


摘要: 通過對傳統T68 鏜床控製係統(tǒng)的分析, 提出了選用西門子S7-300PLC、西(xī)門子MM420 變頻器對T68 鏜床控製係統的自動化改造方案, 並給出了詳細的硬件和軟件設計過程(chéng),改造後係統具有控製線路簡(jiǎn)單、可靠性高、易維護等特點,另外鏜床控製電路的穩(wěn)定性和自動化程度也得到提高(gāo),生產效率(lǜ)也相對提高,對相(xiàng)關企業具有實踐指導意義。
關(guān)鍵詞: PLC; 變頻器; 鏜床
1、 T68 鏜床簡介
(1)T68 鏜床的主(zhǔ)要結構及改造前的電氣原理T68 鏜床是由床身、工作台、前立柱、鏜頭(tóu)架、後立柱、上下滑板和尾架構成。
床(chuáng)身是個整體鑄件,一端固(gù)定有(yǒu)前立柱(zhù),前立柱的垂直導軌上裝有鏜頭架。鏜頭架可沿著導軌垂直移動。鏜頭架裏集中裝有主軸、變速箱、進給箱與(yǔ)操縱機構等(děng)部件(jiàn)。切削刀具固定在鏜軸前(qián)端錐(zhuī)形孔裏,或裝在花盤的刀具溜板上。工作時,鏜(táng)軸一邊旋轉,一邊沿軸向作進(jìn)給運(yùn)動。花盤(pán)隻能旋轉,刀具溜(liū)板可作垂直於主軸(zhóu)軸線方向的徑向進給運動。後立柱的尾架用來支承裝夾在(zài)鏜軸上的鏜(táng)杆末端,它與鏜頭(tóu)架同時升降,兩者(zhě)的軸線在一條直線上(shàng)。後立(lì)柱可(kě)沿床身水(shuǐ)平導軌在鏜軸的軸線方向調整位置。安裝工件的工作台安裝在床身的導軌上,由上下滑板(bǎn)與可轉動的台麵組成。工作台可以進行平(píng)行和垂直於鏜(táng)軸軸線方向的移動和(hé)轉動。
T68 型臥室鏜床運動形式有3 種:主運動、進給運動和輔助運動。
繼電器控製(zhì)的T68 鏜床電氣原理如圖(tú)1 所示。
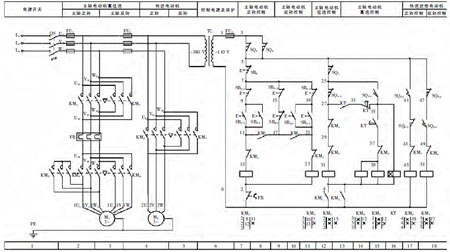
圖1 繼電器控製的T68 鏜床電(diàn)氣原理圖
(2)T68 鏜床工作原理
①主軸電機M1 的正反轉及點動(dòng)控製按下正轉控製(zhì)按(àn)鈕SB1 或者反轉控製按鈕SB2,接觸器KM1或(huò)者KM2 通電吸(xī)合並自鎖。主電(diàn)路中KM1 或(huò)者(zhě)KM2主觸頭閉合,為電動機M1 正轉或者反轉準備;
②主電動機M1 的變速(sù)控(kòng)製電動機(jī)需要運轉必須將接觸器KM3 或(huò)接觸器KM4 和KM5 通電吸合。KM3 的吸合, 電機M2 接成三角形低速運轉,KM4 和KM5 的吸合, 電機(jī)M2 接成雙星形高速運轉(zhuǎn)。變速控(kòng)製由變(biàn)速手柄操作;
③變(biàn)速衝動在鏜削時發現運轉速度不(bú)合適,將變速手柄拉出,這時手柄將壓住位置開關SQ2,使SQ2 斷開,無(wú)論KM3 或KM4、KM5 均斷電,電動機立即被製動,選擇好轉(zhuǎn)速後,將手柄推進去,SQ2 將複位;
④快速移動控製鏜頭架在前立柱垂直導軌上升降、工作台、尾架和後立柱的水平快速移動。當(dāng)位(wèi)置開關SQ5 壓合,接觸器KM6 通電吸合,電動機M2 正轉。當位(wèi)置開關SQ6 壓合,接觸器KM7 通電吸合,電動機M2 反轉;
⑤安全保護聯鎖其中(zhōng)SQ3 受(shòu)快速移動手柄(bǐng)操作,SQ4 受(shòu)主軸和平旋盤進給手柄操作。當2 個(gè)手柄中隻有一個處於“進給(gěi)”位置,則SQ3 或者(zhě)SQ4 壓合,由於SQ3 和SQ4 是並聯的,所(suǒ)以壓合一個,另一個(gè)仍然可工作。若是(shì)正在快(kuài)速移(yí)動,同時鏜頭在(zài)進給(gěi),則SQ3 和SQ4 都被壓合,控製電路斷電(diàn),機(jī)床停止工作。
(3)T68 鏜床原係統存在(zài)的問題及改造思路傳(chuán)統T68 鏜床采用(yòng)繼電器、接(jiē)觸器控製存在電路複雜,動作速度慢、可靠性差、故障診斷與排除困難等缺點,針對這一現象,在集成電路、計算機技術基礎上發展起來一(yī)種新型(xíng)工業控製設備,可編程控製器。它具有可靠性高,抗幹擾能力強,組合靈活使用方便,功能強通用性好等(děng)優(yōu)點。本文將詳細介紹利用西門子S7-300PLC 對鏜床的控製電路進行改造的(de)方案,並給出詳(xiáng)細的硬件(jiàn)和軟件設計過程。傳統T68 鏜(táng)床(chuáng)加工過程中要實現調速,利用的是繼電器、接觸器的斷開與導通來控製電機不(bú)同的運轉情況,當電機通過這樣的控製方法來實現高低速運轉時,將會產生很大(dà)的電流。這個電流值將增加電機繞組的電應力並產(chǎn)生熱量, 從而降(jiàng)低電機的壽命。而變頻器調速性能好,控製精度和調速的平滑性(xìng)很高,通用性強,且調速範圍廣,能滿足任(rèn)何工況運行對傳動速度範圍和精度的調節要求,實現平滑無級變速。電機的維護成本得到降低,利用變頻器來實現(xiàn)鏜床主軸電機高低速運轉具有實際意義,本文將詳細介紹利用西門子、MM420 變頻器對傳統T68 鏜床主軸電機進行控製及調速的設計過程。
2 、T68 鏜床(chuáng)係統改造的(de)硬件設計
(1)T68 鏜床(chuáng)係統改造後的PLC 輸入輸出T68 鏜床係統改造後(hòu)的PLC 輸入、輸出如表1、表2 所示。
表1 T68 鏜床改造後TCL 輸入表
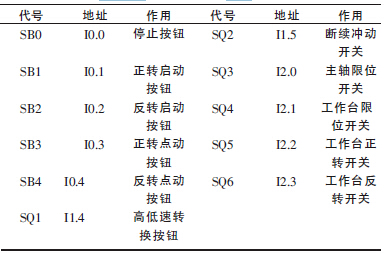
表2 T68 鏜床係統(tǒng)改(gǎi)造後的PLC 輸出(chū)表
(2)T68 鏜床係統改造後的電氣控製線路
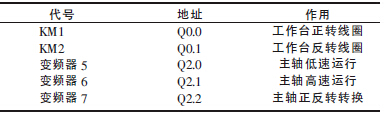
T68 鏜床係統改造後電氣控製線路如圖2 所示。
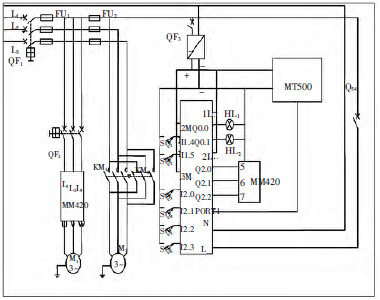
圖2 T68 鏜床係統改造後的電氣控製線路圖
3 、T68 鏜床係統改造的軟件設計
(1)變頻器參數(shù)設置(zhì)
PLC 控製變(biàn)頻器(qì)驅動電動機高(gāo)低速(sù)正反轉操作(zuò)步驟:
參數設置目標:P0003=2,P0700=2,P0701=16,P0702=16,P0703=12,P1000=3,P1001=20.00 (低速運行頻率為20 Hz),P1002=30.00(高速運行(háng)頻率為30 Hz),P1120 (加速(sù)時間(jiān))=1.50 s,P1121 (減速(sù)時間)=1.00 s。
①將變頻器參數恢複出廠設(shè)置;
②按P 鍵,顯示“r0000”,按邙鍵至(zhì)P0003,按P鍵顯示“1”, 按按邙鍵調整至“2”, 按P 鍵顯示“P0003”(以下參數設置步驟參考本(běn)步);
③按邙鍵至P0700, 由於變(biàn)頻(pín)器參數恢複出廠設(shè)置後該參數默認為“2”,所以無需設(shè)置本(běn)參數;
④按(àn)邙鍵至P0701,將參數設置為“16”;
⑤按邙鍵至P0702,將參數設置為“16”;
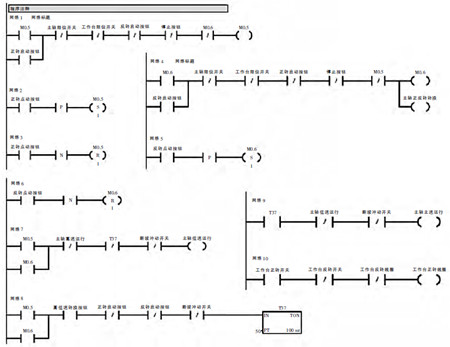
圖3 PLC 程序設計
4、 結語
本文采用(yòng)西門子S7-300PLC、西門子MM420變頻器對T68 鏜床(chuáng)的控製(zhì)係統的進行了自動化改造,改造後鏜床的控製電路(lù)體積變小(xiǎo),可靠性提高,實際生產運用中對鏜床的維護和(hé)改造會(huì)更加方便,降低了維護成本。此(cǐ)外,也提高鏜床控製電路的(de)穩定性和自動化程度, 可以延長鏜床的使用壽命,提高(gāo)生產效率,因此,對T68 鏜床的改造具有實(shí)際的應用價值。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本(běn)網編輯部, 郵箱:skjcsc@vip.sina.com
金馬")

- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金(jīn)屬切削機床(chuáng)產量(liàng)數據
- 2024年(nián)11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產(chǎn)量(liàng)數據(jù)
- 2024年11月 新能源(yuán)汽車銷量(liàng)情況(kuàng)
- 2024年(nián)10月 新能源汽車產量數(shù)據
- 2024年10月 軸承(chéng)出口情況
- 2024年(nián)10月(yuè) 分地(dì)區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽(qì)車銷量情況
- 2024年8月 新能源汽(qì)車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據
- 機械加工過程圖示
- 判斷一台加工中心精度的幾種辦法
- 中走絲線切割機床的發展趨勢
- 國(guó)產數控係統和數控機床何去何從?
- 中國的(de)技術工人都去(qù)哪裏了?
- 機械(xiè)老板做了十多年,為(wéi)何還是小作坊?
- 機械行業(yè)最新自殺性營(yíng)銷,害人害(hài)己!不倒(dǎo)閉才
- 製造業大逃亡
- 智能時代,少談點智造,多談點製造
- 現實麵前,國人沉默。製造業的騰飛,要從機床
- 一文(wén)搞懂數控車床(chuáng)加工(gōng)刀(dāo)具補償功能
- 車床(chuáng)鑽(zuàn)孔(kǒng)攻螺紋加工(gōng)方法及工裝(zhuāng)設計
- 傳統鑽削與螺旋銑孔加工工藝的區別