


KPC5000-AR 型數控龍門銑鏜床散熱故障的分(fèn)析與處理
2018-7-30 來源(yuán):中(zhōng)國鐵建高新(xīn)裝備股份有限公司(sī) 作者:張(zhāng)媛媛
【關鍵詞 】數(shù)控龍門銑鏜(táng)床 油溫 散熱
摘 要 :過熱停機是機加工設備常見故(gù)障之一 ,易造成設備連續化作業中斷 ,影(yǐng)響企(qǐ)業生(shēng)產(chǎn)效率 。 本文(wén)針對 KPC5000-AR 型 數控龍門銑鏜床的過(guò)熱停機問題展開分析並(bìng)提出一種解決方案,為相關設備處理類似故障提供參考。
0 引言
現代企業生產對機加工設備的依賴性越來越高,如果設備故障停機導致連續化作業中斷,將直接影響企業的生產效率。 我公司自 2007年引進一台由西班牙 Zayer 公司生產(chǎn) KPC 5000-AR 型數控龍(lóng)門銑鏜床,自 2011 年 5 月至 2015年 5 月期間,多次出現油溫過高故(gù)障報警停機。
本文針對該設備的過熱問題進行分(fèn)析並提出解決措施。
1 、KPC 5000-AR 型數控龍門銑鏜床簡介
如圖 1 所示,KPC 5000-AR 型數控龍(lóng)門(mén)銑鏜床(以下簡稱(chēng)龍門銑鏜(táng)床)主(zhǔ)要由龍門架、床(chuáng)身、工作(zuò)台(工作 X 軸)滑(huá)枕(工作 Y 軸)、主(zhǔ)軸(zhóu)(工作 Z 軸)、延伸頭、萬能頭、電氣係(xì)統和液壓係統組(zǔ)成。

圖 1 KPC 5000-AR 型數控龍(lóng)門銑(xǐ)鏜床
龍(lóng)門銑鏜床包含啟動、換頭、定(dìng)位和加(jiā)工四個工況,其中,在啟動工況中工作台和(hé)滑枕移到零點,換頭工(gōng)況中程序根據加工件的類型而將刀頭切換(huàn)為延伸(shēn)頭或萬能頭,定位(wèi)工況中(zhōng)工作台將移到指定加工位置,加工工況中電機帶動刀頭加工工件。
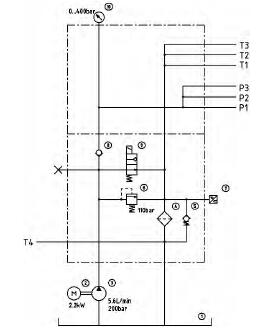
圖 2設備改造前油(yóu)源液壓原理圖
1.油箱;2.電機;3.齒輪泵;4.回油過濾器;5.單(dān)向閥;6.溢流(liú)閥;7.壓力傳(chuán)感器;8.單向閥;9.卸荷電磁閥;10.壓力表
液(yè)壓係統用於主軸偏載平衡、刀具移動和(hé)刀頭夾緊,其中油源液壓原理如圖 2 所示。 P1、P2 和P3 對應於各執(zhí)行器的壓力油口,電磁換向閥 9 作為加工工況中的卸荷閥
,在執行轉頭、換刀等動作時加壓,待設(shè)備處於加工工況時卸荷。
2 、故障分(fèn)析
液壓係統中產生的(de)熱量,一部(bù)分使油溫升(shēng)高轉(zhuǎn)變為(wéi)油液的內能,一部分經油箱表麵散發到(dào)空氣中去。 如果係統發熱大於油箱散熱能力,油溫就會持續升高。
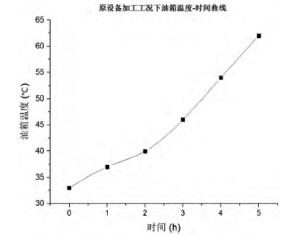
圖3 油(yóu)箱溫升曲線
圖 3 是設備過熱過程(chéng)的實測油箱溫升曲線,測試環境溫度為 28℃。液壓係統油箱的長、寬、高尺寸為(wéi):a×b×c=0.24×0.22×0.36m,油液體積為 20L。 根據圖 3 所示溫升曲線和油液體積可計(jì)算出液壓係(xì)統發熱超出(chū)油箱散熱能力的功率為:
P=Cm△T/t=CρV△T/t (1)
其中,C 為油液比熱容,取值 1.97k J/(kg·K),ρ 為油液密度,取(qǔ)值0.855kg/L。 V 為油液體積 ,取值 20L,△T 為溫度升高值 ,取值 29℃,t 為溫升持續(xù)時間,取值 18000s,代入數據得超出散熱能力部分的功率為0.054k W。由圖 3 可以看出整個過程中油箱溫度(dù)上升平穩(wěn),另外考慮到加工工況時(shí)間占(zhàn)比最長,其餘(yú)工況總時間占比很小,因此(cǐ)可初步認定熱量主要來(lái)自於加工工況。
加工工況下液(yè)壓油源處於卸荷狀態,不對外輸出壓力,因此發熱原因可限定在油源(yuán)部分,具體可能有(yǒu)以下兩個方麵:
1)回油過(guò)濾器堵塞導致卸荷不徹(chè)底隨著使用時間累積,油(yóu)液汙染物會(huì)導致回油過濾器堵塞回油過濾器兩端壓差(chà)增(zēng)大,使(shǐ)係統卸(xiè)荷不(bú)徹底,引起(qǐ)發熱。
2)液壓泵效率降低導致的過熱設備從 2007 年投入使用,至 2011 年(nián)首次(cì)出現過熱故障,期間設備投入使用了約 5 年時間,齒輪泵在長期運行(háng)過(guò)程中(zhōng)可能會磨損、老化
導致效率降低(dī),功率損耗轉化為熱量使油溫上升。為明確(què)發熱原因,試驗人員將濾芯(xīn)進行了更換,試驗發現更換(huàn)濾芯後係統過熱並(bìng)無改善(shàn),因此可認為齒輪泵效率(lǜ)降低是導(dǎo)致係統過熱(rè)故障的主要原因。
3 、處理(lǐ)方案
更換齒輪泵是較為直(zhí)接的解決方法,但該機床(chuáng)為進口設備,從原廠購進齒輪泵成本高昂(áng),且該齒輪(lún)泵安裝接口特殊,難以找到匹配的替代(dài)產品,因此考慮對原液壓係統進行改造,給油箱加入額外的冷卻係(xì)統來(lái)解決過熱問(wèn)題。
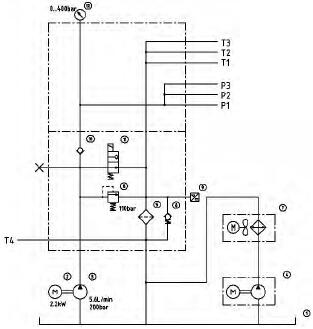
圖 4 設備改造後油(yóu)源液壓原理圖
1.油箱;2.離心泵;3.電機;4.齒輪(lún)泵;5.回油過濾器;6.單向閥;7.溢流閥(fá);8.壓力傳感器;9.風冷卻器;10.單向閥;11.卸荷閥;12.壓力表 。
改(gǎi)造後的機床油源係(xì)統的(de)實(shí)測油溫曲線原理如圖(tú) 4 所示,該散熱係統由一個離心泵 2 和一個(gè)風冷卻(què)器 9 構成。 其中(zhōng)冷卻器 9 的冷卻功(gōng)率需大於(yú)根據式(shì)(1)計算(suàn)出的多(duō)餘發熱功率,因此冷卻器允許的最小當量冷卻功率 K 可通過式(2)計算:
其中 P 為根據式(1)計算的多餘發熱功率,值為 0.054k W;T 為(wéi)油箱(xiāng)熱平衡期望溫度,取值(zhí) 50℃;T0為環境溫度,取值 28℃,代(dài)入數據(jù)後得到冷卻器(qì)的最小當量冷卻功率(lǜ) K 為 0.002k W/℃。根據計算結(jié)果,選擇油/風冷卻器 HD0810T 作為散熱係統的冷卻裝置,該冷卻器適用油(yóu)壓係統功率為 1.5-2.2k W,適用(yòng)流量為 10-60L/min,在 20L/min
的流量下的當量冷卻功率(lǜ)為 0.09k W/℃,滿足要(yào)求;選擇離心(xīn)泵 TCP-118 作為冷(lěng)卻係統的循環泵,該泵的揚程(chéng)為 12m。圖 5 為改造後(hòu)的設備在加(jiā)工工況下的溫升曲線。
結果顯示(shì)油箱油溫上升逐漸趨於平(píng)緩,最終在 45℃達到(dào)係統的熱平衡(héng),油溫穩(wěn)定不再上升,沒有出現過熱報警現象,處理方案有效。
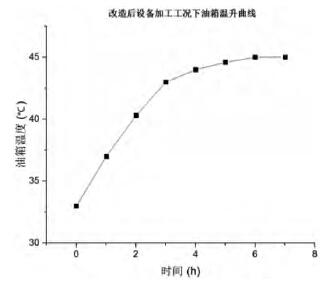
圖 5 油箱溫升曲線(改(gǎi)造後(hòu))
4 、總結
機加工設備(bèi)的液壓(yā)係統在連續工作過程中容易(yì)發生過熱故障,導(dǎo)致設備(bèi)停機無法連續工(gōng)作。 本文以 KPC5000-AR 型數控龍門銑鏜床為研究對象(xiàng),分析了其過熱原因,提出了增加冷卻係統的故障處理(lǐ)方案,結果表明,該方案能有效解決過熱故障問題(tí),可(kě)為相關設備處理類似故障提供參考。
投稿箱:
如(rú)果您有機床行業、企業相關(guān)新聞稿件發(fā)表,或進行資訊合作,歡迎聯係本網(wǎng)編輯(jí)部, 郵箱:skjcsc@vip.sina.com
如(rú)果您有機床行業、企業相關(guān)新聞稿件發(fā)表,或進行資訊合作,歡迎聯係本網(wǎng)編輯(jí)部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機床產量數據(jù)
- 2024年11月 分地區金屬切(qiē)削(xuē)機床產量數據
- 2024年11月 軸承出口情(qíng)況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月(yuè) 新能源汽車產(chǎn)量(liàng)數據
- 2024年11月 新能源汽車(chē)銷量(liàng)情況(kuàng)
- 2024年(nián)10月 新能(néng)源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機(jī)床產(chǎn)量數據
- 2024年10月 金屬切削機床產量數據
- 2024年(nián)9月(yuè) 新能源(yuán)汽車銷量情況
- 2024年8月(yuè) 新(xīn)能源汽(qì)車(chē)產量數(shù)據(jù)
- 2028年8月 基本型乘用車(轎車(chē))產量數據