


摘 要 : 以模塊化設計的經濟型數控機床(chuáng)是一種可持續發展方式(shì),用磨床的主要部件,在普通外圓磨床上開發一種經濟型數控端麵外(wài)圓磨床。根據端麵外圓的兩種加(jiā)工方式,將(jiāng)床身後頂麵設計成墊板正、斜均可安裝;砂輪(lún)架為上下分體式可轉動結構;工作(zuò)台及砂輪(lún)架平、V 導軌參數與普通外圓(yuán)磨床相同,使工作台、墊板(bǎn)、頭架(jià)、尾架均可通用,提高(gāo)產(chǎn)品的模塊化程度,又降低開(kāi)發成本及縮短研發周期;兩軸進給係統考慮絲杠受熱變形因素采用一端固定一(yī)端鉸(jiǎo)支(zhī)方式;數控係統采用國產開通數控係統 SEC500。
關鍵詞 : 經濟型(xíng) 數控(kòng)端麵外圓磨床(chuáng) 模塊化設計(jì)
經濟型數控端麵(miàn)外圓磨床在製造成本及加工精度上比數控的(de)端麵外圓磨床低(dī)。但這種配備低(dī)端(duān)的數控端麵外圓磨床對加工精度要求相對偏低的用戶來講,即減少設備投資成本,又可實現一人多機,減少(shǎo)人工成本。對製造設計單位來講,從現有產品基礎上進行拓展開發,也有(yǒu)利於提高產品的模塊化,減少設計及(jí)製造(zào)成本,縮短試造周期。
Φ200 係列經濟型數控端麵外圓(yuán)磨床(chuáng)開發可在Φ200 係列普通外圓磨床的基礎上進行拓展開發。磨床主要構(gòu)件為床身、砂輪架、頭架、尾架、兩軸進給係統、操縱係統。
1 、床身
因加工方式不同,床身(shēn)重新設(shè)計。但床身總體(tǐ)布局和前床身平、V 導軌參數仍沿(yán)用普通外圓磨床,使工作台、頭架(jià)、尾架(jià)部件均可相互(hù)通用。端麵外圓磨床的(de)進(jìn)給方(fāng)式可分(fèn)為:斜頭直進和斜頭(tóu)斜進[1],如圖(tú) 1、2 所示。兼顧兩種進(jìn)給方式進行設計時,後床身整體偏左且安裝平麵設計成斜、直兩種墊(diàn)板都可安裝,回水槽設計(jì)成後(hòu)置式,如圖 3 所示,冷(lěng)卻水從兩側及(jí)後方回(huí)流到後床身右側再(zài)流回冷卻液箱。這種外(wài)露式回水槽相比較在後(hòu)床身中間的過橋水槽清理更方便,不會因磨屑沉積造成回水不暢。因(yīn)數控磨床的液(yè)壓結構簡單,隻需在床身後側裝一個電動稀油潤滑泵對絲杠及工作(zuò)台進(jìn)行潤滑,因此(cǐ)床(chuáng)身設(shè)計(jì)時在床身內腔的上層設計潤滑(huá)油回油區,下腔在保證床身(shēn)的靜、動(dòng)剛度的前提下作開放式設計。床身內腔不設油池,可避免傳統磨床那樣當油泵開啟時,由於液(yè)壓部件發(fā)熱導致油溫高,從而使床身受熱變形,引起平、V 導軌的幾何精度變化。

圖 1 斜頭直進示(shì)意圖
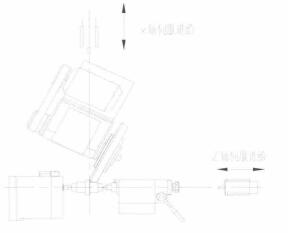
圖 2 斜頭斜進示意圖
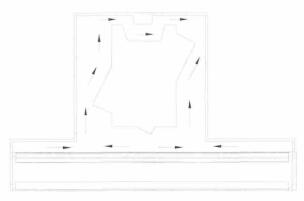
圖 3 回水槽示意圖
2 、砂輪架
數控端麵外(wài)圓磨床的砂(shā)輪架可借用 Φ200 係列萬能外圓(yuán)磨床,此種砂輪(lún)架結構為上下兩層,中間(jiān)有定(dìng)位柱和滑槽,如圖 4 所示。
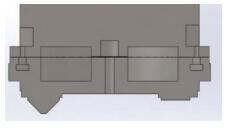
圖4 砂輪架分層(céng)結構
通過(guò)上下兩部分相對轉動一定角度,就可以實現斜、直兩種進給方式,如圖(tú) 5、圖 6 所示。砂輪架主軸係統有“軸瓦(wǎ)式動壓(yā)”和“動-靜(jìng)壓軸承”結構。采(cǎi)用軸瓦式軸承隻要將(jiāng)原體殼加工成左右(yòu)對稱,砂(shā)輪架主(zhǔ)軸因兩端螺紋旋轉方向不同需重新設計,如圖 7、圖 8 所示。砂輪架電機隻要出(chū)線方(fāng)向相反,電機參(cān)數相同就可以了。這樣製造成(chéng)本小,試製周期短。如改為動-靜壓軸承(chéng),因產(chǎn)品庫中無結構可借用,需要重新設計,製造成本與周期也相應增加。但因為這種結構(gòu)綜合了動壓軸承(chéng)和靜壓軸承的優點,在其內部等距分布了(le)四(sì)個對稱的油腔,油腔深度為0.02~0.04 mm,四周為節(jiē)流邊,它和(hé)軸頸之間保持適當的間隙,一般為 0.02~0.04 mm,在低速(sù)時依靠壓力(lì)油(yóu)產生(shēng)承載油(yóu)膜,故靜壓力效應較大;在高(gāo)速時能(néng)產生較(jiào)大的(de)附加(jiā)承載油膜,動壓效應較(jiào)大;所以軸(zhóu)承精度比軸瓦式高[2]。
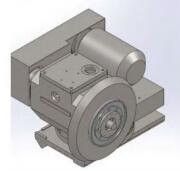
圖(tú) 5 斜軸斜進(jìn)進給方式示意圖
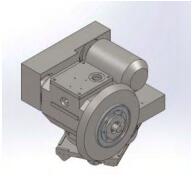
圖6 斜(xié)軸直進進給方(fāng)式示意圖
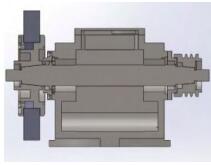
圖 7 普通外圓磨床(chuáng)的砂輪架(jià)示(shì)意圖
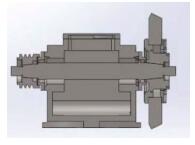
圖 8 端麵外圓磨(mó)床的砂輪架示意圖
3 X、Z 軸進給係統
X、Z 軸進(jìn)給(gěi)係(xì)統的設(shè)計(jì)主要考慮:傳動方式、支承方式、絲杠參數。X、Z 兩軸傳(chuán)動方式為滾珠絲杠副+伺服電機控製。滾珠絲杠副是由絲杠、螺母、滾珠組成的(de)機械元件,是傳統螺紋絲(sī)杠(gàng)的進(jìn)一步延伸(shēn)發展。
滾珠絲杠的支承和支(zhī)承方式關係到絲杠副(fù)的剛度,所以一般縱向滾珠絲杠的支承方式可采用左端深溝球軸承鉸支承,右端兩對角接觸球軸承固定支承,這樣(yàng)保證絲杠發熱變形時可向左側遠離砂輪方向延伸;橫向滾珠絲杠因為在磨削時(shí)一直承受很大的橫向力,所以前後均采(cǎi)用角接觸球軸承支承以提(tí)高剛度,支承方式采用前端固定後端鉸支,保證絲
杠發熱變(biàn)形時可向後延伸,這樣可使主軸(zhóu)熱變形影響減至最小限度[3]。
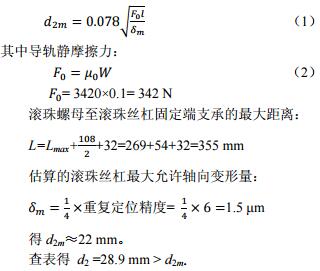
絲杠設計參數主要是底徑及導程,可根據(jù)同類產品進行預選後驗的(de)方式進行設計。以 X 軸選絲杠設計為例,先根據普通磨床的絲杆預(yù)估選(xuǎn)定 X 軸絲杠(gàng)型號為 FFZD3205-5;支承方式采用前(qián)端遊動,後端固定;固定(dìng)端軸承型號 7305AC,遊(yóu)動端軸承型號 6305。砂輪架預估總成重量 W 為 3 420 N,砂輪架最大(dà)行程 Lmax 為 269 mm,砂輪架滾動(dòng)導軌的
摩擦因數μ為0.1,快速(sù)進給速度vmax設為2 m/min,X軸向切削力Px約為500 N,反(fǎn)向差值設定10 μm,重複定(dìng)位精度設定 6 μm,然後(hòu)進行(háng)驗證。
3.1 滾珠絲杠副的底徑 d2校核估算滾珠絲杠副的底徑:
3.2 傳動(dòng)係統(tǒng)剛度驗算(suàn)
滾珠絲杠副(fù)的最小拉壓剛度:
滾珠絲杠副滾珠與滾道的(de)接(jiē)觸剛度(dù):

3.3 驗算臨界轉速
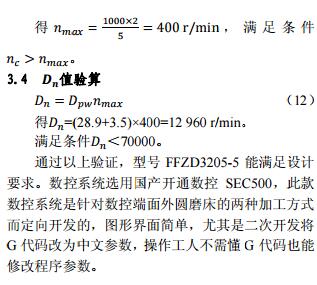
結語
隨著製造業 新一輪的轉型升級(jí),從全球提倡綠色製造的大方向下,在滿足用戶加工要求的前提下,模塊化設計的經濟型數控機床對用戶和製造商(shāng)都是一種可持續發(fā)展的方(fāng)式。
如果您有機床行業、企業相關新聞稿(gǎo)件發表,或進行資訊合作(zuò),歡迎(yíng)聯係本(běn)網(wǎng)編輯部(bù), 郵箱:skjcsc@vip.sina.com
金馬")
牌調(diào)查")
- 2024年11月 金屬切削機床(chuáng)產量數據
- 2024年11月 分地區金屬(shǔ)切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年(nián)11月 基本型乘用車(轎車)產量(liàng)數據
- 2024年11月 新能源汽(qì)車產量(liàng)數據(jù)
- 2024年(nián)11月 新能源汽車銷量情(qíng)況(kuàng)
- 2024年10月 新能(néng)源汽車產量數據(jù)
- 2024年10月 軸承出口情況
- 2024年10月 分地區(qū)金屬切削機床產量數據
- 2024年10月 金屬切削(xuē)機床產量(liàng)數據
- 2024年9月 新能(néng)源(yuán)汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年(nián)8月 基本型乘用車(轎車)產(chǎn)量數據
- 機(jī)械加工過程圖示
- 判斷一台加(jiā)工中心(xīn)精度(dù)的幾(jǐ)種辦法
- 中走絲線切割機床的發展趨勢
- 國產數控係統和(hé)數控(kòng)機床何(hé)去何從?
- 中國的技術工人都去哪(nǎ)裏了?
- 機械老板做(zuò)了十多年,為何還(hái)是小作(zuò)坊?
- 機械行業(yè)最新(xīn)自殺性營銷,害人害己!不倒閉才
- 製造業大逃亡
- 智能時代(dài),少談點智造,多談點製造
- 現實麵前,國人沉默。製造業的騰飛,要從機床
- 一(yī)文搞懂數(shù)控車床加工(gōng)刀具(jù)補償功能
- 車床(chuáng)鑽(zuàn)孔攻螺紋加工方法及工裝設計
- 傳統(tǒng)鑽削與螺旋銑孔加工工藝的區別