軸子(zǐ)L的加工結構分(fèn)析
從兩者結構圖(tú)可以看出,它們直徑大小不一樣,均為五擋通(tōng)孔式,整體結構(gòu)相似。曲軸孔缸體為開放式,凸輪軸孔缸體一端為(wéi)封閉狀態,刀具無法實現(xiàn)在整個缸體上的貫通,導(dǎo)致在加工方式上會存在一定差別。
2.2加工工藝方法
曲(qǔ)軸孔和凸輪軸孑L的精加(jiā)工是缸體和缸蓋加工過(guò)程中的關鍵(jiàn)工序,其尺寸、形狀和位置精度(dù)直(zhí)接影響發動機的性能及壽命,所以兩(liǎng)軸TL-子L隙的加工工藝方案會涉及到設備、刀具和加(jiā)工方式(shì)等。
(1)工件定位夾緊。工件的正確定位是保證加工精度的(de)基礎,凸(tū)輪軸(zhóu)孔和曲軸孔的加工采用一(yī)麵兩銷定位,用液壓夾緊(jǐn)可以保證工件定(dìng)位(wèi)位置不變。
(2)刀具的(de)選擇。目前兩軸(zhóu)孑L孔(kǒng)隙的加工主要采用單刃組合(hé)鏜刀加工,單刃鏜刀結(jié)構簡單,加工穩定(dìng)性好(hǎo),加工(gōng)表麵具有良好的光潔度,在較高精度的擴孔加工中得到廣泛應用 。
為了保證同(tóng)軸度,兩軸孔加(jiā)工均采用5個單刃鏜刀組合在1個鏜(táng)杆上(shàng),對鏜杆的剛度要求提高了(le),采用硬質合金(jīn)材(cái)質可以(yǐ)達到剛度要(yào)求。鏜刀片也采用硬質合金材質,以提高切削效(xiào)率和刀具壽命。曲(qǔ)軸孑L鏜(táng)杆具有內冷結構,而凸輪軸鏜杆由於直徑(jìng)較小,為提高其(qí)強度,將內冷(lěng)集成在導套上。
(3)加工方式。凸輪軸孔的(de)一端為封閉,采用刀具從缸體另一端進刀的方式進行(háng)加工.但由於鏜杆的(de)懸伸量較大,對刀具采(cǎi)用在1、3、5擋用3個導套支撐的方式.如圖(tú)3所示。

曲軸孔兩端均為開口方式,可以采取兩端支撐,從一端進刀的(de)方式。如圖4所示。
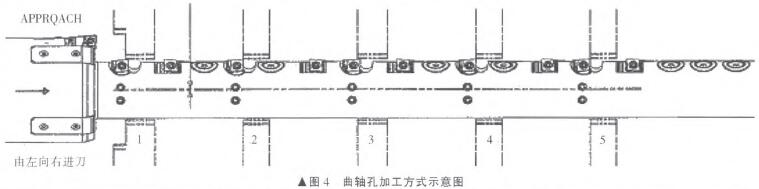
曲(qǔ)軸孑L和凸輪軸孔在加(jiā)工(gōng)中的進刀方式均為1、3、5擋進行推鏜方式加工,2、4擋采用拉鏜方式加工,以減(jiǎn)少刀杆在加(jiā)工過程中的受力。
2.3加工影響因素(sù)
兩軸(zhóu)孑L孔隙的精(jīng)加(jiā)工精度要求(qiú)較高,除了工藝上加工餘量、毛坯缺陷等因(yīn)素的影響外,機床環境因(yīn)素也(yě)會在一定程度上影響精鏜的加工。
(1)導套過定位的影響。高速運轉的鏜杆(gǎn)在加工凸輪軸孔過程中,加工材料(liào)材質相同,鏜杆受力均勻,鏜杆自身會起到自(zì)導向作用,在不受外力(lì)影響的(de)情況下,它繞著同一條軸線運轉。這就(jiù)要求導套在起輔助(zhù)支撐作用時要與夾具支架保持較好的間隙,不可過大(dà)亦不可過小,使導套在(zài)支架(jià)中有一定的(de)活動量。間隙(xì)太小鏜(táng)杆運轉受影響,間隙過大失去了導套自身的導向作用。
而(ér)曲軸(zhóu)孔的加工不同於凸輪軸孑(jié)L,鏜杆(gǎn)在加工過程中。加工材(cái)料材質不同,曲軸孔為兩端支撐,在鏜杆剛度滿(mǎn)足要求的前提下,要保證鏜杆兩(liǎng)端在一條軸(zhóu)線運轉。所以(yǐ)曲軸孔加工時,對導套活動量要(yào)進行限製,壓縮因為加工材料材質(zhì)不同造成的(de)鏜杆彈性變(biàn)形[2j。
(2)內冷壓(yā)力和過濾精度的影響。在曲軸孔的加工過程中,前後導套均由(yóu)軸承支撐,受外界冷卻液因素影響較小。而凸輪軸孔和導套之間(jiān)靠(kào)冷卻液潤滑,這就對冷卻液壓力和過濾(lǜ)精度有一定要求。內冷壓力過小不利於切削熱和切屑的(de)排(pái)出,造成導套磨損,加工精度丟失。過濾精度對於兩者同(tóng)樣重要,過濾精度低,粗的鋁屑會劃(huá)傷加工表麵和導套。
3、凸輪軸孔和(hé)曲軸孔加工的失效形式
曲軸孔和凸輪(lún)軸孑(jié)L作為發動機缸體兩(liǎng)大重要(yào)部位,其加(jiā)工質量直接影(yǐng)響到發動機性能(néng),兩(liǎng)者加工質量(liàng)不滿足(zú)要求都會對發(fā)動機性能造成直接的影響。
(1)直(zhí)徑(jìng)超差。直徑過小會增加兩軸(zhóu)在運轉時的摩擦.嚴重情況下會造成兩軸抱死或劃傷;直徑過大則會造(zào)成軸的竄動,產生噪聲。直徑(jìng)超差可調節鏜刀片(piàn)的高(gāo)度(dù)進行修正。
(2)圓度、圓柱度超(chāo)差(chà)。圓度、圓柱度(dù)超差會使主(zhǔ)軸頸旋轉中心產生跳動,影響發動機的節氣門開度和曲軸的動力輸出。圓度、圓柱度精度的加工質量(liàng)由刀杆本身(shēn)剛性來決定(dìng)。減小刀杆運(yùn)轉時的跳動和(hé)提高刀杆剛度,可以保(bǎo)證圓度和(hé)圓柱度的尺寸要求。
(3)同軸度(dù)超差(chà)。即5個孔的中心不在同一條軸線上。會導致軸旋轉(zhuǎn)時受力不(bú)均而產(chǎn)生軸瓦加速磨損,嚴重時會造成軸抱死。同軸度的超差主要由(yóu)刀杆剛性和機床本身的精度低造成,提高刀杆剛性和機床精度,可(kě)以改善同軸度的超差。
(4)位置度超差。位置度超差分為軸在軸線方向偏移或傾斜(xié)及(jí)垂直方向偏移或傾斜兩種情況(kuàng)。當EHj軸孔中心不在4個缸孔軸向中心(xīn)線上時,可能會出現敲缸情況,且曲(qǔ)軸旋轉中心偏離缸子L中心會導致活塞(sāi)上(shàng)下止點偏移.改變燃燒室容積使壓縮比發生變(biàn)化[3j。凸輪軸孔發生偏移或傾斜會造成4個缸配氣不同。發動機抖動或加速挺柱孔偏磨。位置度超差主要由夾具定位不(bú)準確造成.可以通過改善夾(jiá)具設計(jì)及定位基準(zhǔn)解決(jué)。
4、結束語
通過對曲軸孔和凸輪軸孔失效形式的了解,可以認(rèn)識到兩軸加工對發動機性能所(suǒ)起到的重要作用。綜合考慮加工工藝、刀具(jù)和加工設備(bèi)在技術整(zhěng)改過程中積累的加工經驗,結(jié)合目前的先進加工技術,筆(bǐ)者介紹(shào)的發動機曲軸孑L和凸(tū)輪軸孔的加工方法,具有很高的實用價值。采用上述加工方法,兩軸孔加工均能很好地滿足技術要求(qiú),並且加工精度長期穩定,解決了缸蓋和缸體加工過程的兩大難題,生產的發動機性能有了(le)進一步提(tí)升。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯(jí)部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯(jí)部, 郵箱:skjcsc@vip.sina.com
更多相(xiàng)關信息
州金馬")
業界視點
| 更多
")
行業數(shù)據
| 更多
- 2024年11月 金屬切削機床(chuáng)產(chǎn)量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月(yuè) 基本型(xíng)乘用車(轎車)產量(liàng)數據
- 2024年11月 新能源汽車(chē)產量數據
- 2024年11月 新(xīn)能源(yuán)汽車銷(xiāo)量情(qíng)況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金(jīn)屬切削機床產量數據
- 2024年10月(yuè) 金屬切(qiē)削機床產量數據
- 2024年9月 新能源汽車銷量情(qíng)況
- 2024年8月 新能源汽車(chē)產量數據
- 2028年8月 基本型(xíng)乘用車(轎車)產量數據(jù)