


活(huó)塞環斜端麵全自動(dòng)磨床的設計
2017-3-9 來(lái)源:重(chóng)慶理工大學機械工程學(xué)院 作者:胡榮麗 馮文傑 李秀陽 原海波
摘要(yào):主要闡述了梯形活塞環斜端麵全自動磨床的設計(jì),該(gāi)設計具有工件自動上下料、複合加工、自動對刀、自動理(lǐ)料的特點,大大提高了(le)梯形活塞環的加工效率和精度。
關鍵詞:活塞環斜端麵;磨床;自動化
活塞環(huán)在發動機中的工作環境十分複雜和惡劣,它不但承受著(zhe)燃燒室燃料燃燒所產生(shēng)的高溫(wēn),也承受著上下往複運動所產生的機械(xiè)負(fù)荷。如果活塞環在加工中存在尺寸誤(wù)差或者瑕疵,將(jiāng)會嚴重影響其工作甚至損壞發動機。
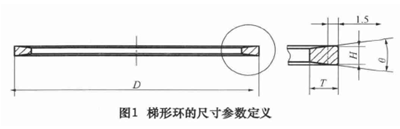
活塞環的(de)斜(xié)端麵可將環槽中的積碳排出,有效防止環結(jié)膠卡死,向上運動能有效(xiào)布油,向下運動能有效刮油。活塞環斜端麵是一種應用於高速、大功率、高負荷發動機上的優秀結構。其(qí)尺寸參數如圖 1,材料為球墨鑄鐵,硬度 100 ~ 112 HRB,表(biǎo)麵粗糙度 Ra≤0. 4μm ,斜端麵平麵(miàn)度≤0. 003 mm ,要求(qiú)活塞環在上下(xià)料和加工的過程中外圓和(hé)端麵都不得有(yǒu)擦(cā)傷的(de)痕跡。
1.設計思路
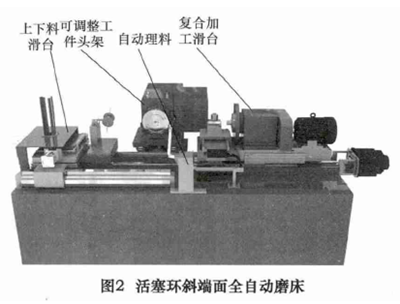
活塞環(huán)是一種生(shēng)產量大、質量要求高的產(chǎn)品,為(wéi)此我們設計了如圖 2 所示的活塞環斜端麵全自動磨床(chuáng),該機床主要由上下料滑台、工件頭架、自動理(lǐ)料裝置和複合加工滑台 4 大部件組(zǔ)成。
活(huó)塞環(huán)屬於薄(báo)壁小型零件,目(mù)前我國大部分(fèn)此類零件的加工都存(cún)在上下料繁瑣、加工(gōng)精度差的不足。為(wéi)此在此設計中,我們將上料、夾裝、下(xià)料、理料全(quán)自動化,最大(dà)限度地減少人為因素造成的誤差同時大大降低勞動強度(dù),提高了加工效率。
首先,由推料(liào)氣缸帶(dài)動分(fèn)料收圓推杆將工件分料收圓並定於 V 形定(dìng)位槽內,然(rán)後(hòu)送料(liào)氣缸推動(dòng)送料滑台,同時,頭架位移伺服電動機帶動工件頭架滑台朝縱導軌方向移動(dòng)。當送料滑台的上料板上的活塞環( 工(gōng)件) 移動至與工件頭架上的工件定位裝置(zhì)相對應(yīng)時,通過推拉氣缸(gāng)帶動支撐板轉動,使上料板翻(fān)轉後工件能(néng)夠與工件頭架上定位盤上的定位孔正對。此時,上料翻轉氣缸推動上(shàng)料板翻轉,當工件與定位(wèi)盤上的定位孔正對後,上料推環氣缸啟動,將工件推(tuī)入定(dìng)位盤上的定位孔內。同時,電磁吸盤通電,將工件緊緊吸附在定位盤上,從而實現將工(gōng)件安裝(zhuāng)到工件頭架上並(bìng)定。之後,上料板複(fù)位,送料氣(qì)缸帶動送料滑台回(huí)到初始位置(zhì)。
再次,位移伺服電動機帶動滾珠絲杠副(fù)推動(dòng)複合加工滑台移(yí)動,直至加工滑台上的刀(dāo)頭與工(gōng)件的內側麵位置相對應,這時,直線電動(dòng)機推動刀頭,直至刀頭與工件內側麵(miàn)接觸,通過工件頭架帶動工件轉動,實現車削加工。車削過(guò)程中,頭架驅動電動機帶動軸管轉動,軸管(guǎn)帶動定位盤及(jí)工件轉動,同時,頭架位移(yí)伺服電動機帶動工(gōng)件頭架滑台微量移動,從而完(wán)成工件斜端麵的車削加工(gōng)。車削加工(gōng)完成後,位移伺服電動機通過滾珠絲杠副繼續推動複合加工滑(huá)台移動,直至砂輪與工件端麵(miàn)接觸後,通過磨削電動機帶動砂輪轉動,同(tóng)時由於工件頭架帶動工件轉動,從而實現工件斜端麵的磨削加工(gōng)。加工完成(chéng)後,複合加工滑台回位。
最後,送料滑台重新上料後朝複(fù)合(hé)加工(gōng)台(tái)方向(xiàng)移(yí)動,當下料杆與工件正對時,下料推環(huán)氣缸通過下料推爪將工件推出,套入下料杆上。然後,通過下料旋轉氣缸帶動下料杆轉動,當下料杆套有工件的(de)一端(duān)進入導向杆上的通槽時,工件(jiàn)滑入導向杆,並通過導向杆(gǎn)的導向移動至理料杆和存料杆上。此時,理(lǐ)料杆在理料電動機的帶動下轉動(dòng),使工件的缺口與理料杆正對,進而使工件從理料杆上落下,僅套在存料杆上,並沿存料杆移動至存料杆的另一端,實現工件的理料。而(ér)同時,上料板上的工件在送料滑台(tái)的帶(dài)動下,其位置與工件(jiàn)頭架的工件定位裝置相對應(yīng)。
重複上述過程,實現工件斜端麵(miàn)的(de)連續自動(dòng)加工。
2.自動(dòng)上下料滑台
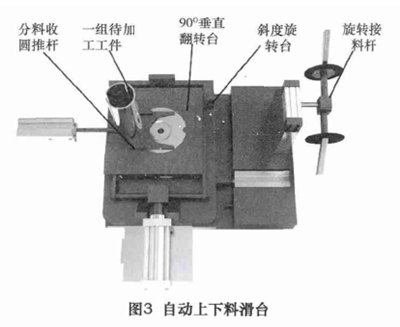
由於工件是(shì)薄壁件且加(jiā)工要求快速有效,所以進(jìn)行自動上(shàng)料裝置的設計是非常必(bì)要(yào)的。如圖 3 所示通過 V 形槽與分料收圓推杆將由料筒落下的工件收圓於工裝夾(jiá)具中並由上料滑台送至上料工位,90°垂直翻轉台旋轉 90°,斜度旋轉台旋轉(zhuǎn)工件斜麵角度 7°,使工(gōng)件的軸線與工件頭架的回轉(zhuǎn)軸(zhóu)線重合,並由固定於翻轉台(tái)上的上料推環氣缸將工件推入工(gōng)件頭架中並由電磁吸盤(pán)吸緊。90°垂直翻轉台和斜度旋轉台的旋轉運動都是通過氣缸驅動,死(sǐ)擋定位,快捷可靠。工(gōng)件加工完成後將上下料滑台(tái)送至下料工位,由旋轉接料杆將由推爪推出的工件(jiàn)下料轉移至理料機構進行整理,以便更便捷地進行下一(yī)道工序的加工。
3.複合加工滑(huá)台
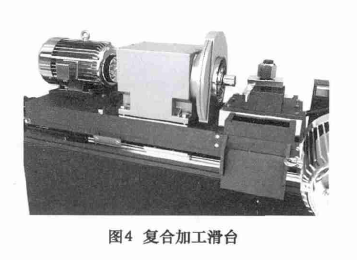
采(cǎi)用先車後磨(mó)的加工工藝,不但減小了(le)磨削量避免磨削燒傷,而且車削之後磨削切(qiē)入(rù)麵的形(xíng)狀能更好地(dì)延長(zhǎng)砂輪的壽命。采用直線電動(dòng)機驅動車刀,利用傳感器測量車刀與工件之間的距離來調整(zhěng)頭架的(de)位置,從而減小了頭架的定位誤差,進一(yī)步提高了工件的加(jiā)工精(jīng)度(dù)。
4.可調整頭架
由於活塞環型號種類很多,梯形活塞環端(duān)麵的角度也各不相同。考慮到活塞環生產為同型號批量大規模生產,所以頭(tóu)架的角度調整設計為手動調(diào)節,在滿足需求(qiú)的前提下最大程度地降低(dī)成本。
本設計通過滑(huá)台底座上的軸(zhóu)與頭架箱體上的孔來實現頭架的旋轉和(hé)定位,並經 4 根拉緊螺栓來實現工件頭架與(yǔ)底座之間的固定,從而適應不同角度斜端麵的(de)加工。
5.結語
本(běn)機床能夠完成一組梯形活塞環的全自動上下料及數控加工,並有(yǒu)著較(jiào)高(gāo)的可(kě)靠性。將工件(jiàn)的(de)上下(xià)料和檢測、複合加(jiā)工集於一(yī)體,大大提高了加工效率和加工精度(dù)。
投稿箱:
如果您有機床行業、企業相關新聞(wén)稿件發表,或進行資訊合作,歡(huān)迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞(wén)稿件發表,或進行資訊合作,歡(huān)迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業(yè)界(jiè)視點
| 更多

行(háng)業數據
| 更多
- 2024年11月(yuè) 金屬切削機床產(chǎn)量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽(qì)車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽(qì)車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年(nián)10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新(xīn)能源汽車產量數(shù)據
- 2028年8月 基本型(xíng)乘用(yòng)車(轎車)產量數據
博(bó)文選萃
| 更(gèng)多