


摘要: 在闡述T68 型臥(wò)式鏜床電氣係統要求的基礎上,將T68 型臥式鏜床的電氣控製(zhì)係統所使用的德國SiemensS7 - 200 型可編程控(kòng)製器重新(xīn)設計(jì),通過(guò)用Simulater 對程序進行仿真,該設計可以達到T68 型臥式鏜床的電氣係統要求。
關鍵詞: S7 - 200PLC; T68 型臥式鏜床; 電氣(qì)控製係統改造
0 引言
T68 型臥式鏜床利(lì)用傳統繼電器控製方式所設(shè)計的電路比較複雜,具有體積大、維修(xiū)量大的缺點。近年來,由於各可編程控製器生產廠家的激烈競爭,可編程控製器的(de)價格出現下(xià)滑,這使得很(hěn)多鏜床生產廠家開始逐漸使用可編程控製器來代替傳統繼電器,同時很多車間也根據自己的實際(jì)情況,逐步對車間內的T68 鏜床進行改造。本文把T68 型臥式(shì)鏜床的電氣控製係統所使(shǐ)用的(de)德(dé)國SiemensS7 - 200 型可編程控製器重(chóng)新設計,通(tōng)過用Simulater 對程序進行仿真,該設計可以達到T68 型臥式鏜床的電氣係(xì)統要求(qiú),在(zài)可靠性和穩定(dìng)性方麵也有很(hěn)大(dà)提高。
1、 T68 型臥式鏜床電(diàn)氣係統要(yào)求分析
如圖(tú)1 所示,T68 型臥式鏜床主要由床身、前立柱、主軸箱、工作台(tái)、後立柱、後支撐(chēng)架等部分組成。其電氣(qì)控製要求如下:
( 1) T68 鏜床主軸的運動和進給運動都用同一台異步馬達帶動。由於工件的形(xíng)狀和材料千(qiān)變萬化,因此要求(qiú)T68 主軸的速(sù)度要寬泛,所以其馬達多使用雙速或者三速異步電(diàn)動機帶(dài)動的滑移齒輪郵有級速係統。采用雙速或三速馬達帶動,可使其機(jī)械變速機(jī)構簡化。近年來,利用電力(lì)電子元件使電機無極變速(sù)的方法已(yǐ)經普遍在T68 鏜床上使用。
( 2) 臥式鏜床(chuáng)的主(zhǔ)運動和進給運動都采用機械滑移齒輪變速,為(wéi)了便於變速後齒(chǐ)輪的齧合,T68 鏜床要求有變速衝動。
( 3) 要求主軸馬達既能夠順序運轉,又能夠逆序運轉,同時可實現點動、常動,在電機製動上要求使用電(diàn)氣反接方式。
( 4) 為了加(jiā)快T68 型鏜床(chuáng)的進給(gěi)速度,要(yào)求該鏜床(chuáng)的各進給部(bù)件都各使用一個(gè)速度較快的馬達(dá)帶動。
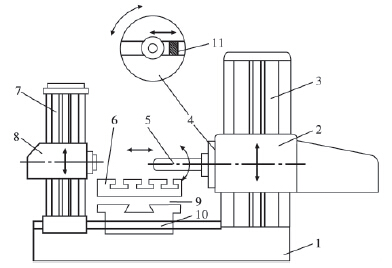
1 T68 型臥式鏜床(chuáng)結構圖
1 - 床(chuáng)身; 2 - 鏜頭架; 3 - 前立柱; 4 - 平旋盤; 5 - 鏜軸; 6 - 工作台;7 - 後立柱; 8 - 尾架; 9 - 上溜板; 11 - 刀具溜板
2、 PLC 改造
如(rú)圖2 所示,在(zài)對該鏜床原(yuán)有繼電器控製係統分(fèn)析的基(jī)礎上(shàng),我們可以確定輸入點數為(wéi)11,輸出點數為(wéi)7。通過對各可編程控製器點(diǎn)數查(chá)閱及性能分析,我們選擇(zé)德國
Siemens S7 - 200 型可編程(chéng)控(kòng)製器。
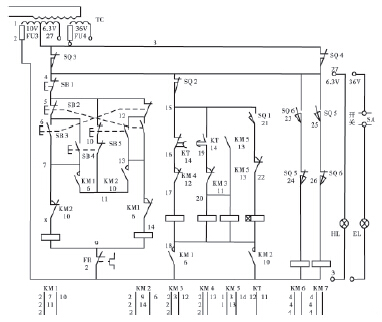
圖2 T68 型臥式(shì)鏜床電氣控製電路
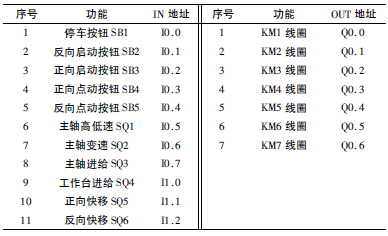
2. 1 確定PLC 的I /O 分配表
根據T68 型臥式鏜床的工序及控製要求,確定(dìng)PLC 的I /O 分配(pèi)情況,如(rú)表1 所示。
表1 T68 臥式(shì)鏜床用PLC - I /O 分配表
2.2 主電路分析
如圖3 所示,M1 為主軸電動機。是(shì)一台4 /2 極的雙(shuāng)速電動機,繞組接法(fǎ)為△/YY。電動機M2 由接觸(chù)器KM6、KM7 實現正反轉(zhuǎn)控製,設有短路保護。因快(kuài)速移動時所需要時間很(hěn)短,所以M2 實行點動控製,且無需過載(zǎi)保護。電動(dòng)機M1 由5 隻接觸器控製,其中KM1、KM2 為電動(dòng)機正(zhèng)反轉控製(zhì)接(jiē)觸器,KM3 為低速啟動接觸器,接觸器KM4、KM5 用於電動機的高速啟動運行。KM3 通電時,將電動機(jī)定子繞(rào)組接成三角形,電動機為4 極低速運行;KM4、KM5 通電時,將電動機定(dìng)子繞(rào)組接(jiē)成雙星形,電動機為2 極高速運行。主軸電動機正反轉停車時,均有電磁鐵報閘進行機械製動。FU1 用於(yú)電(diàn)路總的短路(lù)保護,FU2 用於電(diàn)動機M2 的短路保護,FR 用於電動機M1 的長期過(guò)載保護。
2. 3 梯形圖設計
在(zài)原有繼電器控製電路的基礎上,對T68 型臥式鏜床進行PLC 改造(zào),其接線如(rú)圖4 所(suǒ)示,設計好的梯形圖程序(xù)部分如圖5 所示。
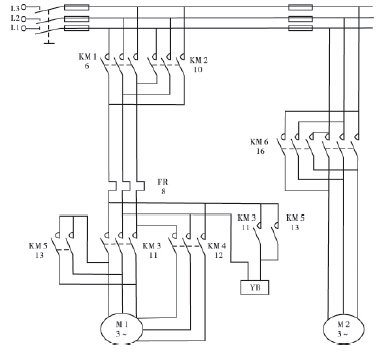
圖3 T68 型(xíng)臥式鏜床(chuáng)主電路
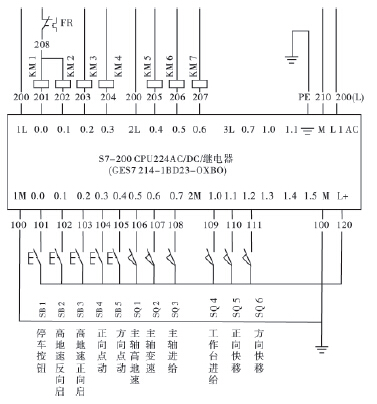
圖4 接線圖
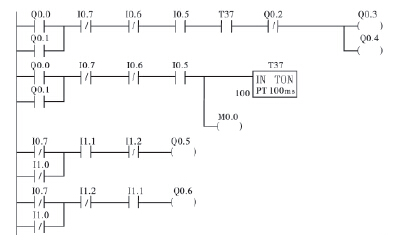
圖5 部分梯形圖
3 、仿真與分析
將設計好的梯形圖載入西(xī)門PLC 仿真軟件( 如圖6所示) ,在仿真軟件中把PLC 設置成運行狀態,按照T68型臥(wò)式鏜床的動作順(shùn)序在仿真軟件中進行操作( 綠色代(dài)表燈(dēng)亮,燈亮代表接通,燈滅代表斷開) ,調試程序完全(quán)能夠滿足T68 型臥式鏜床的電氣(qì)控製要求。
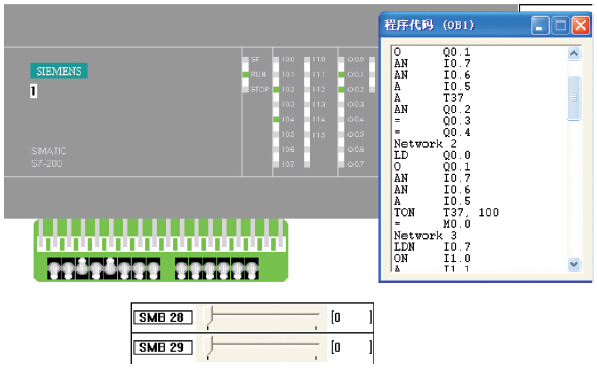
圖6 仿真結果
4 、結語
本文把(bǎ)T68 型臥式鏜床的電氣控製係統采用的德國Siemens S7 - 200 型可編程控製器(qì)重新設計,通過用Simulater對程序進行仿真(zhēn),該設計可以達到鏜床的控製要求,且改變了原有鏜床電(diàn)氣係統體積大、維修點多、穩定性不高等(děng)缺點。
如果您有機(jī)床行業、企業相關新聞(wén)稿件發(fā)表,或進行資訊合作,歡迎聯(lián)係本網編輯部, 郵箱:skjcsc@vip.sina.com
金馬")
調查")
- 2024年11月 金屬切削機床產量數(shù)據
- 2024年11月 分地區金屬切削機(jī)床產量數據
- 2024年11月 軸承出口情況(kuàng)
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量(liàng)數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽(qì)車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金(jīn)屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘(chéng)用車(轎車)產量(liàng)數據